

普通皂化油在鑄鐵件發黑處理中的應用
格式:pdf
大小:43KB
頁數:3P
人氣 :82
 4.7
4.7
針對傳統的低溫堿性發黑處理工藝及常溫發黑處理工藝對鑄鐵件進行發黑處理時存在的缺陷,通過一系列試驗并由實踐證明,本文提出的一種新的工藝方法,即使用普通皂化油作為發黑劑對鑄鐵件進行發黑處理的效果較為理想。



鋼鐵件發黑處理
格式:pdf
大小:18KB
頁數:3P
鋼鐵常溫發黑工藝流程表 一裝筐 1、發黑大型零件裝筐,在筐內留有間隙,不能重疊在一起,使其發黑均勻并快 速提高發黑液的工作效率。 2、不同的鋼材,按同一類型分別裝筐,分別處理。 二除油除銹 1、可選用除油除銹活化劑,或按常規工藝除油除銹。 2、若采用噴砂、噴丸、滾光機械前處理,則不用除油、除銹工藝。發黑效果優 于化學前處理。 五冷水清洗 水洗、漂洗應進行兩道清洗,工件在冷水槽中上下抖動,務必將殘留的液體洗干 凈。檢查工件表面ph值為中性(6~7)。 六 發黑 使用設備:耐酸槽 過濾泵 使用產品: 1:1-4倍水進行稀釋 溫度:常溫(10-30℃) 1、除油、除銹最關鍵,只要前處理做好,則發黑很簡單。 2、發黑處理的時間通常為2分鐘,取出后在空氣中停留1~2分鐘,再水洗。 發黑工作液ph值保持2. 3、嚴格控制發黑的時間,掌握的標準是工件表面有一層均勻

鑄鐵及鋼件的發黑處理
格式:pdf
大小:26KB
頁數:3P
鑄鐵及鋼件的發黑處理 一、發黑技術的種類: 鋼制件的表面發黑處理,也有被稱之為發藍的。 磷化發黑主要是指中溫磷化發黑,也叫特種磷化液,這一工藝是需要加溫到55攝氏度左右,適用于鑄鐵、中碳鋼、高碳鋼等 材料,易于操作,得到黑色或是黑灰色磷化膜。 化學鍍黑鎳,適用于不銹鋼、電鍍鎳等鍍件上的直接鍍鎳,也適用于鋁、鋁合金的直接鍍鎳,目前這種工藝很受市場歡迎。 現在市場上最常用的發黑技術其實是以下兩種堿性發黑與常溫發黑,傳統發黑(既堿性發黑),這種傳統的鋼鐵發黑(發 蘭)是在135-150攝氏度的堿性溶液中進行的,處理時間長達1-1.5小時,能耗高,效率低,污染重,目前很多企業已經正在換 用現在流行的鋼鐵常溫發黑劑,它不僅發黑質量好,無污染,也很節能,大大提高了企業的工作效率。彌補了傳統發黑的缺 陷;要注意的是常溫發黑工藝對于低碳鋼的效果不太好,表面效果也不是很好,但是a3鋼
編輯推薦下載
 大型鑄鐵件的鐵液處理
大型鑄鐵件的鐵液處理 大型鑄鐵件的鐵液處理
格式:pdf
大小:277KB
頁數:3P
4.4
介紹大型灰鐵和球鐵鑄件原鐵液的推薦化學成分和提高其力學性能的措施;同時介紹生產大型球鐵件用的球化劑及球化處理工藝、孕育劑及孕育工藝的選擇原則。認為要生產合格大型鑄鐵件,嚴格選料是基礎,恰當的球化和孕育處理工藝是保證。
普通灰鑄鐵件的抗滲漏研究 普通灰鑄鐵件的抗滲漏研究
格式:pdf
大小:88KB
頁數:2P
4.7
文章針對生產中氣體壓縮機的汽缸、汽缸座、氣缸蓋等鑄件出現試壓滲漏報廢量很大的現象,分析了灰鑄鐵試壓滲漏形成機理;探討了在鑄件設計、鑄造工藝、鑄造過程質量管理等方面采取措施防止灰鑄鐵件滲漏。
