

曲面玻璃熱彎問題點
格式:pdf
大小:8KB
頁數:4P
人氣 :70
 4.6
4.6
熱彎問題點解析如下 : 1. 長寬尺寸精度超差 原因分析: 石墨模具設計不合理,模具型腔的尺寸直接影響玻璃的成型尺寸 石墨模具加工誤差大, 由于熱彎工藝對模具要求較高, 模具偏差 0.01mm,影響熱彎玻璃尺寸 0.02mm 甚至更多 2D玻璃的尺寸超差 , 2D玻璃長寬精度要控制在± 0.02mm 以內 熱彎機退火站溫度不穩定, 某些熱彎機追逐降低能耗, 忽視了動態溫度響應速度, 造成在連 續生產時,退火不到位,從而影響玻璃尺寸精度 熱彎機的高溫機械精度不穩定(例如高溫下加熱板平行度超差) ,影響 3D 玻璃的周邊大小 不一致和平面變形,導致長寬尺寸超差 改善方案: 通過優化模具結構,可以改善尺寸超公差問題 用專業的石墨模具加工設備 建議用單頭 CNC加工 選擇穩定的高效的溫控系統機械 2. 高度精度超差,造成“大小邊”不良 原因分析: 石墨模具結構設計不合理,導致玻璃在加熱過程中在模




(完整word版)曲面玻璃熱彎問題點
格式:pdf
大小:8KB
頁數:4P
熱彎問題點解析如下: 1.長寬尺寸精度超差 原因分析: 石墨模具設計不合理,模具型腔的尺寸直接影響玻璃的成型尺寸 石墨模具加工誤差大,由于熱彎工藝對模具要求較高,模具偏差0.01mm,影響熱彎玻璃尺寸 0.02mm甚至更多 2d玻璃的尺寸超差,2d玻璃長寬精度要控制在±0.02mm以內 熱彎機退火站溫度不穩定,某些熱彎機追逐降低能耗,忽視了動態溫度響應速度,造成在連 續生產時,退火不到位,從而影響玻璃尺寸精度 熱彎機的高溫機械精度不穩定(例如高溫下加熱板平行度超差),影響3d玻璃的周邊大小 不一致和平面變形,導致長寬尺寸超差 改善方案: 通過優化模具結構,可以改善尺寸超公差問題 用專業的石墨模具加工設備 建議用單頭cnc加工 選擇穩定的高效的溫控系統機械 2.高度精度超差,造成“大小邊”不良 原因分析: 石墨模具結構設計不合理,導致玻璃在加熱過程中在模
(完整word版)玻璃熱彎工序及玻璃加工工藝
格式:pdf
大小:164KB
頁數:2P
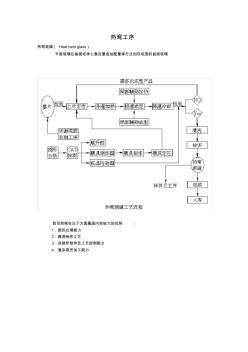
熱彎工序 熱彎玻璃(heatbentglass) 平板玻璃在曲面坯體上靠自重或加配重等方法加熱成型的曲面玻璃 我司熱彎在以下方面屬國內有較大的優勢: 1:圖形處理能力 2:模具制作工藝 3:連續爐制作及工藝控制能力 4:復雜弧形加工能力 avantagewehave: 1:drawingprocessing 2:moldmaking 3:continuouschamberfurnaceadaptingtech 4:capabilityofmultiplecurvedglassbending
編輯推薦下載


玻璃熱彎爐基本參數
格式:pdf
大小:16KB
頁數:2P
4.4
