

氣保焊絲鍍銅質量對其防銹性能的影響
格式:pdf
大小:1.6MB
頁數:3P
人氣 :87
 4.4
4.4
維普資訊 http://www.cqvip.com 維普資訊 http://www.cqvip.com 維普資訊 http://www.cqvip.com



 氣保焊絲鍍銅質量對其防銹性能的影響
氣保焊絲鍍銅質量對其防銹性能的影響 氣保焊絲鍍銅質量對其防銹性能的影響
格式:pdf
大小:429KB
頁數:3P
分析氣體保護焊絲的銹蝕原因及化學鍍銅質量對焊絲防銹能力的影響。認為焊絲鍍銅層厚度、鍍層結合力、鍍層穩定性是影響其防銹能力的重要因素。提高鍍層厚度可以顯著提高焊絲的防銹能力。鍍銅層結合力及其穩定性明顯影響焊絲的防銹性能,而影響鍍銅層結合力及其穩定性的最主要因素是焊絲的鍍前表面質量和鍍液的性能。使用分子篩型鍍液添加劑對提高鍍層厚度、鍍層結合力及其穩定性都非常有利。
化學置換鍍銅焊絲的防銹措施 化學置換鍍銅焊絲的防銹措施
格式:pdf
大小:256KB
頁數:3P
分析置換鍍銅焊絲生銹的原因,認為生銹是由于空氣中的蒸汽或生產車間的酸霧凝結在焊絲表面造成的。為改善焊絲的表面狀態,在焊絲生產過程中采取以下防銹措施:采用優質線材并做好粗拉前處理工作,進行無氧化退火熱處理、加強精拉除脂和鍍前清洗;加強鍍液中各成分的控制、鍍液溫度和攪拌情況控制;加強鍍后的水清洗和烘干、焊絲鍍銅拋光保護、層繞和包裝的控制。結果表明,焊絲銹蝕問題能得到解決。
編輯推薦下載
氣保焊絲銹蝕原因分析及提高防銹能力的措施 氣保焊絲銹蝕原因分析及提高防銹能力的措施
格式:pdf
大小:247KB
頁數:3P
4.4
通過對氣體保護焊絲銹蝕原因的分析,認為影響鍍銅層厚度、結合力及其穩定性的主要原因是焊絲的鍍前表面質量和鍍液的性能;確保鍍銅前后鋼絲表面清潔,控制鍍銅層厚度在2.0~5.0μm,采用分子篩型鍍液添加劑可以提高焊絲的防銹能力。
氣保焊絲鍍銅質量對其防銹性能的影響熱門文檔
分子篩型與KG型復合添加劑對焊絲化學鍍銅質量影響 分子篩型與KG型復合添加劑對焊絲化學鍍銅質量影響
格式:pdf
大小:114KB
頁數:4P
4.6
以ф1.2mmh08mn2si鋼絲為原料,添加不同成分的添加劑進行化學鍍銅,比較鍍銅的顏色,光亮度和結合力。實驗證實:(1)在較低含量的分子篩添加劑基礎上,為提高銅層光亮度而添加kg添加劑存在一個飽和值0.25%(體積分數);(2)銅層顏色與分子篩添加劑含量關系不明顯,卻會因kg添加劑含量增加而顏色變白變淺;(3)無論有無kg添加劑,分子篩添加劑含量越高,所得鍍層光亮度越高;(4)鍍層與基體的結合力會因分子篩添加劑含量的增加而改善,隨kg添加劑含量的增加而略有下降。實驗結果表明:分子篩型與kg型添加劑的復合使用可克服單一使用絡合型添加劑鍍銅速度過慢、鍍層顏色偏淺、鍍層脆性大的弊端,同時可顯著改善使用單一分子篩添加劑的鍍層光亮度不足的問題,得到致密、光亮、結合力強的鍍層。
大直徑氣保焊絲焊接技術開發 大直徑氣保焊絲焊接技術開發
格式:pdf
大小:1.6MB
頁數:3P
4.8
隨著鋼結構行業中厚板的廣泛使用,焊接要求也在不斷增加,如何最大限度地節省焊材,提高焊接效率,也成為各單位努力實現的目標。在此基礎上我司通過ф1.6mm氣保焊絲和ф1.2mm氣保焊絲,在實際鋼構生產中的對比試驗,來得出ф1.6mm氣保焊絲的優點,并取得不錯的成效,大大地提高了生產效率。
無鍍銅焊絲與鍍銅焊絲對比