普通皂化油在鑄鐵件發黑處理中的應用熱門文檔
普通焊條焊接較厚鑄鐵件 普通焊條焊接較厚鑄鐵件
格式:pdf
大小:55KB
頁數:2P
4.5
鑄鐵的焊接主要應用在鑄鐵鑄造缺陷的補焊、鑄鐵件損壞以后的補焊。通過改進鑄鐵件的焊接工藝,介紹了一種用普通焊條焊接較厚鑄鐵件的方法。
鍛鐵件與鑄鐵件的區別
格式:pdf
大小:6KB
頁數:2P
4.6
一般鐵藝分鍛鐵和鑄鐵之分,藝術性的話,鍛鐵鐵藝居多,鑄鐵的就不考慮了, 比較粗糙,有毛邊,容易生銹,而鍛鐵的是手工或機械加工的熟鐵件,但是價格 很高 鑄鐵件-分類 灰口鑄鐵件、白口鑄鐵件、球磨鑄鐵件、可鍛鑄鐵件、蠕墨鑄鐵件。鑄鐵市含碳 大于2.1%的鐵碳合金 它是將鑄造生鐵(部分煉鋼生鐵)在爐中重新熔化,并加進鐵合金、廢鋼、回爐 鐵調整成分而得到。與生鐵區別是鑄鐵是二次加工,大都加工成鑄鐵件。鑄鐵件 具有優良的鑄造性可制成復雜零件,一般有良好的切削加工性。另外具有耐磨性 和消震性良好,價格低等特點。工業用鑄鐵一般含碳量為2%~4%。碳在鑄鐵 中多以石墨形態存在,有時也以滲碳體形態存在。除碳外,鑄鐵中還含有1%~ 3%的硅,以及錳、磷、硫等元素。合金鑄鐵還含有鎳、鉻、鉬、鋁、銅、硼、 釩等元素。碳、硅是影響鑄鐵顯微組織和性能的主要元素。 鑄鐵鐵藝 以灰口鑄鐵為主要材料
鑄鐵件檢驗標準
格式:pdf
大小:24KB
頁數:3P
4.7
v1.0可編輯可修改 1 鑄鐵件檢驗標準 一、檢驗項目、裝配尺寸、性能、外觀顏色包裝。 二、檢驗方式:實配、測量。 三、抽樣設計及允收水準 3.1依照一般檢查水平:ⅰ級進行抽樣。 3.2、每批從四點以上分散隨機抽樣。 3.3嚴重缺陷[cr]aql=0,主要缺陷[ma]aql=,次要缺陷[mi]aql= 四、檢驗內容: 4.1尺寸: 4.4.1烤板、烤網類一般檢驗長度與寬度尺寸,除特殊要求外,公差一般為±1.5mm。 4.4.2爐頭類除了檢驗長度與寬度尺寸外,依照相應進料檢驗標準對其它重要裝配尺寸進 行檢驗。 4.4.3其它不便檢測之裝配尺寸可利用檢具或實配件進行檢驗。 4.2外觀、亮度及顏色: 4.2.1鑄鐵烤漆件 a.刮邊平直,無披鋒、利邊及尖角,無裂紋,無氣孔起皮,澆鑄不足、冷隔、沙粒、蝕料 等鑄造缺陷。所有孔洞<3mmx1mm(深),且在1
鑄鐵件通用檢驗標準
格式:pdf
大小:120KB
頁數:7P
4.7
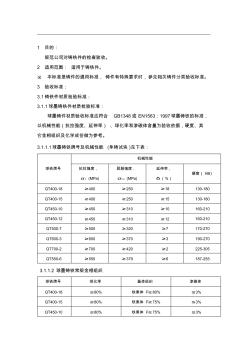
1目的: 規范公司對鑄鐵件的檢查驗收。 2適用范圍:適用于鑄鐵件。 ※本標準是鑄件的通用標準,鑄件有特殊要求時,參見相關鑄件分類驗收標準。 3驗收標準: 3.1鑄鐵件材質檢驗標準: 3.1.1球墨鑄鐵件材質檢驗標準: 球墨鑄件材質驗收標準應符合gb1348或en1563:1997球墨鑄鐵的標準, 以機械性能(抗拉強度、延伸率)、球化率和滲碳體含量為驗收依據,硬度、其 它金相組織及化學成份做為參考。 3.1.1.1球墨鑄鐵牌號及機械性能(單鑄試塊)見下表: 球鐵牌號 機械性能 抗拉強度, σb(mpa) 屈服強度, σ0.2(mpa) 延伸率, δ(%) 硬度(hb) qt400-18≥400≥250≥18130-180 qt400-15≥400≥250≥15130-180 qt450-10≥450≥310≥10160-210
