

DIN32500-2氣體保護(hù)焊焊接柱圓柱銷瓷環(huán)
格式:pdf
大小:190KB
頁數(shù):4P
人氣 :56
 4.6
4.6
德國(guó)工業(yè)標(biāo)準(zhǔn) DIN32500-2 1991 年 6月 第 1 頁 共 4 頁 氣體保護(hù)焊焊接柱 圓柱銷 瓷環(huán) DIN32500-2 替換 75.02 版 本標(biāo)準(zhǔn)是與德國(guó)焊接技術(shù)協(xié)會(huì) (DVS)合作共同制定的。 尺寸單位 mm 1 圓柱銷( Z) 1.1 尺寸 ,標(biāo)注 未標(biāo)注尺寸可根據(jù)使用目的選定。 焊接前 焊接后 直徑 d1=12mm、長(zhǎng)度 l 2=40mm,用強(qiáng)度等級(jí) 4.8 的鋼制成的圓柱( Z)的標(biāo)記: 圓柱銷 DIN 32500-Z12×40-4.8 德國(guó)工業(yè)標(biāo)準(zhǔn) DIN 32500-2 1991 年 6月 第 2 頁 共 4 頁 表 1: 圓柱銷的尺寸 1.2 強(qiáng)度



DIN32500-4氣體保護(hù)焊焊接柱T形銷釘
格式:pdf
大小:98KB
頁數(shù):2P
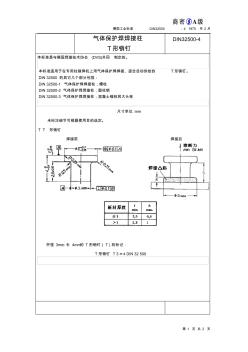
德國(guó)工業(yè)標(biāo)準(zhǔn)din32500-41975年2月 第1頁共2頁 氣體保護(hù)焊焊接柱 t形銷釘 din32500-4 本標(biāo)準(zhǔn)是與德國(guó)焊接技術(shù)協(xié)會(huì)(dvs)共同制定的。 本標(biāo)準(zhǔn)適用于在專用柱銷焊機(jī)上用氣體保護(hù)焊焊接、適合自動(dòng)供給的t形銷釘。 din32500的其它幾個(gè)部分包括: din32500-1氣體保護(hù)焊焊接柱;螺柱 din32500-2氣體保護(hù)焊焊接柱;圓柱銷 din32500-3氣體保護(hù)焊焊接柱;混凝土錨栓和大頭栓 尺寸單位:mm 未標(biāo)注細(xì)節(jié)可根據(jù)使用目的選定。 tt形銷釘 焊接前焊接后 桿徑3mm、長(zhǎng)4mm的t形銷釘(t)的標(biāo)記: t形銷釘t
DIN32500-5氣體保護(hù)焊焊接柱快速螺柱焊接用帶凹槽螺柱
格式:pdf
大小:107KB
頁數(shù):3P
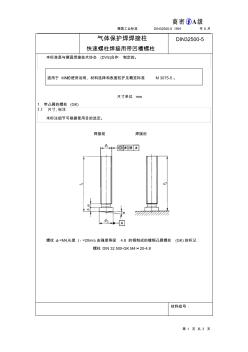
德國(guó)工業(yè)標(biāo)準(zhǔn)din32500-51991年6月 第1頁共3頁 氣體保護(hù)焊焊接柱 快速螺柱焊接用帶凹槽螺柱 din32500-5 本標(biāo)準(zhǔn)是與德國(guó)焊接技術(shù)協(xié)會(huì)(dvs)合作制定的。 適用于mn的使用說明、材料選擇和表面防護(hù)見概覽標(biāo)準(zhǔn)m3075-5。 尺寸單位mm 1帶凸肩的螺柱(gk) 1.1尺寸,標(biāo)注 未標(biāo)注細(xì)節(jié)可根據(jù)使用目的選定。 焊接前焊接后 螺紋d1=m4,長(zhǎng)度l1=20mm,由強(qiáng)度等級(jí)4.8的鋼制成的鍍銅凸肩螺柱(gk)的標(biāo)記: 螺柱din32500-gkm4×20-4.8 材料組號(hào): 德國(guó)工業(yè)標(biāo)準(zhǔn)din32500-51991年
編輯推薦下載
CO2氣體保護(hù)焊焊接工藝
格式:pdf
大小:14KB
頁數(shù):4P
4.8
