

熱鍍鋅網片合同
格式:pdf
大小:14KB
頁數:2P
人氣 :52
 4.3
4.3
熱鍍鋅電焊網貼鋪施工合同 甲方: 乙方: 經甲、乙雙方協商,甲方將 7#-13#樓內外墻砼與墻體連接處鋼絲網貼鋪以 分項形式交給乙方施工, 在平等互利的基礎上, 雙方達成一致意見, 具體條款如 下: 第一條 工程概況: 1、工程名稱:祥明·城上城安置房 7#-13#樓 2、工程量:按實際所施工的工程量計算 3、承包方式:包工包料 4、合同承包價款:內墻: 300mm寬熱鍍鋅電焊網單價 每米 外墻: 500mm寬熱鍍鋅電焊網單價 每米 第二條 乙方施工標準及工程量 一、按圖紙中說明及相關規范組織施工, 內外墻各節點部位施工到位, 符 合現場甲方、施工員、監理等單位的檢驗驗收合格, 對施工中發現的問題及時整 改到位,對違反施工發生的一切質量問題, 材料不合格, 經發現一切由乙方承擔 一切責任。 二、安全文明施工:乙方進一步明確責任,杜絕一切不安全因素,施工中 乙方必須有專人負責安全責任。嚴禁使




鍍鋅網和熱鍍網
格式:pdf
大小:12KB
頁數:1P
涂料招聘網http://paint.job616.com中國涂料行業權威招聘網站!!! 涂料招聘網http://piant.job616.com1 鍍鋅網和熱鍍網 規格 熱鍍鋅電焊網規格:0.9±0.04×12.7×12.7抗拉強度:>65,熱鍍鋅層>122g 《膠粉聚苯顆粒外墻外保溫系統》jg158-2004 墻體保溫鋼絲網根據地區和施工方的要求,墻體掛網規格一般為: 鍍鋅鋼絲網在建筑保溫防裂工程起著一定的作用,外墻粉刷抹灰網分為兩種:一種為熱鍍鋅鋼絲 網(壽命長久、防腐性能強);另外一種為改拔絲鋼絲網(經濟優惠、網面平整、白皙有光澤),根據 區域、施工單位要求來進行合理選材,粉刷施工鋼絲網規格多為:12.7×12.7,絲徑0.4-0.9之間。 用途: 外墻掛網是為了保證工程質量為前提,為了避免墻體出
編輯推薦下載
熱鍍鋅
格式:pdf
大小:625KB
頁數:11P
4.4
熱鍍鋅 熱鍍鋅(galvanizing)也叫熱浸鋅和熱浸鍍鋅:是一種有效的金屬防腐方式,主要用 于各行業的金屬結構設施上。是將除銹后的鋼件浸入500℃左右融化的鋅液中,使鋼構件表 面附著鋅層,從而起到防腐的目的。熱鍍鋅工藝流程:成品酸洗-水洗-加助鍍液-烘干-掛鍍 -冷卻-藥化-清洗-打磨-熱鍍鋅完工。 熱鍍鋅是由較古老的熱鍍方法發展而來的,自從1836年法國把熱鍍鋅應用于工業以來, 已經有一百七十多年的歷史了。近三十年來,伴隨著冷軋帶鋼的飛速發展,熱鍍鋅工業得以 大規模發展。 由于鋅的標準電極電位負于鐵,因此在水和潮濕的空氣中鍍鋅層具有犧牲陽極保護鋼基 的作用,從而可以大大的延長鋼材的使用壽命。在工業上常用的鍍鋅層有熱浸鍍鋅、電鍍 鋅、機械鍍鋅和熱噴涂(鍍)鋅等,其中熱鍍鋅約占鍍鋅總量的95%,熱鍍鋅用鋅量在世界 范圍內占鋅產量的40%,在中國約占鋅產
熱鍍鋅護欄合同
格式:pdf
大小:270KB
頁數:2P
4.7
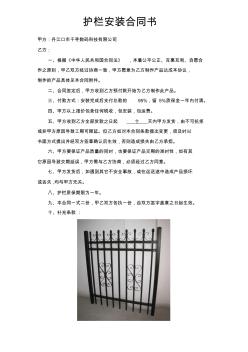