《玻璃熱彎爐基本參數》 ――――青島東耀玻璃有限公司 1,熱彎爐的參數及價格? 單室熱彎爐 小爐內徑:長2500寬2000高1100,功率60千瓦,備注:含教授熱彎技術 大爐內徑:長3600寬2500高1200,功率110千瓦,備注:含教授熱彎技術 連續熱彎爐 外徑長13米寬3米高1.2米,總功率90-150kw,單爐耗電:約70度,價格:5-7萬, 可上門制作。 說明:以上尺寸參數都是通用尺寸,具體尺寸可按要求定做,具體價格以設備尺寸及配件 裝置計算。 2,設備加熱時間及費用? 加熱時間:每爐加熱時間為2-3小時,散熱時間為2-3小時. 熱彎費用:每爐耗電量小爐70度-120度,大爐180度-250度,因耗電量與玻璃的厚度,尺寸, 弧度都有關系,耗電量不能統一而論,應以實際加工為準. 本廠的加熱方式已
曲面玻璃熱彎問題點熱門文檔

玻璃熱彎工序及玻璃加工工藝
格式:pdf
大小:171KB
頁數:2P
4.4
. 部分內容來源于網絡,有侵權請聯系刪除! 熱彎工序 熱彎玻璃(heatbentglass) 平板玻璃在曲面坯體上靠自重或加配重等方法加熱成型的曲面玻璃 我司熱彎在以下方面屬國內有較大的優勢: 1:圖形處理能力 2:模具制作工藝 3:連續爐制作及工藝控制能力 4:復雜弧形加工能力 . 部分內容來源于網絡,有侵權請聯系刪除! avantagewehave: 1:drawingprocessing 2:moldmaking 3:continuouschamberfurnaceadaptingtech 4:capabilityofmultiplecurvedglassbending
玻璃熱彎模具及其制造方法及應用
格式:pdf
大小:56KB
頁數:1P
4.8
申請號:cn201310259761.4申請日:2013.06.26公開號:cn103359919b公開日:2017.02.08申請(專利權)人:中國建筑材料科學研究總院;北京航玻新材料技術有限公司本發明是關于一種玻璃熱彎模具及其制造方法及應用,屬于太陽能利用技術領域,其包括:主體,設有多個貫穿其上、下表面的通孔;以及框架型的玻璃邊緣熱彎部,其與所述主體連接.
熱彎玻璃
格式:pdf
大小:788KB
頁數:5P
4.5
玻璃的加工流程. 平面玻璃:開介-----直線-----磨邊(直邊,圓邊,斜邊,牛鼻邊,鴨嘴邊)-----異形 -----鉆孔-----鋼化----粘鋼餅.噴漆---包裝-----彎玻 平面玻璃:開介-----熱彎-----裁邊,直線-----磨邊(直邊,圓邊,斜邊,牛鼻邊,鴨 嘴邊)-----異形----鉆孔-噴漆-包裝 彎玻一般也是開介,磨邊,再熱彎,要不有些邊很難磨好的,當然打砂可以先 也可以后,上油只能是彎后再上油,油漆是不能受高溫的. 鋼化玻璃自爆是因為玻璃中含有一種叫硫化鎳的物質,它隨著溫度和環境 的變化會改變其狀態。而這種物質是在生產原片玻璃時產生的,所以我們無法將 其去除,當鋼化時,硫化鎳會從a狀態變為b狀態,而在冷切時,硫化鎳沒有 還原成a狀態,成品鋼化玻璃在以后不同的環境
 淺談玻璃熱彎爐的構成、種類和常見問題的解決方法
淺談玻璃熱彎爐的構成、種類和常見問題的解決方法 淺談玻璃熱彎爐的構成、種類和常見問題的解決方法
格式:pdf
大小:230KB
頁數:3P
4.4
本文介紹了熱彎玻璃工藝制作流程及熱彎爐的主要分類等,并分析了影響熱彎玻璃質量的因素,提出了解決辦法。
曲面玻璃熱彎問題點精華文檔
汽車玻璃熱彎曲中的加熱新技術 汽車玻璃熱彎曲中的加熱新技術
格式:pdf
大小:520KB
頁數:5P
4.7
