

全牙螺桿
格式:pdf
大小:22KB
頁數:1P
人氣 :56
 4.7
4.7
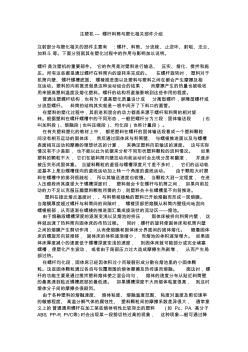
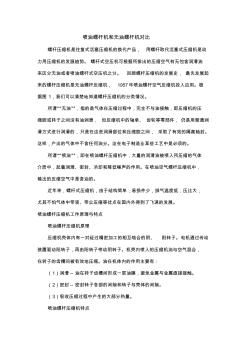
編號 : 合格標準 (參考標準 ) 合格 不合格 1 訂單 所送貨物與訂單所指的一致 2 廠牌 是否與訂單相同 1.鍍鋅全牙螺桿是否表面鍍 鋅,有無生銹。 2.SUS全牙螺桿是否為不銹鋼 材質。 3.螺桿的長度是否符合要求。 4.螺桿的規格是否符合(如 3/8"螺桿可用 3/8"螺帽來試) 4 數量 是否與訂單相同(如數量較少 時可直接數;數量較多時,可 數共有多少捆,每捆有幾根相 乘即得) 結果判定 : □簽收 □扣款 □退貨 檢驗 項目 檢驗 順序 規格 材料 .設備進場檢驗標準書 主管 : 請購 : 采購 : 倉管: 備注 檢驗結果 處理方式 質量 3 材料名稱 :全牙螺桿




螺桿作用
格式:pdf
大小:10KB
頁數:3P
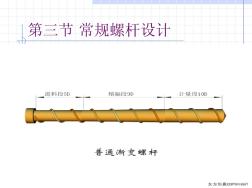
注塑機---螺桿料筒與塑化相關部件介紹 注射部分與塑化相關的部件主要有:螺桿、料筒、分流梭、止逆環、射咀、法蘭、 加料斗等。下面分別就其在塑化過程中的作用與影響加以說明。 螺桿是注塑機的重要部件。它的作用是對塑料進行輸送、壓實、熔化、攪拌和施 壓。所有這些都是通過螺桿在料筒內的旋轉來完成的。在螺桿旋轉時,塑料對于 機筒內壁、螺桿螺槽底面、螺棱推進面以及塑料與塑料之間在都會產生摩擦及相 互運動。塑料的向前推進就是這種運動組合的結果,而摩擦產生的熱量也被吸收 用來提高塑料溫度及熔化塑料。螺桿的結構將直接影響到這些作用的程度。 普通注塑螺桿結構,也有為了提高塑化質量設計成分離型螺桿,屏障型螺桿或 分流型螺桿。料筒的結構其實就是一根中間開了下料口的圓管。 在塑料的塑化過程中,其前進和混合的動力都是來源于螺桿和料筒的相對旋 轉。根據塑料在螺桿螺槽中的不同形態,一般把螺桿分為
編輯推薦下載
螺桿參數
格式:pdf
大小:40KB
頁數:2P
4.8
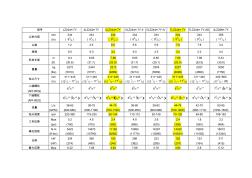
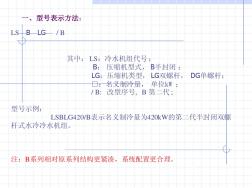
型號lz244×7y4lz244×7y5lz244×7y5lz244×7y-ii5lz244×7y-iv7lz244×7y7lz244×7y-ad3lz286×7y 公稱外徑 mm (in) 244 (95/8) 244 (95/8) 244 (95/8) 244 (95/8) 244 (95/8) 244 (95/8) 244 (95/8) 286 (111/4) 頭數1:24:55:65:65:67:87:83:4 級數6.56.03.06.04.53.02.24.0 標準長度 m (ft) 9.4 (30.8) 9.65 (31.7) 7.88 (25.9) 9.65 (31.7) 8.85 (29.1) 7.88 (25.9) 7.88 (25.9) 9.34 (30