co2氣體保護(hù)焊焊接工藝(2007-07-0717:50:18) co2氣體保護(hù)焊焊接工藝 鋼結(jié)構(gòu)二氧化碳?xì)怏w保護(hù)焊工藝規(guī)程 1適用范圍 本標(biāo)準(zhǔn)適用于本公司生產(chǎn)的各種鋼結(jié)構(gòu),標(biāo)準(zhǔn)規(guī)定了碳素結(jié)構(gòu)鋼的二氧化碳?xì)怏w保 護(hù)焊的基本要求。 注:產(chǎn)品有工藝標(biāo)準(zhǔn)按工藝標(biāo)準(zhǔn)執(zhí)行。 1.1編制參考標(biāo)準(zhǔn)《氣焊、手工電弧焊及氣體保護(hù)焊焊縫坡口的基本形成與尺寸》 gb.985-88 1.2術(shù)語 2.1母材:被焊的材料 2.2焊縫金屬:熔化的填充金屬和母材凝固后形成的部分金屬。 2.3層間溫度:多層焊時(shí),停后續(xù)焊接之前,相鄰焊道應(yīng)保持的最低溫度。 2.4船形焊:t形、十字形和角接接頭處于水平位置進(jìn)行的焊接. 3焊接準(zhǔn)備 3.1按圖紙要求進(jìn)行工藝評(píng)定。 3.2材料準(zhǔn)備

CO2氣體保護(hù)焊焊接試驗(yàn)及總結(jié)
格式:pdf
大小:86KB
頁數(shù):2P
3
co2氣體保護(hù)焊焊接試驗(yàn)及總結(jié)——co2氣體保護(hù)焊焊接試驗(yàn)及總結(jié)
氣體保護(hù)焊焊接柱圓柱銷瓷環(huán)熱門文檔

CO2氣體保護(hù)焊焊接培訓(xùn)
格式:pdf
大小:156KB
頁數(shù):14P
4.6
co2氣體保護(hù)焊焊接培訓(xùn) 一、焊接工藝參數(shù) 1適用范圍 本標(biāo)準(zhǔn)適用于本公司生產(chǎn)的各種鋼結(jié)構(gòu),標(biāo)準(zhǔn)規(guī)定了碳素結(jié)構(gòu) 鋼的二氧化碳?xì)怏w保護(hù)焊的基本要求。注:產(chǎn)品有工藝標(biāo)準(zhǔn)按工藝 標(biāo)準(zhǔn)執(zhí)行。 1.1編制參考標(biāo)準(zhǔn)《氣焊、手工電弧焊及氣體保護(hù)焊焊縫坡口的基本 形成與尺寸》gb.985-88 2術(shù)語 2.1母材:被焊的材料 2.2焊縫金屬:熔化的填充金屬和母材凝固后形成的部分金屬。 2.3層間溫度:多層焊時(shí),停后續(xù)焊接之前,相鄰焊道應(yīng)保持的最低 溫度。 2.4船形焊:t形、十字形和角接接頭處于水平位置進(jìn)行的焊接. 3焊接準(zhǔn)備 3.1按圖紙要求進(jìn)行工藝評(píng)定。 3.2材料準(zhǔn)備 3.2.1產(chǎn)品鋼材和焊接材料應(yīng)符合設(shè)計(jì)圖樣的要求。 3.2.2焊絲應(yīng)儲(chǔ)存在干燥、通風(fēng)良好的地方,專人保管。 3.2.3焊絲使用前應(yīng)無油銹。 3.3坡口選擇原則焊接過程中盡量減小變形,節(jié)省
CO2氣體保護(hù)焊焊接通用工藝
格式:pdf
大小:214KB
頁數(shù):15P
4.4
