

平行集束電纜的制造及新型模具設計
格式:pdf
大小:55KB
頁數:3P
人氣 :85
 4.7
4.7
! " " # 年第 $ 期 %&’$ ! " " # 電 線 電 纜 ( )* +, -.+ /. - * 01 23)* ! " " #年 4! 月 5 * +’6! " " # 平行集束電纜的制造及新型模具設計 王建民 7新疆特變電工股份有限公司線纜廠 6新疆 昌吉 8944" " : 摘要 ;本文就平行集束電纜生產中常見的質量問題提出了相應的措施 6還設計了一種新型擠出模具 6可較好的 解決絕緣偏心問題 ? ! #@’4 文獻標識碼 ; A 文章編號 ; 4$@! B$C" 47! " " #: " $B" " ! 4B" 9 DEFGHI JKFLF MNOEOPPQPI FLGHI JFE I ORPQS OLGG QSKTLF MO L QUQ VJEHSKFLG KQ /A %W X.2YBZ



平行集束電纜
格式:pdf
大小:163KB
頁數:19P
河南機電高等專科學校畢業設計/論文 1 緒論 世界上制造和使用現代架空絕緣電纜始于上世紀五十年代初期,50多年以 來,已經在世界各地得到推廣和應用。 集束導線是低壓架空絕緣電纜的一種,既具有電力電纜線路的優點又克服了 架空線路的缺點,整條線路改造成本與原有三相四線制架空絕緣線相比成本略 低,達到既經濟又實用的目的。集束導線在改造過程中,線路結構簡單,能通過 狹窄街巷,告別了復雜交錯的原始架空線路,減少了樹線矛盾,與樹木接近時, 無需大量砍伐樹木或剪枝,較小空間即能滿足要求,有效的保護了城市綠化。同 時在改造中對金具種類及數量使用上也大大減少,使施工和維護運行更為方便, 提高了工作人員的工作效率。 平行集束導線采用三相四線供電,使配變三相負荷不平衡度降至極小,減小 中性線電流,從而降低電阻損耗。由于采用緊密型對稱分裂結構,使導線的電感 降低,加大線間介電常數,電容量增
編輯推薦下載
平行集束電纜應用指南
格式:pdf
大小:52KB
頁數:5P
4.7
平行集束電纜應用指南 高盛電力-1- 平行集束電纜配置說明 前言 平行集束電纜的設計、施工及驗收在參照電力部頒發的dl/t601-1996(架空 絕緣配電線路設計技術規程)、dl/t602-1996(架空絕緣配電線路施工及驗收規程)、 dl/t599-1996(城市中低壓配電網改造技術導則)三個標準的前提下,考慮到其結 構的特殊性,還需在以下幾個方面加以特別的注意: 一、平行集束電纜的選擇: 由于平行集束電纜是通過帶筋將a、b、c、零線四相集束在一起,雖然它的 散熱性較裸鋁線及單根絕緣線要差,所能通過的電流(詳見附表一)也就較前兩者 少,但是由于它采用了可分裂對稱組合的新模式,所以在不改變導線總截面的前提 下,集束電纜所送出的電流要遠大于前兩者。我們在設計時必須根據每種規格的平 行集束電纜的載流量和配變容量的大小來選擇相應規格的導線,以滿足設計要求。 同時
 平行集束架空絕緣電纜擠出模具的一種優化設計
平行集束架空絕緣電纜擠出模具的一種優化設計 平行集束架空絕緣電纜擠出模具的一種優化設計
格式:pdf
大小:7.8MB
頁數:4P
4.3
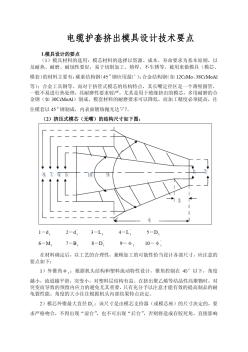
介紹了平行集束架空絕緣電纜的特點和要求,對傳統擠出模具生產兩芯、四芯平行集束架空絕緣電纜存在的問題進行了分析,并提出了優化設計擠出模具。
平行集束電纜制造及新型模具設計熱門文檔
新型平行集束架空絕緣電纜的制造及應用 新型平行集束架空絕緣電纜的制造及應用
格式:pdf
大小:462KB
頁數:3P
4.7
平行集束架空絕緣電纜是目前農網改造中最新推廣使用的一種新產品,本文詳細介紹了該種電纜的使用特點,并就其效益性作了闡述,同時對其標準的起草依據、生產工藝要點及使用情況也作了詳細的說明。
基于并行工程的模具設計及制造
格式:pdf
大小:90KB
頁數:2P
4.5
簡要介紹了并行工程的意義,討論了傳統的模具cad/cam/cae系統與并行工程的區別,基于并行工程來縮短模具設計及制造周期的關鍵技術
 電纜PE護套料的特性與模具設計
電纜PE護套料的特性與模具設計 電纜PE護套料的特性與模具設計
格式:pdf
大小:242KB
頁數:3P
4.3
介紹了常用的電纜護套pe料的特性指標,對護套用模具的設計要點進行了分析,并總結了電纜護套模具適配的實際經驗。
并行工程在模具設計制造中的應用 并行工程在模具設計制造中的應用
格式:pdf
大小:516KB
頁數:3P
4.5
分析了模具設計制造的特點和行業現狀,簡述了并行工程在模具設計制造中的應用,并設計出了并行工程思想下的模具設計制造流程,對模具行業的技術進步有一定促進。
平行集束電纜制造及新型模具設計精華文檔
 電話機底座模具設計與制造
電話機底座模具設計與制造 電話機底座模具設計與制造
格式:pdf
大小:436KB
頁數:2P
4.4
課題主要完成了電話機底座模具的優化設計和加工。首先,根據制件的結構尺寸,對制件的結構工藝性進行分析并繪制制件的三維圖和零件圖。然后,在前者的基礎上,進行對電話機底座模具結構的設計,主要包括:注塑成型的工藝分析、模具設計的方案選擇、模具的詳細結構設計、定模和動模以及型芯的設計與計算,其中著重于分型面的設計、型腔的布局和澆注系統的設計。接著,通過pro/engin-ner系統下的模具型腔塊對電話機底座三維圖進行模具組件的設計,具體包括:收縮率的設計、工件毛胚設計、分型面的設置、澆口設計以及側抽芯的設計,從而生成零件的凹模、凸模、側抽芯和澆口。最后,通過*igs格式導入mastercam系統對凹模、凸模、側抽芯和澆口進行數控加工并自動編程。