護欄安裝合同書 甲方:丹江口市千尋數碼科技有限公司 乙方: 一、根據《中華人民共和國合同法》,本著公平公正、互惠互利、自愿合 作之原則,甲乙雙方經過協商一致,甲方愿意為乙方制作產品達成本協議, 制作的產品具體見本合同附件。 二、合同簽定后,甲方收到乙方預付款開始為乙方制作此產品。 三、付款方式:安裝完成后支付總款的95%,留5%質保金一年內付清。 四、甲方以上報價包含任何稅收,包安裝,包運費。 五、甲方收到乙方全部貨款之日起十天內甲方發貨,由不可抗拒 或非甲方原因導致工期可順延。但乙方如對本合同條款提出變更,須及時以 書面方式提出并經雙方簽章確認后生效,否則造成損失由乙方承擔。 六、甲方要保證產品質量的同時,也要保證產品交期的準時性,如有其 它原因導致交期延誤,甲方需與乙方協商,必須經過乙方同意。 七、甲方發貨后,如遇到其它不安全事故,或在運送途中造成產品損壞 或丟失,均與甲方
熱鍍鋅網片合同熱門文檔
熱鍍鋅-產品知識
格式:pdf
大小:51KB
頁數:5P
4.5
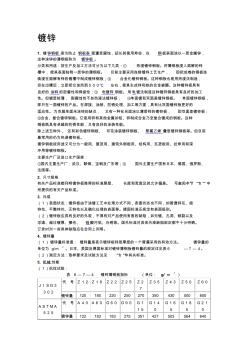
鍍鋅 1.鍍鋅鋼板是為防止鋼板表面遭受腐蝕,延長其使用壽命,在鋼板表面涂以一層金屬鋅, 這種涂鋅的薄鋼板稱為鍍鋅板。 分類和用途:按生產及加工方法可分為以下幾類:①熱浸鍍鋅鋼板。將薄鋼板浸入熔解的鋅 槽中,使其表面粘附一層鋅的薄鋼板。目前主要采用連續鍍鋅工藝生產,即把成卷的鋼板連 續浸在熔解有鋅的鍍槽中制成鍍鋅鋼板;②合金化鍍鋅鋼板。這種鋼板也是用熱浸法制造, 但在出槽后,立即把它加熱到500℃左右,使其生成鋅和鐵的合金被膜。這種鍍鋅板具有 良好的涂料的密著性和焊接性;③電鍍鋅鋼板。用電鍍法制造這種鍍鋅鋼板具有良好的加工 性。但鍍層較薄,耐腐蝕性不如熱浸法鍍鋅板;④單面鍍和雙面差鍍鋅鋼板。單面鍍鋅鋼板, 即只在一面鍍鋅的產品。在焊接、涂裝、防銹處理、加工等方面,具有比雙面鍍鋅板更好的 適應性。為克服單面未涂鋅的缺點,又有一種在另面涂以薄層鋅的鍍鋅板,
熱鍍鋅作用
格式:pdf
大小:10KB
頁數:6P
4.5
我國緊固件在全球市場上占一定地位 堅固件的發展:看到中國緊固件企業出口的產品大多 屬于科技含量較低的低檔產品,主要依靠低價格競爭優勢 進入國際市場。在不了解目標出口市場的前提下,盲目出 口,使產品集中在少數市場上,打低價格戰,搶占市場份 額。如果沒有核心技術,從世界分工的角度來講,中國緊 固件企業可能越來越會在價值鏈最低的地方打工,最高的 價值鏈都被別人占有。我們創造的緊固件重量和我們創造 的緊固件價值會越來越大。 不過,世界市場是廣闊的,多樣化的。傳統的美、歐、 日等先進工業國由于次貨危機引起經濟萎縮,擴展的潛能 有限,我們在力保市場份額的同時,要重視新興的市場。 緊固件需求是無處不在的,上至飛機、汽車,下至家具、 電器,都有廣闊的需求,我們要細分市場,準確定位。中 南美、東南亞、非洲、中東、原蘇聯地區,這些區域我國 出口市場份額很小,我們可以重點加以關注,拓展市場, 使緊固件出口道路變