汽車玻璃彎曲熱加工中,為防止low-e膜被燒毀,玻璃膜的溫度必須嚴格控制。介紹了紅外輻射過濾加熱技術和微波加熱技術在汽車玻璃加工中的應用。采用這兩種新技術可以使玻璃對輻射能量吸收率大于膜的吸收率,彎曲加工中膜溫相對玻璃基板溫度要低,有效地保證膜的光學性能。
汽車玻璃熱彎曲中的加熱新技術_夏國華
格式:pdf
大小:231KB
頁數:5P
4.3
汽車玻璃熱彎曲中的加熱新技術 * 夏國華 1 ,童樹庭 1 ,朱錦杰 2 (1.同濟大學材料科學與工程學院,上海 200092; 2.上海耀華-皮爾金頓汽車玻璃有限公司,上海 201315) 摘要:汽車玻璃彎曲熱加工中,為防止low-e膜被燒毀,玻璃膜的溫度必須嚴格控制。介紹了 紅外輻射過濾加熱技術和微波加熱技術在汽車玻璃加工中的應用。采用這兩種新技術可以使玻 璃對輻射能量吸收率大于膜的吸收率,彎曲加工中膜溫相對玻璃基板溫度要低,有效地保證膜的 光學性能。 關鍵詞:汽車玻璃;彎曲;紅外過濾;微波 中圖分類號:tq171.6 + 8 文獻標識碼:a 文章編號:1000-2871(2008)03-0028-05 newheatingtechniquesinbendingprocessing ofa
淺談鋼化玻璃與熱彎夾層玻璃炸裂的問題 淺談鋼化玻璃與熱彎夾層玻璃炸裂的問題
格式:pdf
大小:528KB
頁數:4P
4.4
對鋼化玻璃與熱彎夾層玻璃的炸裂問題進行了探討,對引起鋼化玻璃與夾層玻璃炸裂的相關生產、設計和使用等因素進行分析,提出了避免玻璃炸裂的方法。

熱彎玻璃的加工技術
格式:pdf
大小:8KB
頁數:3P
4.7
熱彎玻璃的加工技術 1.熱彎玻璃簡介: 熱彎玻璃是平面玻璃加熱軟化,在模具中成型.再經退火制成的曲面玻璃.熱彎玻璃可以 制成各種弧度的玻璃. 熱彎玻璃的成型溫度一般為580℃左右,主要是在玻璃的軟化點附近.掌握好成型溫度 以及嚴格的模型制作是熱彎玻璃成型的關鍵.要恰當把握好玻璃彎曲成型的時間,才能保證 生產質量。 2.熱玻璃制作的工具及材料 一般熱彎玻璃制作的主要工具是制作模具用的鋼鐵,電焊機,彎管機,切割機等.用作熱 彎玻璃制作的材料首先是要用到厚度不同的玻璃,其次是優良的脫模劑,高溫玻璃絲布等材 料。 3.熱彎玻璃的溫度控制 熱彎玻璃的成型溫度大約在玻璃的軟化轉換點之間.約在580℃左右.成型的溫度與時 間成反比.溫度越高時間越短,溫度越低時間越長.對于特殊的曲面玻璃是要經過局部加熱或 利用外力的作用才能成型。 溫控由低溫
曲面玻璃熱彎問題點最新文檔
熱彎玻璃的吻合度
格式:pdf
大小:18KB
頁數:1P
4.5
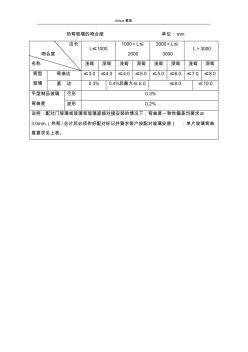
dlmus整理 熱彎玻璃的吻合度單位:mm 邊長 吻合度 名稱 l≤1000 1000<l≤ 2000 2000<l≤ 3000 l>3000 淺彎深彎淺彎深彎淺彎深彎淺彎深彎 彎型 玻璃 彎曲邊≤3.0≤4.0≤4.0≤5.0≤5.0≤6.0≤7.0≤8.0 直邊0.3%0.4%且最大≤6.0≤8.0≤10.0 平型制品玻璃 彎曲度 弓形0.3% 波形0.2% 說明:配對門玻璃或玻璃和玻璃直接對接安裝的情況下,彎曲度一致性偏差均要求≤ 3.0mm,(熱彎/合片后必須作好配對標記并要求客戶按配對玻璃安裝);單片玻璃彎曲 度要求見上表。