平行集束架空絕緣電纜 (2)
格式:pdf
大小:176KB
頁數:3P
4.6
平行集束架空絕緣電纜 一、產品結構圖 二、標準standard 本產品執行標準參照gbl2527-91《額定電壓1kv及以下架空絕緣電纜》的標準所制定的q/zchd001-2007企業 標準,本標準中產品的重要技術參數,基本試驗條件性能均與gbl2527-91的規定協調一致. 三、使用特性3.1電纜的額定電壓uo/u為0.6/lkv 3.2電纜導體的長期允許工作溫度: 聚氯乙烯、聚乙烯絕緣應不超過70℃; 交聯聚乙烯絕緣應不超過:90℃。 3.3電纜敷設溫度應不宜低于-20℃。 3.4電纜的允許彎曲半徑 d4d d≥25mm:>6d 四、型號、名稱及用途 型號名稱主要用途 bs-jkv-0.6/1額定電壓0.6/1kv平行集束銅芯聚氯乙烯絕緣架空電纜 架空固定敷設、引戶線等 bs-jklv-0.6/1額定電壓
集束電纜與墻掛式電纜分支箱結合供電模式 集束電纜與墻掛式電纜分支箱結合供電模式
格式:pdf
大小:1.9MB
頁數:2P
4.7
該文分析了瑞安市在新農村電氣化建設和改造過程中,瑞安電力有限責任公司將架空平行集束電纜和電纜分支箱相結合確定新的接線方式,建立了從低壓線路引下線到電纜分支箱,再由電纜分支箱分出3~4路向用戶表箱供電的新模式,并分析了該供電模式的優點,證明了該供電模式具有推廣價值。
平行集束電纜制造及新型模具設計最新文檔