格式:pdf
大小:53KB
頁數:6P
4.7
無鍍銅焊絲與鍍銅焊絲對比 本文主要介紹無鍍銅焊絲與傳統鍍銅焊絲的差異及試驗對比,分析鍍銅焊絲與無 鍍銅焊絲的優缺點,為后續焊絲的選擇提供理論依據。 1.試驗目的 無鍍銅焊絲具有環保、使用性能好等優點,為不斷研究、應用新工藝,提高焊接 工藝水平,特對無鍍銅焊絲進行本次試驗,以驗證其相關力學性能及使用性能。 2.試驗要求 試驗采用厚度為20mm的q345b鋼材,采用co2氣體保護焊,無鍍銅焊絲(焊絲 型號等同于er50—6),φ1.2mm;對焊縫熔敷金屬進行拉伸試驗和-29℃v型缺 口沖擊試驗。組裝試板時應采取預變形、剛性固定等方式,以保證焊后試板的平 整度。試板焊接時需由主管焊接工程師現場指導,并如實記錄焊接參數等數據。 試板焊接完成后質檢人員進行mt和ut檢測,確保所取試樣無焊接缺陷。其余參 照gb/t8110—2008。 3.試驗過程及數據記錄 本次
鍍銅焊絲已經out了,現在都用無鍍銅
格式:pdf
大小:9KB
頁數:5P
4.7
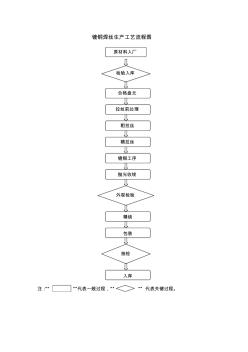
鍍銅焊絲已經out了,現在都用無鍍銅 目前,國內采用焊絲通常鍍銅焊絲居多,即在焊絲 表面以鍍一層銅粉達到保護焊絲不被氧化的作用,但鍍銅也 帶來焊接過程中煙霧大、堵塞導電嘴等一系列問題,尤其是 焊接煙霧問題,使得作業環境差。無鍍銅焊絲屬于一種 環保產品,與鍍銅焊絲相比省去了鍍銅工序,在焊接過程中 煙霧少、飛濺小、焊接穩定性好等,但應用范圍還不多。作 為一種新型產品,要推廣應用還需大量的試驗驗證,山推率 先進行了試驗,進行了相關測試,為在工程機械領域應用打 好了技術基礎。1.無鍍銅焊絲的制造工藝無鍍銅焊 絲(見圖1)與鍍銅焊絲相比省去了鍍銅工序,減少了環境 污染,在焊接過程中可以免受含銅煙霧的損害,更好地保護 作業人員的身心健康。圖1無鍍銅焊絲生產線及生 產工藝屬于焊絲生產技術領域。無鍍銅焊絲生產流程為:放 線架→砂帶拋光→粗拉→精拉→涂潤滑防銹油→焊絲后處 理→纏繞包裝機
二氧化碳氣保焊絲氣體保護焊絲
格式:pdf
大小:61KB
頁數:8P
4.7
二氧化碳氣保焊絲,氣體保護焊絲 符合:gber50-6 awser70s-6 相當:dinsg 2 bsa18 jisygm12 說明:mg50-6是鍍銅低合金鋼氣體保護焊絲,采用co2或富氬作保護氣體進 行施焊。具有優良的焊接工藝性能,電弧燃燒穩定,飛濺少,焊縫成型美觀,焊 縫金屬氣孔敏感性小,全位置施焊工藝好,可適宜較寬的焊接電流范圍。 用途:適用于碳鋼及500mpa級低合金鋼的單道及多道焊(如車輛、橋梁、 建筑、機械結構等的焊接),也可用于薄板、管的高速焊接。 焊絲化學成分:(%) cmnsispcu 0.06~ 0.15 1.40~1.850.80~1.15≤0.035≤0.025≤0.50 熔敷金屬力學性能: σb(mpa)σs(mpa)δ5(%)akv(j)-30℃ ≥500≥420≥22≥27
氣保焊絲鍍銅質量對其防銹性能的影響精華文檔
ER70S-6CO_2氣保焊絲鋼氮含量的控制 ER70S-6CO_2氣保焊絲鋼氮含量的控制
格式:pdf
大小:119KB
頁數:3P
4.6
詳細分析了er70s-6生產過程中各工序氮含量的變化。探討轉爐、lf爐、連鑄工序中的增氮原理,并結合唐鋼二鋼軋廠生產實踐,提出降低er70s-6co2氣保焊絲鋼氮含量的工藝措施。

