

CT普通車床系列床身齒條配裝的檢具設計
格式:pdf
大小:500KB
頁數:2P
人氣 :55
 4.6
4.6
介紹了CT普通車床系列床身齒條安裝孔與床身配作時,齒條與齒條對接間隙大小的測量原理,并提高了及檢具設計方案。



普通車床數控研究及改造設計
格式:pdf
大小:497KB
頁數:8P
一、概述 機床作為機械制造業的重要基礎裝備,它的發展一直引起人們的關注,由于計算機技術的興 起,促使機床的控制信息出現了質的突破,導致了應用數字化技術進行柔性自動化控制的新 一代機床-數控機床的誕生和發展。計算機的出現和應用,為人類提供了實現機械加工工藝 過程自動化的理想手段。隨著計算機的發展,數控機床也得到迅速的發展和廣泛的應用,同 時使人們對傳統的機床傳動及結構的概念發生了根本的轉變。數控機床以其優異的性能和精 度、靈捷而多樣化的功能引起世人矚目,并開創機械產品向機電一體化發展的先河。數控機 床是以數字化的信息實現機床控制的機電一體化產品,它把刀具和工件之間的相對位置,機 床電機的啟動和停止,主軸變速,工件松開和夾緊,刀具的選擇,冷卻泵的起停等各種操作 和順序動作等信息用代碼化的數字記錄在控制介質上,然后將數字信息送入數控裝置或計算 機,經過譯碼,運
普通車床的數控改造及加工編程
格式:pdf
大小:131KB
頁數:1P
機床數控化改造具有一定經濟性、實用性和穩定性。其改造涉及到機械、電氣、計算機等領域,是一項理論深、實踐強的系統工程。在進行數控改造時,應該做好改造前的技術準備。改造過程中,機械修理與電氣改造相結合,先易后難、先局部后全局。要實現數控加工,編程是關鍵。由于數控車床可以加工普通車床無法加工的復雜曲面,加工精度高,質量容易保證,發展前景十分廣闊,因此掌握數控車床的加工編程技術尤為重要。
編輯推薦下載
普通車床的數控改造及加工編程
格式:pdf
大小:51KB
頁數:1P
4.4
機床數控化改造具有一定經濟性、實用性和穩定性。其改造涉及到機械、電氣、計算機等領域,是一項理論深、實踐強的系統工程。在進行數控改造時,應該做好改造前的技術準備。改造過程中,機械修理與電氣改造相結合,先易后難、先局部后全局。要實現數控加工,編程是關鍵。由于數控車床可以加工普通車床無法加工的復雜曲面,加工精度高,質量容易保證,發展前景十分廣闊,因此掌握數控車床的加工編程技術尤為重要。
普通車床機械部分的數控改造
格式:pdf
大小:112KB
頁數:1P
4.4
隨著中國經濟的快速發展,工業加工要求不再僅僅滿足于小規模的手工加工,大規模高精度的批量加工逐漸成為工業領域的主流。而工業加工的重要機械裝備——機床,也必然需要實現從傳統的手動操作的普通機床向更高精度、更智能化的數控機床的轉型。在這個過程中,我們既要保證轉型的合理性和穩定性,在盡可能最大化實現數控機床的有力優點的同時,綜合考慮技術上及費用上的可行性,在精度要求不是特別高的情況下,使普通車床可以在機械部分上,更加切合數控應用,附加出更高更好的經濟價值。
普通車床系列床身齒條配裝的檢具設計熱門文檔
普通車床的數控技術改造與應用
格式:pdf
大小:109KB
頁數:1P
4.7
[摘要]隨著科學技術的不斷發展,為了更好的應對市場需求的供應問題,采用信息技術對傳統工業技術進行改造的問題變得尤為急迫。本文將就數控技術的優勢進行淺析,并就數控技術在普通機床的改造和應用方面的相關問題加以探究。
 用普通車床車削多頭蝸桿
用普通車床車削多頭蝸桿 用普通車床車削多頭蝸桿
格式:pdf
大小:559KB
頁數:4P
4.7
蝸輪蝸桿組成的運動副常用于機械傳動機構中,多頭蝸桿的車削加工技術要求高、加工難度大。因此著重介紹了用普通車床車削多頭蝸桿的刀具和采用小拖板分頭的加工方法。
普通車床數控化改造論文22
格式:pdf
大小:700KB
頁數:33P
4.7
畢業設計說明書 設計題目:普通車床的數控化改造 學生 班級 學號 指導教師 繼續教育學院 二零一一年五月 目錄 第1頁 目錄 1前言...............................................錯誤!未定義書簽。 2.機床改造的內容及意義...............................................1 2.1研究意義......................................................1 2.2主要研究內容及技術路線.........................................2 2.2.1數控化改造后機床的優越性.....................................2 2.3機床的