螺桿
格式:pdf
大小:121KB
頁數:3P
4.4
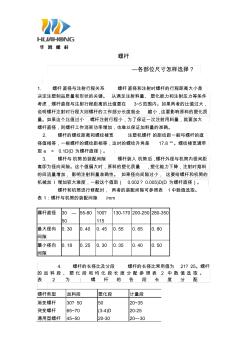
螺桿 —各部位尺寸怎樣選擇? 1.螺桿直徑與注射行程關系螺桿直徑和注射時螺桿的行程距離大小是 決定注塑制品質量和形狀的關鍵。從滿足注射料量、塑化能力和注射壓力等條件 考慮,螺桿直徑與注射行程距離的比值要在3~5范圍內。如果兩者的比值過大, 說明螺桿注射時行程大則螺桿的工作部分長度就會縮小,這要影響原料的塑化質 量。如果這個比值過小.螺桿注射行程小,為了保證一次注射用料量,就要加大 螺桿直徑,則螺桿工作消耗功率增加,也難以保證加料量的準確。 2.螺桿的螺紋距離和螺紋棱寬注塑機螺桿的距紋距一般與螺桿的直 徑值相等,一根螺桿的螺紋距相等,這時的螺紋升角是17.8°。螺紋棱寬通帶 取e=0.1d(d為螺桿直徑)。 3.螺桿與機筒的裝配間隙螺桿裝入機筒后,螺桿外徑與機筒內徑間距 離即為徑向間隙。這個值偏大時,原料的塑化質量,塑化能力下降,注射時熔料 的回流量增加
全牙螺桿熱門文檔
螺桿知識
格式:pdf
大小:63KB
頁數:7P
4.5
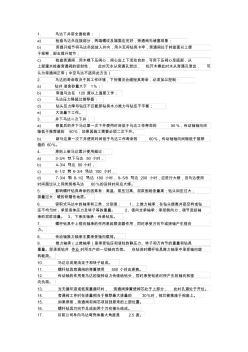
1.馬達下井前全面檢查: a)檢查馬達外連接部分,兩端螺紋及端面應完好,旁通閥無堵塞現象; b)用提升短節將馬達吊起放入井內,用卡瓦將鉆具卡牢,旁通閥處于轉盤面以上便 于觀察,卸去提升短節; c)檢查旁通閥,用木棒下壓閥心,閥心應上下活動自如,可用下壓閥心至底部,從 上部灌水檢查旁通閥的密封性,此時無水從旁通孔泄出,松開木棒此時水從旁通孔泄出,可 認為旁通閥正常(中空馬達不適用此方法) 2.馬達的壽命取決于其工作環境,下列情況會縮短其壽命,必須加以控制: a)鉆井液含砂量大于1%; b)常溫馬達在120度以上溫度工作; c)馬達壓力降超過推薦值; d)鉆頭壓力降與鉆壓不匹配即鉆具水力推力與鉆壓不平衡; e)大流量下工作。 3.井下馬達二次下井: a)修復后的井下馬達第一次下井使用時間低于馬達工作壽命的50%,傳動軸軸向間 隙低于



 螺桿泵中螺桿加工的功率計算
螺桿泵中螺桿加工的功率計算 螺桿泵中螺桿加工的功率計算
格式:pdf
大小:294KB
頁數:2P
4.6
本文簡述了單螺桿泵的工作原理,以及它與活塞離心泵、葉片泵、齒輪泵相比所具有的諸多優點,最后給出了螺桿泵中螺桿加工時的功率計算。
全牙螺桿精華文檔
四螺桿造粒機螺桿端密封改造 四螺桿造粒機螺桿端密封改造
格式:pdf
大小:114KB
頁數:1P
4.5
本文結合大慶煉化公司聚合物二廠聚合車間四螺桿造粒機的使用情況,對螺桿密封端進行不斷改造從而保證密封效果,提高螺桿使用周期。
螺桿泵為啥分為單螺桿雙螺桿三螺桿泵它們有什么差別?