(完整word版)熱彎玻璃
格式:pdf
大小:736KB
頁數:5P
4.3
玻璃的加工流程. 平面玻璃:開介-----直線-----磨邊(直邊,圓邊,斜邊,牛鼻邊,鴨嘴邊)-----異形 -----鉆孔-----鋼化----粘鋼餅.噴漆---包裝-----彎玻 平面玻璃:開介-----熱彎-----裁邊,直線-----磨邊(直邊,圓邊,斜邊,牛鼻邊,鴨 嘴邊)-----異形----鉆孔-噴漆-包裝 彎玻一般也是開介,磨邊,再熱彎,要不有些邊很難磨好的,當然打砂可以先 也可以后,上油只能是彎后再上油,油漆是不能受高溫的. 鋼化玻璃自爆是因為玻璃中含有一種叫硫化鎳的物質,它隨著溫度和環境 的變化會改變其狀態。而這種物質是在生產原片玻璃時產生的,所以我們無法將 其去除,當鋼化時,硫化鎳會從a狀態變為b狀態,而在冷切時,硫化鎳沒有 還原成a狀態,成品鋼化玻璃在以后不同的環境
 淺談玻璃的熱彎工藝及常見問題的分析
淺談玻璃的熱彎工藝及常見問題的分析 淺談玻璃的熱彎工藝及常見問題的分析
格式:pdf
大小:152KB
頁數:3P
4.8
1前言熱彎夾層玻璃作為安全玻璃的一種重要的形式,應用領域非常廣泛,這種產品由兩層或多層的熱彎玻璃經pvb膠片粘結而成,具有很高的強度和韌性,抗碰撞能力強,安全可靠,透明度高
藝術玻璃和裝飾玻璃(六)——熱彎玻璃和熱熔玻璃
格式:pdf
大小:2.5MB
頁數:7P
4.5
藝術玻璃和裝飾玻璃(六)——熱彎玻璃和熱熔玻璃 作者:王承遇,盧琪,陶瑛,wangcheng-yu,luqi,taoying 作者單位:王承遇,陶瑛,wangcheng-yu,taoying(大連工業大學,遼寧,大連,116034),盧琪,lu qi(遼寧省商品出入境檢驗檢疫局,遼寧,大連,116001) 刊名: 玻璃與搪瓷 英文刊名:glass&enamel 年,卷(期):2008,36(1) 本文鏈接:http://d.g.wanfangdata.com.cn/periodical_blytc200801012.aspx
熱彎玻璃應力測試方法
格式:pdf
大小:70KB
頁數:4P
4.5
玻璃應力測定需專門知識及測試技巧,將測定結果用于指導生產工藝或分析產品失效原因更需對 玻璃工藝、生產設備、應力性質、使用要求、玻璃應力分析技術等綜合知識及經驗。本公司供應 各種應力測定儀器,同時也提供來樣測試、玻璃應力分析、問題診斷、現場培訓等服務。 一、應力簡介 玻璃制品在生產過程中,經受激烈的、不均勻的溫度變化時,將產生熱應力。這種熱應 力能降低制品的強度和熱穩定性。高溫成形或熱加工的制品,若不經退火令其自然冷卻,很可能 在成形后的冷卻、存放、加工甚至使用過程中自行破裂。 退火,就是消除或減小玻璃中熱應力至允許值的熱處理過程。對于光學玻璃和某些特種玻璃, 對退火的要求十分嚴格,它須通過退火,使玻璃結構均勻,以達到要求的光學性能,這種退火稱 為精密退火。 薄壁制品(燈泡等)和玻璃纖維在成形后,由于熱應力很小,除適當地控制冷卻速度外一般 不再進行退火。 玻璃表面層具有規律、
曲面玻璃熱彎問題點相關
文輯推薦
知識推薦
百科推薦


職位:制冷與空調技術暖通工程師
擅長專業:土建 安裝 裝飾 市政 園林