平行集束架空絕緣電纜
格式:pdf
大小:179KB
頁數:3P
4.7
平行集束架空絕緣電纜 一、產品結構圖 二、標準standard 本產品執行標準參照gbl2527-91《額定電壓1kv及以下架空絕緣電纜》的標準所制定的q/zchd001-2007企業 標準,本標準中產品的重要技術參數,基本試驗條件性能均與gbl2527-91的規定協調一致. 三、使用特性3.1電纜的額定電壓uo/u為0.6/lkv 3.2電纜導體的長期允許工作溫度: 聚氯乙烯、聚乙烯絕緣應不超過70℃; 交聯聚乙烯絕緣應不超過:90℃。 3.3電纜敷設溫度應不宜低于-20℃。 3.4電纜的允許彎曲半徑 d4d d≥25mm:>6d 四、型號、名稱及用途 型號名稱主要用途 bs-jkv-0.6/1額定電壓0.6/1kv平行集束銅芯聚氯乙烯絕緣架空電纜 架空固定敷設、引戶線等 bs-jklv-0.6/1額定電壓0.6/1

平行集束架空絕緣電纜
格式:pdf
大小:76KB
頁數:8P
4.4
平行集束架空絕緣電纜 三、項目的技術可行性分析: 1、項目的技術創新性論述: 我國農村傳統的供電模式是采用單芯架空裸電線供電,而全網主干線和分支線路均以三相四線制供電。與傳統 供電模式相比,平行集束架空絕緣電纜(以下簡稱平行集束導線)其技術創新點是導線中各線芯相互絕緣并經帶筋 連成一體,組成平行集束,由平行集束導線所構成的供電模式,該技術具有以下幾點先進性: (1)、平行集束導線采用三相四線制供電方式,每一基本用戶號均可獲得a、b、c三相電源,此種模式可使配 變三相負荷不平衡達到極小,從而有效降低中性線電流。 (2)、降低了電阻損耗,在平行集束導線模式下,是用等效地降低網絡電阻的方法,而不是增大導線截面的方 法來實現降低有功損失的。 (3)、線路損耗較低,采用平行集束導線的低壓線路,線損率一般在5%~10%之間,而采用非集束的導電線路線 損率一般在15%~20%之間。 (4)、施工簡
線纜夾頭成形工藝分析及模具設計 線纜夾頭成形工藝分析及模具設計
格式:pdf
大小:604KB
頁數:4P
4.3
根據線纜夾頭的工藝特點,進行了沖壓工藝分析,確定了合理的工藝方案。并進行了排樣設計和各種工藝參數的計算,最終采用拉深、擠邊復合模具,可使模具結構更為合理而有效。同時提高了生產效率,減小了勞動強度,是值得推廣的安全有效的模具。
套筒冷擠壓工藝及模具設計 套筒冷擠壓工藝及模具設計
格式:pdf
大小:3.5MB
頁數:8P
4.4
一、前言套筒扳手是各種機械沒備必不可少的維修裝配工具,要求一定的機械強度、耐磨性、表面光滑、手感舒適。一般用45鋼,表面硬度為rc30左右,由于需求量大,采用機械加工工藝生產是無法適應的,用電加工工藝生產效率低、成本高。國內外一般對小規格的套筒(1″以下)多采用冷擠壓成形或熱鍛工藝生產,大規格(1″以上)絕大多數用熱鍛工藝,由于加熱產生氧化皮,使鍛件表面粗糙并影響電鍍質量。近年來日本在手工具生產中采用了