格式:pdf
大小:313KB
頁數:2P
4.5
螺桿泵為啥分為單螺桿雙螺桿三螺桿泵它們有什么差別? 行業中常用的螺桿泵基本就三種,依據螺桿的數目進行劃分的,分別為單螺桿泵、雙 螺桿泵、三螺桿泵,那么就來看看它們的特征與差別: 單螺桿泵 構造:單頭陽螺轉動子在特殊的雙頭陰螺旋定子內偏心地運轉(定子是柔軟的),能沿 泵中心線來回擺動,與定子始終維持嚙合。 特征: 一、可傳輸含固體顆粒的介質; 二、幾乎可用于任何粘度的流體,尤其應用于高粘性與非牛頓流體; 三、運轉溫度受定子材質限制。 性能參數:泵流量可達150m/h,壓頭可達20mpa。 使用場所:用于糖蜜、果肉、淀粉糊、巧克力漿、油漆、柏油、石臘、潤滑脂、泥漿、 粘土、陶土等。 雙螺桿泵 構造: 有兩根同樣大小的螺桿軸,一根為主動軸,一根為從動軸,經過齒輪驅動滿足同步轉 動。 特征: 一、螺桿與泵體,及其螺桿之間維持0.05~0.15mm縫隙,磨壞小,壽命長;

螺桿規格
格式:pdf
大小:74KB
頁數:2P
4.5
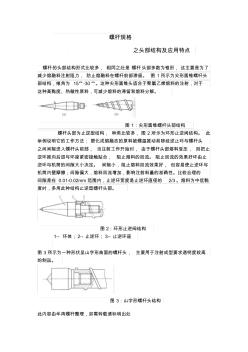
螺桿規格 之頭部結構及應用特點 螺桿的頭部結構形式比較多,相同之處是螺桿頭部多數為錐形,這主要是為了 減少熔融料注射阻力,防止熔融料在螺桿前部滯留。圖1所示為尖形圓錐螺桿頭 部結構,維角為15°-30°。這種尖形圓錐頭適合于聚氯乙烯熔料的注射,對于 這種高黏度、熱敏性原料,可減少熔料的滯留和熔料分解。 圖1:尖形圓錐螺桿頭部結構 螺桿頭部為止逆型結構,種類比較多,圖2所示為環形止逆閥結構。此 舉例說明它的工作方法:塑化成熔融態的原料被螺溫推動前移經逆止環與螺桿頭 之間間隙進入螺桿頭前部,當注射工作開始時,由于螺桿頭部熔料受壓,則把止 逆環推向后退與環座緊密接觸貼合,阻止熔料的回流。阻止回流的效果好壞由止 逆環與機筒的間隙大小決定。間隙小,阻止熔料回流效果好,但容易使止逆環與 機筒內壁摩擦;間隙偏大,熔料回流增加,影響注射料量的準確性。比較合理的 間隙是
全牙螺桿最新文檔
噴油螺桿機和無油螺桿機對比資料
格式:pdf
大小:24KB
頁數:5P
4.5
噴油螺桿機和無油螺桿機對比 螺桿壓縮機是往復式活塞壓縮機的換代產品,用螺桿取代活塞式壓縮機是動 力用壓縮機的發展趨勢。螺桿式空壓機可根據所排出的壓縮空氣有無包含潤滑油 來區分無油或者噴油螺桿式空壓機之分。回顧螺桿壓縮機的發展史,最先發展起 來的螺桿壓縮機是無油螺桿壓縮機,1957年噴油螺桿空氣壓縮機投入應用。根 據圖1,我們可以清楚地知道螺桿壓縮機的分類情況。 所謂“無油”,指的是氣體在壓縮過程中,完全不與油接觸,即壓縮機的壓 縮腔或轉子之間沒有油潤滑,但壓縮機中的軸承、齒輪等零部件,仍是用普通潤 滑方式進行潤滑的,只是在這些潤滑部位和壓縮腔之間,采取了有效的隔離軸封。 這樣,產出的氣體中不含任何油分。這在電子制造業某些工藝中是必須的。 所謂“噴油”,即在噴油螺桿壓縮機中,大量的潤滑油被噴入所壓縮的氣體 介質中,起著潤滑、密封、冷卻和降低噪聲的作用。在噴油空氣螺桿壓縮機
止水螺桿跟對拉螺桿有什么區別?
格式:pdf
大小:418KB
頁數:2P
4.6
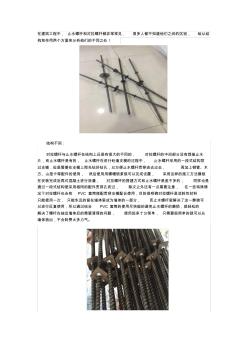
在建筑工程中,止水螺桿和對拉螺桿都非常常見,很多人都不知道他們之間的區別,給從結 構和作用兩個方面來分析他們的不同之處! 結構不同: 對拉螺桿與止水螺桿在結構上還是有很大的不同的,對拉螺桿的中間部分沒有焊接止水 片,而止水螺桿是有的,止水螺桿在進行砼墻支模的過程中,止水螺桿采用的一段式結構穿 過支模,但是需要在支模上預先鉆好鉆孔,以方便止水螺桿貫穿進去過去,再加上鋼管、木 方、山型卡等配件的使用,然后使用用螺帽鎖緊就可以完成設置,采用這樣的施工方法模板 在安裝完成后再對混凝土進行澆灌,對拉螺桿的搭建方式和止水螺桿是差不多的,同樣也是 通過一段式結構使采用相同的配件貫穿孔而過,除次之外還有一點需要注意,在一些特殊情 況下對拉螺桿也會和pvc套筒搭配貫穿支模配合使用,目的很明確對拉螺桿是消耗性材料 只能使用一次,只能永遠的留在墻體里成為墻體的一部分,而止水螺桿