co2氣體保護(hù)焊 通 用 焊 接 工 藝 目錄 1、適用范圍 2、被焊材料 3、焊接準(zhǔn)備 4、作業(yè)條件 5、焊接工藝 6、交檢 7、焊接缺陷與防止方法 8、常用氣體保護(hù)焊鋼材與焊絲的選用 9、質(zhì)量記錄 10、焊接及注意事項(xiàng) 11、二保焊機(jī)安全規(guī)程 12、焊接危險(xiǎn)點(diǎn)危險(xiǎn)源辯識(shí)、評(píng)價(jià)及控制對(duì)策表 一、適用范圍 本標(biāo)準(zhǔn)適用于本廠生產(chǎn)的各種鋼結(jié)構(gòu),標(biāo)準(zhǔn)規(guī)定了碳素結(jié)構(gòu)鋼的二氧化碳?xì)?體保護(hù)焊的基本要求,產(chǎn)品有工藝標(biāo)準(zhǔn)按工藝標(biāo)準(zhǔn)執(zhí)行。 1、編制參考標(biāo)準(zhǔn)《氣焊、手工電弧焊及氣體保護(hù)焊焊縫坡口的基本形成與尺寸》 gb.985-88。 二、被焊材料 1、焊縫金屬:熔化的填充金屬和母材凝固后形成的部分金屬。 2、層間溫度:多層焊時(shí),停后續(xù)焊接之前,相鄰焊道應(yīng)保持的最低溫度。 3、船形焊:t形、十字形和角接接頭處于水平位置進(jìn)行的焊接。 三、焊接準(zhǔn)備 1、按圖紙要求進(jìn)行工藝評(píng)定。 2、材料準(zhǔn)備:
標(biāo)準(zhǔn)卷制圓柱銷材料
格式:pdf
大小:35KB
頁數(shù):2P
4.4
不銹鋼 在需要擴(kuò)展防腐蝕的應(yīng)用中,可使用不銹鋼卷制圓柱銷。 兩種用于制造卷制銷的不銹鋼基本分類:奧氏體不銹鋼和 馬氏體不銹鋼。 奧氏體(鎳)不銹鋼(d) 奧氏體不銹鋼可以提供最佳的防腐保護(hù),以抵御正常環(huán) 境條件,即氧化和非氧化環(huán)境。它能很好的經(jīng)受淡水和 大氣海洋環(huán)境,并且適合于包括酸性環(huán)境在內(nèi)的許多其 他的工業(yè)條件。但是,這種材料沒有進(jìn)行熱處理,因此 它的強(qiáng)度不如高碳鋼、合金鋼、鉻和不銹鋼強(qiáng),且不具 有這些材料的耐疲勞性。不建議將奧氏體不銹鋼卷制圓 柱銷用于高沖擊和振動(dòng)的應(yīng)用,且不能將其裝配到硬化 孔中。奧氏體不銹鋼卷制圓柱銷可在溫度低至-185oc (-300of)到高達(dá)400oc(750of)的環(huán)境中使用。 馬氏體(鉻)不銹鋼(c) 馬氏體不銹鋼可以同時(shí)提供良好的耐腐蝕性和優(yōu)異的強(qiáng) 度和抗疲勞性能。馬氏體不銹鋼不像奧氏體不銹鋼那樣 在非氧化環(huán)境中具有耐腐蝕性,但
CO2氣體保護(hù)焊在汽車焊接中的應(yīng)用
格式:pdf
大小:182KB
頁數(shù):3P
3
co2氣體保護(hù)焊在汽車焊接中的應(yīng)用——co2氣體保護(hù)焊具有高效、節(jié)能、焊接變形小、焊縫成形美觀優(yōu)點(diǎn),且隨著國(guó)產(chǎn)co2氣體和焊絲開發(fā)應(yīng)用,只要合理使用co2氣體保護(hù)焊,其在汽車工業(yè)中有很大的使用價(jià)值。
氣體保護(hù)焊焊接柱圓柱銷瓷環(huán)精華文檔
異種鋼CO2氣體保護(hù)焊焊接的推廣應(yīng)用
格式:pdf
大小:238KB
頁數(shù):2P
3
異種鋼co2氣體保護(hù)焊焊接的推廣應(yīng)用——針對(duì)電機(jī)軸的異種材質(zhì)的基本特性,焊接時(shí)采用co2氣體保護(hù)焊,選擇好焊接材料、焊接規(guī)范參數(shù)、焊接順序,加上嚴(yán)格的技術(shù)管理,可得到良好的焊接質(zhì)量。
CO2氣體保護(hù)焊在中厚板焊接中的應(yīng)用
格式:pdf
大小:1.8MB
頁數(shù):6P
4.7