普通車床大修驗收標準
格式:pdf
大小:30KB
頁數:2P
4.7
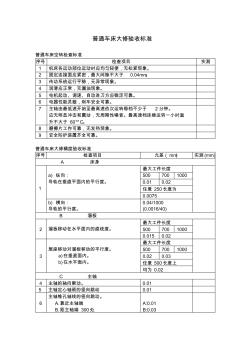
普通車床大修驗收標準 普通車床空轉檢查標準 序號檢查項目實測 1機床各運動部位運動時應均勻輕便,無松緊現象。 2固定連接面應緊密,最大間隙不大于0.04mm。 3傳動系統運行平穩,無異常現象。 4潤滑應正常,無漏油現象。 5電機起動、調速、自動進刀方應穩定可靠。 6電器性能靈敏,剎車安全可靠。 7主軸由最低速開始至最高速依次運轉每檔不少于2分鐘。 應無明顯沖擊和震動,無周期性噪音。最高速檔連繼運轉一小時溫 升不大于60°c。 8磨擦片工作可靠,無發熱現象。 9安全防護裝置齊全可靠。 普通車床大修精度驗收標準 序號檢查項目允差(mm)實測(mm) a床身 1 a)縱向: 導軌在垂直平面內的平行度。 最大工件長度 5007001000 0.010.02 任意250長度為 0.00
普通車床尾座自動進給改造 普通車床尾座自動進給改造
格式:pdf
大小:386KB
頁數:2P
4.5
沈陽第一機床廠ca6140型臥式車床尾座進給自動化改造,改造參數:減速機輸出轉速2.4~12r/min,輸出轉矩139n·m,電機功率0.18kw。改造后,對批量零件進行加工時使用自動進給功能,對非批量零件進行加工時使用手動進給(搖動手輪實現)。將尾座進給改為電機加減速機驅動,電機驅動減速機將動力通過離合器傳遞給頂尖進給絲杠實現進給。不需要自動進給時,斷開離合器,操作人員可通過手輪轉動絲杠實現頂尖進給。(1)機械部分(圖1)。摘除原尾座端蓋,更換絲杠軸及加
普通車床系列床身齒條配裝的檢具設計精華文檔
普通車床可調車圓弧刀桿的設計 普通車床可調車圓弧刀桿的設計
格式:pdf
大小:542KB
頁數:3P
4.5
針對普車實訓中加工圓弧型零件圓度較難達到要求的問題,設計制造出一款能解決加工內外圓弧的車刀,介紹了刀桿使用方法及加工工藝流程。經生產使用證明,該刀桿結構簡單,操作方便,性能可靠,既能保證工件加工精度,又提高了生產效率,取得了良好的應用效果。
普通車床數控化改造中機械結構的設計
格式:pdf
大小:289KB
頁數:3P
4.8
給出普通車床數控改造方案,對普通車床的主要機械結構如滾珠絲杠副、步進電動機的選用進行了梳理,列出較實用的設計、計算、選型方法,便于在改造中選擇應用。
普通車床中拖板安全限位自動裝置的設計 普通車床中拖板安全限位自動裝置的設計
格式:pdf
大小:226KB
頁數:3P
4.8
針對c6140普通車床進行增加硬限位自動保護裝置的改進設計,并通過試驗進行驗證。改進后的普通車床,在橫向進給中能實現急停,從而避免超程撞車等安全事故。
鐵路車軸加工用普通車床的數控改造 鐵路車軸加工用普通車床的數控改造
格式:pdf
大小:54KB
頁數:2P
4.6
結合現場實際,在技術性能和投資兩個方面通過對比分析了鐵路車軸加工用普通車床的數控改造和新購置數控車床的經濟性和實用性。
普通車床系列床身齒條配裝的檢具設計最新文檔
數控車床與普通車床在加工工藝上的區別分析 數控車床與普通車床在加工工藝上的區別分析
格式:pdf
大小:2.6MB
頁數:1P
4.6
本文討論了數控車床和普通車床在加工工藝上的區別,為工藝編排者合理選擇普通車床還是數控車床進行加工提供了依據和為編制程序提供了可借鑒作用。
普通車床電氣控制設計設計論文
格式:pdf
大小:924KB
頁數:24P
4.8
畢業設計(論文) ca6140車床的電氣控制設計 學院機電工程學院 年級 專業機械制造與自動化 學號 學生姓名 指導老師 20年月 業論文(設計)誠信承諾書 題目ca6140車窗的電氣控制設計 學生姓名學號 專業機械制造與自動化班級 學生承諾 我承諾在畢業論文(設計)活動中,遵守學校有關規定,恪守學術 規范,本人畢業論文(設計)內容除特別注明和引用外,均為本人觀點, 不存在剽竊、抄襲他人學術成果,偽造、篡改實驗數據的情況,如果 有違規行為和論文抄襲率達到30%以上,我愿意承擔一切責任,接受 學校的處理。 學生(簽名): 年月日 查詢畢業設計(論文)抄襲結果:% 指導教師承諾 我承諾在畢業論文(設計)活動中,遵守學校有關規定,恪守學術 規范,經過本人核查,該生畢業論文(設計)內容除特別注明和引用外, 均為本人