熱鍍鋅網片合同精華文檔

熱鍍鋅 (2)
格式:pdf
大小:625KB
頁數:11P
4.6
熱鍍鋅 熱鍍鋅(galvanizing)也叫熱浸鋅和熱浸鍍鋅:是一種有效的金屬防腐方式,主要用 于各行業的金屬結構設施上。是將除銹后的鋼件浸入500℃左右融化的鋅液中,使鋼構件表 面附著鋅層,從而起到防腐的目的。熱鍍鋅工藝流程:成品酸洗-水洗-加助鍍液-烘干-掛鍍 -冷卻-藥化-清洗-打磨-熱鍍鋅完工。 熱鍍鋅是由較古老的熱鍍方法發展而來的,自從1836年法國把熱鍍鋅應用于工業以來, 已經有一百七十多年的歷史了。近三十年來,伴隨著冷軋帶鋼的飛速發展,熱鍍鋅工業得以 大規模發展。 由于鋅的標準電極電位負于鐵,因此在水和潮濕的空氣中鍍鋅層具有犧牲陽極保護鋼基 的作用,從而可以大大的延長鋼材的使用壽命。在工業上常用的鍍鋅層有熱浸鍍鋅、電鍍 鋅、機械鍍鋅和熱噴涂(鍍)鋅等,其中熱鍍鋅約占鍍鋅總量的95%,熱鍍鋅用鋅量在世界 范圍內占鋅產量的40%,在中國約占鋅產

熱鍍鋅專業詞匯
格式:pdf
大小:26KB
頁數:5P
4.4
熱鍍鋅專業詞匯 綜合部分: hotdipgalvanized熱鍍鋅 galvanizingline鍍鋅線 coating鍍層 zincdross鋅渣 zincash鋅灰 zincsolution鋅液 moltenzinc熔鋅 solubility溶解度 alloyliquid合金液 zinc-basedmulti-componentalloy鋅基多元合金 metalcorrosionpreventive金屬防腐 wholeplantplanning整廠規劃 furnace爐膛 furnacepressure爐壓 oventemperature爐溫 burner燒嘴 high-speedpulsedflame高速脈沖火焰 fluxagent/fluxing助鍍劑 noemission無排放 pollutionfr
熱鍍鋅介紹
格式:pdf
大小:171KB
頁數:2P
4.4
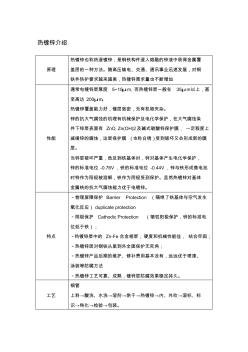
熱鍍鋅介紹 原理 熱鍍鋅也稱熱浸鍍鋅,是鋼鐵構件浸入熔融的鋅液中獲得金屬覆 蓋層的一種方法。隨高壓輸電、交通、通訊事業迅速發展,對鋼 鐵件防護要求越來越高,熱鍍鋅需求量也不斷增加 性能 通常電鍍鋅層厚度5~15μm,而熱鍍鋅層一般在35μm以上,甚 至高達200μm。 熱鍍鋅覆蓋能力好,鍍層致密,無有機物夾雜。 鋅的抗大氣腐蝕的機理有機械保護及電化學保護,在大氣腐蝕條 件下鋅層表面有zno、zn(oh)2及堿式碳酸鋅保護膜,一定程度上 減緩鋅的腐蝕,這層保護膜(也稱白銹)受到破壞又會形成新的膜 層。 當鋅層破壞嚴重,危及到鐵基體時,鋅對基體產生電化學保護, 鋅的標準電位-0.76v,鐵的標準電位-0.44v,鋅與鐵形成微電池 時鋅作為陽極被溶解,鐵作為陰極受到保護。顯然熱鍍鋅對基體 金屬鐵的抗大氣腐蝕能力優于電鍍鋅。 特點 ·物理屏障保護barrierprotecti