co2氣體保護(hù)焊在中厚板焊接中的應(yīng)用 作者:張利萍,zhangliping 作者單位:上海電氣電站設(shè)備有限公司電站輔機(jī)廠,上海,200090 刊名:電站輔機(jī) 英文刊名:powerstationauxiliaryequipment 年,卷(期):2009,30(4) 參考文獻(xiàn)(2條) 1.陳祝年焊接工程師手冊(cè)[期刊論文]-北京:機(jī)械工業(yè)出版社2004 2.李亞江;劉鵬;劉強(qiáng)氣體保護(hù)焊工藝及應(yīng)用[期刊論文]-北京:化學(xué)工業(yè)出版社2009 本文鏈接:http://d.g.wanfangdata.com.cn/periodical_dzfj200904009.aspx

CO2氣體保護(hù)焊焊接工藝及應(yīng)用
格式:pdf
大小:1.1MB
頁數(shù):5P
4.5
co2氣體保護(hù)焊焊接工藝及應(yīng)用 作者:張幻,zhanghuan 作者單位:舟山船舶工業(yè)學(xué)校,浙江,舟山,316000 刊名:船海工程 英文刊名:ship&oceanengineering 年,卷(期):2008,37(1) 被引用次數(shù):0次 相似文獻(xiàn)(10條) 1.期刊論文石建材co2氣體保護(hù)焊在吊桿焊接中的應(yīng)用-中國(guó)外資2008(8) 吊桿在焊接過程中存在焊接質(zhì)量合格率低、焊接速度慢等問題,焊接時(shí)改用co2氣體保護(hù)焊,只要焊接材料選用合理、嚴(yán)格執(zhí)行焊接工藝參數(shù)和焊接要 求,可得到良好的焊接質(zhì)量.證實(shí)了co2氣體保護(hù)焊具有成本低,效率高,焊接質(zhì)量好等優(yōu)點(diǎn).在生產(chǎn)實(shí)踐中可大力推廣. 2.期刊論文陳瑞.楊慶來藥芯焊絲co2氣體保護(hù)焊在不銹鋼材料焊接中的應(yīng)用-焊接技術(shù)2002,31(4) 藥芯焊絲co2氣體保護(hù)焊操作性能好,焊縫成形美
CO2氣體保護(hù)焊焊接工藝評(píng)定報(bào)告
格式:pdf
大小:132KB
頁數(shù):6P
4.7
焊接工藝評(píng)定報(bào)告 reportofweldingprocedurequalification 評(píng)定單位:xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx 評(píng)定項(xiàng)目:co2氣體保護(hù)焊對(duì)接接頭 評(píng)定編號(hào):xxxx-gmaw-q235b-b08-f 編制: 審核: 批準(zhǔn): 評(píng)定檢驗(yàn)章: 報(bào)告日期:年月日 焊接工藝評(píng)定報(bào)告目錄 序號(hào)報(bào)告名稱報(bào)告編號(hào)頁數(shù) 1焊接工藝評(píng)定報(bào)告xxxx-gmaw-q235b-b08-f1 2焊接工藝評(píng)定指導(dǎo)書xx-xx-xxx1 3焊接工藝評(píng)定記錄表xx-xx-xxx1 4焊接工藝評(píng)定檢驗(yàn)結(jié)果--1 焊接工藝評(píng)定報(bào)告 工程名稱焊接工藝評(píng)定評(píng)定報(bào)告編號(hào) xxxx-gmaw-q235b-b08- f

壓力容器焊接中混合氣體保護(hù)焊的運(yùn)用
格式:pdf
大小:100KB
頁數(shù):1P
4.6
常見的焊接氣體難以滿足日益復(fù)雜的焊接要求,因此出現(xiàn)了混合氣體保護(hù)焊的應(yīng)用。它能夠很好的完成各種不同尺寸和材料之間的焊接工作,特別是對(duì)于壓力容器的焊接有著極大的安全性,出色地完成了壓力容器的保護(hù)和維修工作。本文通過分析混合氣體保護(hù)焊在壓力容器的焊接及運(yùn)用,為其進(jìn)一步推廣奠定基礎(chǔ)。