筆筒抽屜模具設計
格式:pdf
大小:684KB
頁數:31P
4.5
changzhouinstituteoftechnology 畢業設計說明書 題目:筆筒抽屜模具設計 二級學院(直屬學部): 專業:班級: 學生姓名:學號: 指導教師姓名:職稱: 評閱教師姓名:職稱: 2014年03月 常州工學院畢業設計 摘要 本設計是塑料抽屜的注塑模具設計,在結合了傳統的機械設計后把cad/cam技術 應用在注塑模具的設計上,在cad系統實行了模型和注塑模具的設計。本文介紹了我 國當前模具技術的發展狀況以及cad/cam在模具上的應用,其中包括pro/e, autocad,mastercam。而主要的機械部分設計,其內容包括塑料注塑模具的工作 原理及應用,設計準則,以及產品的簡介。塑料注塑模的設計計算,包括模具結構設計, 注塑機的選用,澆注系統的設計等方面。 關鍵詞:cadcam注塑模 筆筒抽屜模具設計
生產新型整體成型排氣道的模具設計 生產新型整體成型排氣道的模具設計
格式:pdf
大小:281KB
頁數:未知
4.4
針對新型整體成型排氣道生產中提出的排氣道成型模具設計和排氣道自動脫模兩大問題,設計了一種便于實現自動脫模的模具。該模具具有脫模力較小、操作簡便、便于實現自動脫模、生產效率較高的優點,同時該模具也為下一步的新型整體成型排氣道自動化生產線的開發奠定了基礎。
45°分型O型橡膠密封圈新型模具的設計與制造 45°分型O型橡膠密封圈新型模具的設計與制造
格式:pdf
大小:132KB
頁數:5P
4.8
重點介紹內徑d1≤120mm的45°分型o型橡膠密封圈的多型腔模具設計和制造工藝。該模具由模板,模芯,導銷,襯套和軸用彈性擋圈等組成,各組件采用間隙配合,設計模芯型腔時,下模芯的實際中徑d″應比上模芯的實際中徑d′大0.05~0.06mm。加工時,應先加工下模芯,后加工上模芯,保證d′,d″和模型深度s的尺寸公差,該模具使用壽命長,使用方便靈活,生產出的o形橡膠密封圈精度高,密封效果好,社會和經濟
基于并行工程的模具設計制造生產管理體系 基于并行工程的模具設計制造生產管理體系
格式:pdf
大小:272KB
頁數:3P
4.7
介紹了現代制造業中模具設計制造行業的發展趨勢以及面臨的問題,嘗試性地把并行工程引入到模具設計制造行業中,對并行工程中關鍵技術的建立進行了闡述。
低壓電纜緊壓異形導體成型模具的改進 低壓電纜緊壓異形導體成型模具的改進
格式:pdf
大小:72KB
頁數:2P
4.7
1導體成型時常見的問題電線電纜企業為了搶占市場,能在市場中占據一席之地,不斷地進行產品升級及優化傳統產品,降低產品成本,而低壓電力電纜采用緊壓異形導體結構正是減小電纜外徑以降低成本的一種有效途徑。但緊壓異形導體成型時經常會出現上下模具已頂死,而導體截面仍未達到理想狀態(即導體截面積偏大),或是導體截面雖達到公司內控要求,但導體外
低磨損HDPE飲料瓶蓋壓塑成型模具設計 低磨損HDPE飲料瓶蓋壓塑成型模具設計
格式:pdf
大小:236KB
頁數:未知
4.4
針對傳統飲料瓶蓋壓塑成型模具中存在的內襯套與螺紋型芯采用滑動摩擦結構,摩擦表面容易拉毛、卡死,模具容易磨損等問題,將磨損小、運動阻力小的滾動摩擦技術應用到壓塑成型模具中,開展了能否在內襯套與螺紋型芯之間加入一個滾動部件代替原來滑動摩擦的分析,建立了滑動摩擦、滾動摩擦與磨損速度之間的關系,提出了在內襯套與螺紋型芯之間加入一個鋼球保持圈,將原來的滑動摩擦改為滾動摩擦的方法,以達到減少磨損、提高模具壽命的目的。在提高模具壽命、瓶蓋質量上,對模具的結構、制造技術、經濟效益等方面進行了評價。開展了新結構壓塑成型模具的設計、制造工作,并在原制蓋機上進行了長期試驗。研究結果表明,該模具磨損非常小,瓶蓋質量比以前更好;且與傳統的壓塑成型模具相比壽命可提高1倍以上。
平行集束電纜制造及新型模具設計相關
文輯推薦
知識推薦
百科推薦


職位:制冷項目工程師
擅長專業:土建 安裝 裝飾 市政 園林