普通車床機械結構的數控化改造
格式:pdf
大小:197KB
頁數:2P
4.6
普通車床機械結構的數控化改造可以提高車床的運行能力,使其具備定位、補差、自動停止等功能,從而增強改造后車床的自動加工能力。通過對某型號普通車床機械結構進行數控化改造,分析了改造過程中主要機械結構的選取情況,以提高普通車床的加工精度。
普通車床機械結構的數控化改造探討
格式:pdf
大小:2.9MB
頁數:1P
4.5
對普通車床機械結構進行改造,可以有效提高車床機械的工作效率,提高經濟生產水平。本文對普通車床機械結構進行數控化改造的優勢進行分析,并且探討改造方案,旨在為普通車床機械結構的數控化改造提供理論支持。
普通車床縱向自動進給安全裝置的研究與應用 普通車床縱向自動進給安全裝置的研究與應用
格式:pdf
大小:802KB
頁數:3P
4.3
分析了在普通車床上執行縱向自動進給操作時,容易發生的安全隱患,設計了一種既能消除安全隱患,又能簡化繁瑣操作的安全裝置。在機電式眾多方案中,進行了安全性、耐用性及低成本性等方面對比,優化篩選出如下方案:借助一個滾輪式行程開關,利用其動合、動斷觸頭往返通斷、斷通的特點,控制行程和進行終端限位,最終實現刀架在縱向自動進給方向到達行程終端時立即停止并反向運動,且保證車床主電機正轉時,在極短的時間內迅速實現停止和反轉。該裝置實現了對車床縱向自動進給自動限位,動作安全可靠。試用結果表明:該裝置布置在主軸箱背面,引出線路短,不干涉車床操作和維修,幾乎不受鐵屑、油污的影響。
普通車床多頭模數蝸桿的加工 普通車床多頭模數蝸桿的加工
格式:pdf
大小:150KB
頁數:未知
4.5
分析了利用普通車床車多頭模數蝸桿的幾種方法、主要是粗車刀具、精車刀具的具體準備及磨刀過程中應注意的事項。車削蝸桿分頭的3種方法:小滑板刻度分頭,四爪單動卡盤分頭,交換齒輪分頭,對利用普通車床車出合格多頭蝸桿提供了參考依據。
淺談機床夾具在普通車床上的應用 淺談機床夾具在普通車床上的應用
格式:pdf
大小:147KB
頁數:2P
4.4
在對工件進行機械加工時,為了保證加工的要求,首先要使工件相對于刀具及機床處于正確的位置,并使這個位置在加工過程中不因外力的影響而變動,因此,在進行機械加工之前,先要將工件裝夾好。本文主要闡述了機床夾具的組成、作用和分類,以及機床夾具在普通車床上的應用。
普通車床數控化電氣控制部分的改造設計 普通車床數控化電氣控制部分的改造設計
格式:pdf
大小:410KB
頁數:未知
4.8
普通機床的數控化改造,在我國仍有很大的市場前景。本文以c618車床為例,詳細介紹了普通車床電氣控制部分改造設計和機電聯調的方法及步驟。改造后的車床擁有較完備的數控功能和較好的加工性能,能實現自動化車削加工。為職業技術學院或企業機床數控化改造提供一個可借鑒的成功方案。
普通車床加工蝸桿的車削技巧分析 普通車床加工蝸桿的車削技巧分析
格式:pdf
大小:105KB
頁數:未知
4.4
如今伴隨著數控車削工藝的盛行,操作起來更加方便,操作效率更高,節省勞動力,但在精車時也有一定的難度,且對刀也沒有專用車床快捷,且相較于專用車床其操作性也較差,同時還存在一些不可預見性的問題,使得操作起來非常困難且很難控制,故始終無法完全取代普通車床加工,該文結合蝸桿的結構特點,通過對車削蝸桿加工的技術難點進行分析,并結合大模數蝸桿和多線蝸桿的加工技巧分析,旨在探討保證蝸桿質量的同時,提高車削速度和技術的方法。
普通車床車削多線螺紋的工藝探究 普通車床車削多線螺紋的工藝探究
格式:pdf
大小:104KB
頁數:1P
4.8
多線螺紋相對于單線螺紋具有導程大、須分線車削等特點.我們在使用普通車床對多線螺紋進行車削的過程中,經常會遇到這樣一些情況:扎刀、螺紋分線不均、零件尺寸不能滿足圖紙設計要求、螺紋牙側表面質量達不到粗糙度要求等.本文根據工作中累積的一些經驗對這些問題產生的原因進行分析,制定了相應的解決方案,確保了多線螺紋的加工精度及零件的質量.
普通車床系列床身齒條配裝的檢具設計相關
文輯推薦
知識推薦
百科推薦


職位:智能建造師
擅長專業:土建 安裝 裝飾 市政 園林