熱鍍鋅全解
格式:pdf
大小:462KB
頁數:20P
4.6
熱鍍鋅 1引言 熱鍍鋅(galvanizing)也稱熱浸鍍鋅,是鋼鐵構件浸入熔 融的鋅液中獲得金屬覆蓋層的一種方法。是一種有效的金屬 防腐方式,主要用于各行業的金屬結構設施上。將表面清潔 的金屬材料或零件浸在熔融的鋅液中,利用界面發生的物理 化學反應,在表面形成一層金屬鋅的過程。是將除銹后的鋼 件浸入500℃左右融化的鋅液中,使鋼構件表面附著鋅層, 從而起到防腐的目的。近年來隨高壓輸電、交通、通訊事業 迅速發展,對鋼鐵件防護要求越來越高,熱鍍鋅需求量也不 斷增加。自從1836年法國把熱鍍鋅應用于工業以來,已經 有一百四十年的歷史了。然而,熱鍍鋅工業是近三十年來伴 隨冷軋帶鋼的飛速發展而得到了大規模發展。 熱鍍鋅工藝流程:成品酸洗-水洗-加助鍍液-烘干-掛鍍-冷 卻-藥化-清洗-打磨-熱鍍鋅完工。1、熱鍍鋅是由較古老的 熱鍍方法發展而來的, 2熱鍍鋅層防護性能
熱鍍鋅網片合同最新文檔
 改進熱鍍鋅工藝 降低鍍鋅鋅耗
改進熱鍍鋅工藝 降低鍍鋅鋅耗 改進熱鍍鋅工藝 降低鍍鋅鋅耗
格式:pdf
大小:493KB
頁數:4P
4.8
針對目前鋅錠價格居高不下的現狀,企業鍍鋅成本高,如何降低占鍍鋅成本80%的鍍鋅鋅耗是鍍鋅企業所面臨的重要問題,作者分析了傳統鋼構件熱鍍鋅工藝存在的缺陷,給出了熱鍍鋅優化工藝及降低鋅耗途經。生產實際表明,采用優化后的熱鍍鋅技術,能有效降低鋅耗。
寬帶鋼熱鍍鋅的發展
格式:pdf
大小:93KB
頁數:6P
4.5
專題探討 寬帶鋼熱鍍鋅的發展 李九嶺 (冷軋廠) 摘要概述了寬帶鋼熱鍍鋅的發展史,并從品種發展、工藝發展、設備發展進行了深入論述,指出了寬 帶鋼熱鍍鋅的發展趨勢。 關鍵詞寬帶鋼熱鍍鋅品種工藝設備 developmentofwidehotdipgalvanizedsteelstrip lijiuling (thecoldrollingsteelsheetmillofwisco) abstractthepresentpaperbrieflyreviewsthehistoryofdevelopmentofthehotdipgalvanized widesteelstripandprofoundlynarraesthedevelopmentintheproductvariety,technologies
帶鋼連續熱鍍鋅
格式:pdf
大小:23KB
頁數:12P
4.8
一、說明: 因發包方未提供該退火爐施工圖紙,因此此技術標只能 依據以往施工退火爐的實際經驗和相關理論綜合而成,其并 不能代替將來中標后的施工技術指導文件,待將來圖紙下發 后,再形成具有現場指導意義的施工方案,以下論述的只是 施工過程中具有普遍性的、共性的施工方法: 二、退火爐概述: 帶鋼連續熱鍍鋅作業中的退火爐,一般由預熱爐、還原 爐、冷卻段三個基本部分組成,在退火爐的末端由一個剛性 梁固定,這樣在爐體受熱時,便可依靠安裝在爐體底部的滑 輪在固定軌道上滑動,從而使爐體向帶鋼入口方向自由膨 脹,退火爐有兩個作用:一是將帶鋼加熱到一定溫度,二是 使帶鋼具有一個清潔的無氧化物存在的活性表面,下面就退 火爐的三個部份分別論述如下: 1、預熱爐: 預熱爐的作用是將帶鋼加熱到一定溫度,并將帶鋼表面 的殘余油脂通過蒸發和灼燒清除掉,預熱爐的外殼由加固型 鋼和薄鋼板制成,爐垟由粘土耐火磚和絕熱磚砌成,并用
熱鍍鋅價格表
格式:pdf
大小:27KB
頁數:1P
4.5
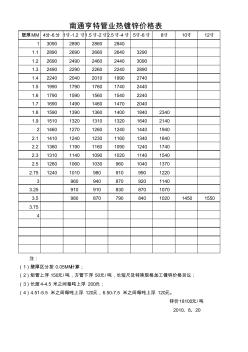
壁厚mm4分-6分1寸-1.2寸1.5寸-2寸2.5寸-4寸5寸-6寸8寸10寸12寸 13090289028602840 1.128902690266026403290 1.226902490246024403090 1.324902290226022402890 1.422402040201019902740 1.519901790176017402440 1.617901590156015402240 1.716901490146014702040 1.8159013901360140018402340 1.9151013201310132016402140 2146012701260124014401940 2.11410124012301160
熱鍍鋅鋅渣缺陷的控制 熱鍍鋅鋅渣缺陷的控制
格式:pdf
大小:185KB
頁數:3P
4.7
通過對熱鍍鋅鋅渣缺陷形成機理進行探討,重點分析了鋅渣缺陷產生的原因。最后根據梅鋼的具體情況,從工藝上提出減少鋅渣缺陷產生,提高鍍鋅板表面質量的控制措施。

熱鍍鋅雙頭抱箍重量表
格式:pdf
大小:6KB
頁數:4P
4.8
邯鄲市永年區倍創緊固件 鋼材理論重量 規格中經中經/每米重毛料/每米重 65.10.160 86.90.293 108.650.462 1210.750.7130.888 1412.50.9641.209 1614.51.2971.579 1816.11.62.0 2018.12.022.468 2220.12.4922.986 2421.752.923.554 2724.783.794.5 3027.54.6665.553 3330.15.596.719 3633.16.767.996 4238.89.28810.9 4844.512.21814.22 計算公式:中經x中經x0.00617x長度=理論重量kg。 抱箍雙頭重量表 規格件裝重量規格