普通皂化油在鑄鐵件發黑處理中的應用精華文檔

鑄鐵件冒口設計手冊
格式:pdf
大小:1.5MB
頁數:29P
4.6
鑄鐵件冒口設計手冊 諸葛勝 福士科鑄造材料(中國)有限公司 鑄鐵冒口設計手冊 一、概述 冒口是一個個儲存金屬液的空腔。其主要作用是在鑄件成形過程中提供由于體積 變化所需要補償的金屬液,以防止在鑄件中出現的收縮類型缺陷(如圖1和圖2所 示),而這些需要補償的體積變化可能有: 圖1各種縮孔圖2縮孔生產圖a)和冒口的補縮圖b) 1—一次縮孔2—二次縮孔3—縮松1—縮孔2—型腔脹大3—鑄件(虛線以內) 4—顯微縮松5—縮陷(縮凹,外縮孔) (1)鑄型的脹大 (2)金屬的液態收縮 (3)金屬的凝固收縮 補償這些體積變化所需要的金屬液量隨著鑄型和金屬種類的不同而異。此外,冒 口還有排氣及浮渣和非金屬夾雜物的作用。鑄件制成后,冒口部分(殘留在鑄件上的 凸塊)將從鑄
普通皂化油在鑄鐵件發黑處理中的應用最新文檔
 關于征集《灰鑄鐵件》和《球墨鑄鐵件》標準反饋意見的通知
關于征集《灰鑄鐵件》和《球墨鑄鐵件》標準反饋意見的通知 關于征集《灰鑄鐵件》和《球墨鑄鐵件》標準反饋意見的通知
格式:pdf
大小:12KB
頁數:1P
4.5
各有關單位:經全國鑄造標準化技術委員會申報,國家標準化管理委員會批準將現行國家標準gb/t9439-1988《灰鑄鐵件》和gb/t1348-1988《球墨鑄鐵件》列入2006年第一批制修訂國家標準項目計劃中,并于2006年6月30日
高鉻鑄鐵件熱處理及性能研究
格式:pdf
大小:1.7MB
頁數:5P
4.7
高鉻鑄鐵熱處理及其性能的研究 第六圖書館 研究了高鉻鑄鐵化學成分的控制范圍、熔煉工藝、澆注工藝以及熱處理工藝對其硬度;耐磨性和沖擊性能的影響,并分析了該 成分高鉻鑄鐵經過不同熱處理后的組織。結果表明,采用文中所述生產工藝和1040℃±10℃×6h特殊淬火液淬火 +275℃×6h或440℃×6h回火的熱處理工藝,高鉻鑄鐵硬度達60hrc以上,沖擊韌性達10j/cm^2,其耐磨性是高鉻鑄鐵cr15的 1.32倍、是高錳鋼mn13的1.95倍。研究了高鉻鑄鐵化學成分的控制范圍、熔煉工藝、澆注工藝以及熱處理工藝對其硬度;耐 磨性和沖擊性能的影響,并分析了該成分高鉻鑄鐵經過不同熱處理后的組織。結果表明,采用文中所述生產工藝和 1040℃±10℃×6h特殊淬火液淬火+275℃×6h或440℃×6h回火的熱處理工藝,高鉻鑄鐵硬度達60hrc以上,沖擊韌性達 10j/cm^2
鑄造工藝及模擬CASTsoftCADCAE在鑄鐵件生產中的應用(現代鑄鐵)
格式:pdf
大小:1.7MB
頁數:6P
4.8