焊絲鍍銅穩定劑
格式:pdf
大小:9KB
頁數:1P
4.3
dw-035焊絲高速鍍銅穩定劑(焊絲鍍銅添加劑) 使用說明 (—)簡述: dw-035焊絲高速鍍銅穩定劑是專門為二氧化碳氣體保護焊絲,埋弧焊絲鍍銅所研發的專業產品,本產 品采用進口原料化學合成的高分子化合物,在酸性化學鍍銅液中添加少量穩定劑,即可提高鍍銅層結合力 和光亮度,是鍍層緊密、光亮、色澤一致,本品易溶于水、無異味、無毒、無環境污染。 (二)使用方法: 1.化鍍槽鍍液中dw-035焊絲穩定劑的添加: ?推薦配方(按質量百分比計算) 電鍍級硫酸銅(cuso4.5h20)80—100克/升 試劑級硫酸(h2so4)80—100克/升 化鍍槽中dw-035焊絲鍍銅穩定劑加入量: 冬天加入為鍍液總重量的10ml/l至15ml/l。 夏天溫度高時應加入鍍液總重量15ml/l至25ml/l。 ?在鍍液配制過程中,硫酸銅與硫酸配制稀釋后,在倒入稱量好的d

淺述CO2氣保焊絲的生產工藝,操作性能及有關參數
格式:pdf
大小:1.8MB
頁數:6P
4.4
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
鋼絲化學置換鍍銅工藝及鈍化防銹處理 鋼絲化學置換鍍銅工藝及鈍化防銹處理
格式:pdf
大小:426KB
頁數:3P
4.6
在以硫酸銅和硫酸為主要成分的化學置換銅溶液中加入專用添加劑,并通過調整工藝參數,可在2~5s的反應時間內得到0.1~0.3μm厚度的高結合強度的置換銅層。若需鍍低錫青銅,加入含有sn2+的添加劑,可以得到錫的質量分數為3%左右的合金鍍層。鍍層經高效鈍化處理,可以使其具有較好的抗變色、抗銹蝕性能。
氣保焊絲鍍銅質量對其防銹性能的影響最新文檔
鍍銅焊絲生產過程標準
格式:pdf
大小:19KB
頁數:2P
4.5
鍍銅焊絲生產過程標準(二) 生產過程名稱技術要求 拉絲前處 理 剝殼剝離表面銹蝕氧化皮 清洗清洗表面氧化粉末 電解酸洗裸露出新的鋼鐵基體 清洗洗掉表面硫酸 硼化均勻覆蓋一層硼砂膜利于拉拔 拉絲 粗拉絲將盤條由φ5.5拉拔至φ2.35表面無銹跡和劃痕等缺陷 精拉絲拉拔φ2.35半成品至規定尺寸,無銹跡和劃痕等缺陷 電鍍銅 放線按要求布線,嚴防甩大圈,打結等現象的發生 機械去脂 選 用 熱水洗清洗表面附著物,活化鋼絲表面 預脫脂清除表面油污 電解堿洗清除表面油污 清水洗清洗表面附著物 電解酸洗清除表面油污 清水洗清洗表面附著物 活化中和活化金屬表面,中和殘余酸 鍍銅符合gb/t8110-2008要求 水洗沖洗表面鍍液 中和鈍化中和殘余酸,鈍化鍍銅層 水洗清洗表面附著物 熱水洗 熱水洗快速固化鍍銅層,洗凈表 面污物 烘干表面干燥,無水跡
鍍銅焊絲生產中的電解清洗 鍍銅焊絲生產中的電解清洗
格式:pdf
大小:358KB
頁數:3P
4.4
介紹鍍銅焊絲生產過程中的電解清洗原理,對影響電解清洗效果的電解電流、極區布置、溫度、電解時間、線材表面質量、電解液的純凈度等因素進行分析,指出應根據生產線的具體條件調整電解清洗的相關參數,才能較好地節約電解成本,提高焊絲鍍銅的質量。
筒式加壓溶液過濾器在氣保焊絲生產中的應用 筒式加壓溶液過濾器在氣保焊絲生產中的應用
格式:pdf
大小:274KB
頁數:3P
4.7
介紹筒式加壓溶液過濾器在氣保焊絲生產中選型、安裝、使用和維護過程中應注意的問題。氣保焊絲生產的鍍銅工序使用筒式加壓溶液過濾器,可有效延長硫酸銅鍍液的使用壽命,成品焊絲表面光澤度好,纏繞后在50倍顯微鏡下觀察,銅層結合力良好,無起鱗、麻點等表面質量問題,銅鍍層均勻,厚度穩定在0.2~0.25μm,防銹性能良好,焊接效果好,焊接時送絲均勻、穩定。
 鍍銅焊絲電解鈍化防銹試驗
鍍銅焊絲電解鈍化防銹試驗 鍍銅焊絲電解鈍化防銹試驗
格式:pdf
大小:534KB
頁數:未知
4.7
本文對鍍銅co_2焊絲的后處理工藝和防銹包裝的試驗研究進行了介紹。通過大量工作,得到了對焊絲有效的電解鈍化后處理工藝,結合適當的防銹包裝方法,達到了提高焊絲本身防銹能力和延長焊前貯存期的目的。
鍍銅焊絲拔絲潤滑防腐防銹新產品 鍍銅焊絲拔絲潤滑防腐防銹新產品
格式:pdf
大小:133KB
頁數:未知
4.4
為解決國內生產的二氧化碳氣體保護焊絲在貯存、使用過程中的氧化生銹問題,沈陽市日用化工廠對國內外各種焊絲生產廠家的產品進行了分析研究,認為這些產品都存在著腐蝕問題。只有解決這個問題,才能確保焊絲及焊接質量。為此,該廠與沈陽市二三工廠共同合作,試制出二氧化碳氣體保護鍍銅焊絲拔絲潤滑劑、鍍銅焊絲防腐保護劑與鍍銅焊絲氣相防銹片劑等三項配套產品。這三項配套產品分別具有使焊絲潤滑光亮、防腐防銹、可焊性好,并在生產與使用中不影響操作人員的身體健康等多種性能。現將上述三
氣保焊絲鍍銅質量對其防銹性能的影響相關
文輯推薦
知識推薦
百科推薦


職位:市政水電安裝工程師
擅長專業:土建 安裝 裝飾 市政 園林