氣體保護(hù)焊焊接柱圓柱銷瓷環(huán)最新文檔
 CO_2氣體保護(hù)焊在超高結(jié)構(gòu)現(xiàn)場(chǎng)焊接中的應(yīng)用
CO_2氣體保護(hù)焊在超高結(jié)構(gòu)現(xiàn)場(chǎng)焊接中的應(yīng)用 CO_2氣體保護(hù)焊在超高結(jié)構(gòu)現(xiàn)場(chǎng)焊接中的應(yīng)用
格式:pdf
大小:472KB
頁數(shù):3P
4.7
通過co2氣體保護(hù)焊與焊條電弧焊在同等條件下的焊接對(duì)比試驗(yàn)、焊接工藝試驗(yàn)對(duì)比,結(jié)合現(xiàn)場(chǎng)施工情況對(duì)co2氣體保護(hù)焊的優(yōu)劣影響進(jìn)行了綜合分析,指出co2氣體保護(hù)焊在野外超高結(jié)構(gòu)現(xiàn)場(chǎng)焊接中有推廣應(yīng)用的價(jià)值。
CO_2氣體保護(hù)焊焊接鍍鋅薄鐵板 CO_2氣體保護(hù)焊焊接鍍鋅薄鐵板
格式:pdf
大小:122KB
頁數(shù):1P
4.7
薄膜拉深機(jī)中有大量的板厚為1.25~1.5毫米的鍍鋅薄鐵板需要焊接,要求焊接熱影響區(qū)處的鍍鋅層盡可能燒損少,且必須保證焊縫強(qiáng)度不低于母材。我們?cè)群蟛捎缅a焊、氣焊、電焊等方法,均因強(qiáng)度太低、鋅燒損嚴(yán)重
CO2氣體保護(hù)焊焊接工藝試驗(yàn)與應(yīng)用 CO2氣體保護(hù)焊焊接工藝試驗(yàn)與應(yīng)用
格式:pdf
大小:366KB
頁數(shù):4P
4.8
采用三種材質(zhì),對(duì)co2氣體保護(hù)焊和焊條電弧焊在焊接工藝和性能方面進(jìn)行對(duì)比試驗(yàn),根據(jù)試驗(yàn)結(jié)果制訂了合理的焊接工藝,滿足了不同材料co2氣體保護(hù)焊的焊接需求,提高了生產(chǎn)效率,取得了明顯的經(jīng)濟(jì)效益。
STT氣體保護(hù)焊技術(shù)在管道焊接中的應(yīng)用 STT氣體保護(hù)焊技術(shù)在管道焊接中的應(yīng)用
格式:pdf
大小:195KB
頁數(shù):未知
4.4
STT氣體保護(hù)焊技術(shù)在管道焊接中的應(yīng)用
CO2半自動(dòng)氣體保護(hù)焊焊接工藝
格式:pdf
大小:28KB
頁數(shù):2P
4.4
co2半自動(dòng)氣體保護(hù)焊焊接工藝 co2半自動(dòng)氣體保護(hù)焊焊接工藝 本工藝適用于低碳鋼和低合金高強(qiáng)度鋼各種大型鋼結(jié)構(gòu)工程焊接,其焊接生產(chǎn)率高,抗裂性能好,焊接 變形小,適應(yīng)性范圍大,可進(jìn)行薄板及中厚板件焊接,是高效焊接方法之一種,應(yīng)普及推廣使用。特訂工 藝如下: 一、焊前準(zhǔn)備 1.焊前接頭清潔要求在坡口兩側(cè)30毫米范圍內(nèi)影響焊縫質(zhì)量的毛刺、油污、水銹贓物、氧化皮必須清潔 干凈。 2.當(dāng)施工環(huán)境溫度低于零度或鋼材的碳當(dāng)量大于0.41%,及結(jié)構(gòu)剛性過大,物件較厚時(shí)應(yīng)采用焊前予熱 范圍為板厚的5倍,但不小于100毫米。 3.工件厚度大于6毫米對(duì)接時(shí),為確保焊透強(qiáng)度,在板材的對(duì)接邊緣應(yīng)開切v型或x型坡口,坡口角 度α為60°鈍邊p為0~1毫米(見圖1);當(dāng)板厚差≥毫米時(shí),應(yīng)對(duì)較厚板材的對(duì)接邊緣時(shí)行削斜處理 4.焊前應(yīng)對(duì)co2焊機(jī)