熱鍍鋅工藝
格式:pdf
大小:25KB
頁數:3P
4.8
熱鍍鋅原理及工藝說明 1引言 熱鍍鋅也稱熱浸鍍鋅,是鋼鐵構件浸入熔融的鋅液中獲得金屬覆蓋層的一種方法。近年來隨 高壓輸電、交通、通訊事業迅速發展,對鋼鐵件防護要求越來越高,熱鍍鋅需求量也不斷增 加。 2熱鍍鋅層防護性能 通常電鍍鋅層厚度5~15μm,而熱鍍鋅層一般在35μm以上,甚至高達200μm。熱鍍鋅 覆蓋能力好,鍍層致密,無有機物夾雜。眾所周知,鋅的抗大氣腐蝕的機理有機械保護及電 化學保護,在大氣腐蝕條件下鋅層表面有zno、zn(oh)2及堿式碳酸鋅保護膜,一定程度上 減緩鋅的腐蝕,這層保護膜(也稱白銹)受到破壞又會形成新的膜層。當鋅層破壞嚴重,危及 到鐵基體時,鋅對基體產生電化學保護,鋅的標準電位-0.76v,鐵的標準電位-0.44v,鋅與 鐵形成微電池時鋅作為陽極被溶解,鐵作為陰極受到保護。顯然熱鍍鋅對基體金屬鐵的抗大 氣腐蝕
熱鍍鋅工藝規程
格式:pdf
大小:87KB
頁數:8P
4.5
江蘇翔宇電力裝備制造有限公司sj/j—02—2005 -0- fee有限公司 熱鍍鋅工藝規程 版本/狀態:a/0 受控狀態: 使用人: 編制張文衛 審核 批準 發布日期:2006年1月4日實施日期2006年1月5日 江蘇翔宇電力裝備制造有限公司sj/j—02—2005 -1- 熱鍍鋅工藝規程 1主題內容和適用范圍 本規程規定了輸電線路鐵塔、鋼管桿、鋼管塔及鋼管變電構支架鍍鋅應遵守的基 本規則。 本規程適用于輸電線路鐵塔、鋼管桿、鋼管塔及鋼管變電構支架熱浸鍍鋅。 2熱浸鍍鋅操作工藝流程圖: 2.1黑件檢查 凡需進行熱浸鍍鋅的工件應進行黑件檢查,有以下情況的不得進行鍍鋅生產: a、構件外形尺寸大于鍍鋅池允許加工尺寸的; b、無合適排氣工藝孔的; c、無合適排泄鋅液孔的鍍件,無合適熱浸鍍鋅懸掛點的鍍件; d、有油漆、
熱鍍鋅工藝過程
格式:pdf
大小:5KB
頁數:1P
4.3
熱鍍鋅工藝過程 熱鍍鋅又稱為熱浸鍍鋅,他是在高溫下把鋅錠融化,在放入一些輔助材料,然后把金屬結構 件浸入鍍鋅槽中,使金屬構件上附著一層鋅層。熱鍍鋅的優點在于他的防腐能力強,鍍鋅層 的附著力和硬度較好。缺點在于價格較高,需要大量的設備和場地,鋼結構件過大不易放入 鍍鋅槽中,鋼結構件過于單薄,熱鍍又容易變形。富鋅涂料一般指的是含有鋅粉的防腐涂料。 市場上的富鋅涂料含鋅量一。 工藝過程 工件→脫脂→水洗→酸洗→水洗→浸助鍍溶劑→烘干預熱→熱鍍鋅→整理→冷卻→鈍化→漂 洗→干燥→檢驗 有關工藝過程說明 (1)脫脂 可采用化學去油或水基金屬脫脂清洗劑去油,達到工件完全被水浸潤為止。 (2)酸洗 可采用h2so415%,硫脲0.1%,40~60℃或用hcl20%,六次甲基四胺1~3g/l,20~40℃ 進行酸洗。加入緩蝕劑可防止基體過腐蝕及減少鐵基體吸氫量。 脫脂及酸洗處理不好會造成
熱鍍鋅網片合同相關
文輯推薦
知識推薦
百科推薦

職位:建筑工程質量安全管理工程師
擅長專業:土建 安裝 裝飾 市政 園林