對拉螺桿計算
格式:pdf
大小:239KB
頁數:11P
4.8
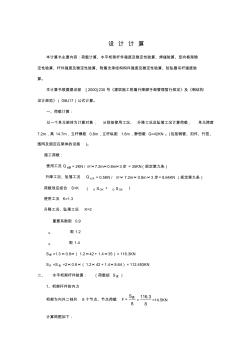
設計計算 本計算書主要內容:荷載計算、水平桁架桿件強度及穩定性驗算、焊縫驗算、豎向框架穩 定性驗算、桿件強度及穩定性驗算、附著支承結構構件強度及穩定性驗算、防墜器吊桿強度驗 算。 本計算書根據建設部[2000]230號《建筑施工附著升降腳手架管理暫行規定》及《鋼結構 設計規范》(gbj17)公式計算。 一、荷載計算: 以一個單元架體為計算對象,分別按使用工況、升降工況及墜落工況計算荷載,單元跨度 7.2m,高14.7m,立桿橫距0.8m,立桿縱距1.6m,靜恒載g=42kn。(包括鋼管、扣件、竹笆、 圍網及固定在架體的設施)。 施工荷載: 使用工況q使k=2kn/㎡×7.2m×0.8m×3步=35kn(規定第九條) 升降工況、墜落工況q升k=0.5kn/㎡×7.2m×0.8m×3步=8.64kn(規定第九條) 荷載效應組
等壁厚螺桿泵與常規螺桿泵應用情況對比 等壁厚螺桿泵與常規螺桿泵應用情況對比
格式:pdf
大小:75KB
頁數:未知
4.4
近幾年,我廠螺桿泵井的應用數量迅速增加,截止2013年9月,螺桿泵在用井數達到989口,但從目前的應用情況看,螺桿泵定子不僅是易損部件,而且與轉子的配合狀況直接影響螺桿泵的工作性能。常規螺桿泵定子是由丁腈橡膠澆鑄在鋼體泵筒內形成的,襯套內表面是雙螺旋曲面,其厚薄不均,這種結構存在著以下幾點不足,一是在工作條件下的溶脹、溫脹不同,降低了定子橡膠襯套的型線尺寸精度,改變了定轉子嚙合作用,增大了摩擦損失,降低了泵工作效率和使用壽命。二是螺桿泵工作過程產生的熱量主要聚集在橡膠最厚的部分,過高的溫度使橡膠物性發生改變,導致定子過早失效。等壁厚螺桿泵可以有效解決以上兩點不足,截止到8月底,我廠已現場應用57口井,初步應用效果較好。
基于Matlab的雙螺桿泵螺桿端面截形求解 基于Matlab的雙螺桿泵螺桿端面截形求解
格式:pdf
大小:165KB
頁數:未知
4.7
提出了基于離散點的雙螺桿泵螺桿端面截形的計算方法,建立了由已知刀具廓形離散點數據計算加工的工件端面截形的數學模型,利用matlab采用累積三次參數樣條法計算刀具廓形離散點的傾斜角,最終求得雙螺桿泵螺桿端面截形。
數控車床加工三螺桿泵傳動螺桿 數控車床加工三螺桿泵傳動螺桿
格式:pdf
大小:324KB
頁數:未知
4.8
在分析端截面為公式曲線的長導程三螺桿泵傳動螺桿車削特點的基礎上,研究了數控加工三螺桿泵傳動螺桿的原理,提出解決切削中刀具與螺桿干涉的方法以及控制背吃刀量的措施,實現基于宏程序的傳動螺桿數控程序人機交互編輯。
止水螺桿
格式:pdf
大小:7KB
頁數:4P
4.6
止水螺桿 首先在內外面將螺桿洞鑿城內凹喇叭口,松茂建材181* 3777*6138喇叭口外寬約5cm,深約2cm,并將喇叭口外露 pvc管剪切掉 1.外圍的墻、欄板上的穿墻螺桿在抹灰前堵塞采取以下做法: ①首先在內外面將螺桿洞鑿城內凹喇叭口,喇叭口外寬 約5cm,深約2cm,并將喇叭口外露pvc管剪切掉。 ②用干硬性水泥砂漿(內摻適量膨脹劑和防水劑)堵塞 pvc套管洞。 ③在兩端往pvc套管內打塞相應直徑的圓鋼(外包止水 膠帶)長約5cm。 ④在pvc套管剪切面用防水材料封口,后用水泥砂漿 (內摻適量膨脹劑和防水劑)將喇叭口補平。 2.用摻適量微膨脹劑的防水砼或防水砂漿,堵實外墻 上預留的設備孔洞、外架的孔洞等所有孔洞。對于磚墻上專 為分體式空調預埋的pvc管,也是外墻滲水的薄弱環節,因 此需采取以下措施:先在pvc管外壁上套上直徑略小的止水
全牙螺桿相關
文輯推薦
知識推薦
百科推薦


職位:氣體消防工程師
擅長專業:土建 安裝 裝飾 市政 園林