鑄造工藝及模擬castsoftcad/cae在鑄鐵件生產中的應用 北京北方恒利科技發展有限公司(100089)宋彬 摘要:鑄造工藝及模擬castsoftcad/cae計算機軟件是基于有限差分鑄造過程模擬軟件, 能夠進行流場.溫度場.應力場模擬。適用于模擬復雜鑄件成型過程中出現的各種現象。能夠 模擬出砂型鑄造,精密鑄造,重力鑄造,低壓鑄造,壓力鑄造,金屬型鑄造,消失模鑄造, v法等幾乎所有鑄造工藝的充型和凝固過程,通過觀察分析可以獲得鑄造過程出現的各種現 象,鑄造缺陷形成過程及分布位置,確定鑄件最終質量和形成最佳澆注工藝,大大縮短工藝 開發時間和節省開發費用。 關鍵詞:三維實體造型(讀取stl文件)網格剖分模擬計算后處理顯示 0.前言 由于國際市場的變化及國民經濟發展內需的拉動導致各種原材料價格的暴漲,鑄造業的 原材料占鑄件總成本的50—60%
模糊理論在鑄鐵件質量管理中的應用 模糊理論在鑄鐵件質量管理中的應用
格式:pdf
大小:358KB
頁數:未知
4.8
鑄造生產中,鑄造缺陷的產生受多種因素的影響,而且各因素對某種缺陷的影響作用各不相同,很難確定影響因素與缺陷之間的關系,使廢品經濟責任難以落實。本文將模糊理論應用于鑄鐵件質量管理,提出了一種數據模型,用概率統計確定各工序的隸屬函數,按工序追究個人或生產小組的責任,可以強化員工的質量意識,根治鑄造生產中廢品的“大鍋飯”現象。
灰鑄鐵件的生產 灰鑄鐵件的生產
格式:pdf
大小:147KB
頁數:5P
4.7
敘述了灰鑄鐵的力學性能、工藝性能、使用性能和化學成分,c、si、mn、p、s是灰鑄鐵的五種基本元素,根據性能需要,有時還加入少量的合金元素。迄今為止,國內外對于孕育處理的作用機理尚未有一致的說法,但一致認為孕育處理具有以下共性:爐前性與隨流性;少量性或微量性;形核性。最后,介紹了灰鑄鐵在缸體、缸蓋以及機床鑄件上的應用情況:(1)一汽鑄造有限公司研究了高ce條件下生產ht300缸體、缸蓋鑄件的方法,穩定地生產出了載重汽車大功率柴油機的缸體、缸蓋鑄件,材料牌號達到ht300;(2)煙臺冰輪重型機件有限公司出口日本的臥式加工中心床身導軌面的金相組織為a型石墨,珠光體體積分數在98%以上,抗拉強度為310~340mpa,硬度為180~200hb。
鑄鐵件冷鐵冒口的研究和應用 鑄鐵件冷鐵冒口的研究和應用
格式:pdf
大小:120KB
頁數:未知
4.7
1.概述冷鐵冒口是根據鑄件均衡凝固理論與有限補縮原則,結合無冒口鑄造的理論設計的新型冒口,其特點體現在壓邊冒口頸處安放冷鐵,利用冷鐵吸熱消除冒口和鑄件形成的接觸熱節,并充分利用鐵液的凝固膨脹獲得質量較好的鑄件。例如,結構尺寸如圖1所示的圓盤類鑄件,要求內部組織致密,無縮孔、縮松。由于以前的粘土砂干型造型工藝一直不定型,質量很不穩定。若采用傳統的方法設計冒口,則鑄件的冒口根部至中間熱節處常產生不同程度的縮孔、縮松缺陷。而改用
普通皂化油在鑄鐵件發黑處理中的應用相關
文輯推薦
知識推薦
百科推薦

職位:造價高級經理
擅長專業:土建 安裝 裝飾 市政 園林