CO2氣體保護(hù)焊在汽車焊接中的應(yīng)用
格式:pdf
大小:1.2MB
頁數(shù):3P
4.4
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***

CO2氣體保護(hù)焊焊接工藝設(shè)計(jì)及應(yīng)用
格式:pdf
大小:9KB
頁數(shù):2P
4.7
co2氣體保護(hù)焊焊接工藝設(shè)計(jì)及應(yīng)用 摘要:co2氣體,ar-co2混合氣應(yīng)用在低碳鋼結(jié)構(gòu)焊接上,具有成本底,效率高,焊接質(zhì)量好. 分析了混合氣的市場(chǎng)開發(fā)應(yīng)用前景,介紹了co2氣體保護(hù)焊操作技術(shù)及注意的一些問題, 對(duì)co2氣體保護(hù)焊焊接工藝設(shè)計(jì)及其具有一定的指導(dǎo)作用.關(guān)鍵詞:一,前言氣體保護(hù) 焊尤其是co2氣體保護(hù)焊,正逐步取代于焊條電弧焊的焊接,在鋼結(jié)構(gòu)中,焊接工作量大,焊 接質(zhì)量要求較高,技術(shù)難度大,原采用焊條電弧焊,焊接變形大且難以控制,生產(chǎn)率底,co2氣 體保護(hù)焊替代焊條電弧焊大大地提高了焊接效率,也提高了焊接的質(zhì)量,它在焊接業(yè)的是一 個(gè)質(zhì)的飛越,然而,co2氣體保護(hù)焊在焊接時(shí)所產(chǎn)生上午大量飛濺,一直困擾著焊接業(yè)的進(jìn) 一步發(fā)展.而ar-co2混合氣體焊的出現(xiàn)解決了這一難題,ar-c
 混合氣體保護(hù)焊在壓力容器焊接中的應(yīng)用
混合氣體保護(hù)焊在壓力容器焊接中的應(yīng)用 混合氣體保護(hù)焊在壓力容器焊接中的應(yīng)用
格式:pdf
大小:693KB
頁數(shù):2P
4.4
本文立足于混合氣體保護(hù)焊的施焊特點(diǎn),與傳統(tǒng)焊條電弧焊進(jìn)行對(duì)比,進(jìn)而闡述了混合氣體保護(hù)焊在壓力容器焊接中的應(yīng)用。
氣體保護(hù)焊接混合氣體自動(dòng)匹配裝置的研究與設(shè)計(jì) 氣體保護(hù)焊接混合氣體自動(dòng)匹配裝置的研究與設(shè)計(jì)
格式:pdf
大小:198KB
頁數(shù):3P
4.4
氣體保護(hù)焊是目前采用較為普遍的焊接方式,其中尤以混合氣體保護(hù)焊應(yīng)用最為廣泛.在眾多二元、三元混合氣體組合中,尤以ar+co2混合氣的應(yīng)用最為普遍,可使焊接效率與質(zhì)量得到大大提高.因此,研究并設(shè)計(jì)焊接混合氣體自動(dòng)匹配裝置具有重要的實(shí)際應(yīng)用價(jià)值.本文主要以ar+co2混合氣為例,對(duì)氣體混合的比例方法進(jìn)行了研究,并提出了一種基于比例分配法、混配比例可調(diào)的氣體混配裝置設(shè)計(jì)方案,并在實(shí)際產(chǎn)品中予以應(yīng)用,效果良好.
氣體保護(hù)焊焊接柱圓柱銷瓷環(huán)相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:水電安全施工員
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


