

ppr熱熔器使用方法
格式:pdf
大小:19KB
頁數:3P
人氣 :74
 4.6
4.6
ppr 熱熔器使用方法 注意事項:溫度要適宜(可用熱熔管去試,剛剛好可用熔掉管子就可以開始了)熔的時候把母頭插小 那頭,公頭插大那頭,輕輕用力把管子和管頭往中間熱熔鉗方向推,推的時候可以輕輕轉動一下但最 好不要上下扭把母頭的孔燙的太大,當推到頭不能再推了就 OK 了,馬上拔下熱熔器,迅速把管和管 頭接好,等冷卻了就 OK 了~~~~ 我也是前兩天回農村老家自己接太陽能才學會的,希望對你有用 ppr 熱熔機使用方法 如熱熔機的溫度 和 熱熔的時間等 及注意事項 使用方法 1、 固定熔接器安裝加熱端頭, 把熔接器放置于架上、根據所需管材規格安裝對應的加熱模頭, 并用 內六角扳緊,一般小在前端。 2、 通電開機 接通電源(注意電源必須帶有接地保護線),綠色指示燈亮,紅色指示燈熄滅,表示熔接器進入自動 控制狀態,可開始操作。注意 |:在自動控溫狀態,紅燈綠燈會交替自行點亮,這說明熔接器處于受控



PPR熱熔機使用方法
格式:pdf
大小:26KB
頁數:4P
ppr熱熔機使用方法 一:安裝前檢查 1:拖線板、電線、插頭、插座是否完好,熱容器具是否松動或損壞,專用 減管是否完好。 2:管材、管件是否同一品牌。 二:正規廠家生產的熱熔機器一般有紅綠指示燈,紅燈代表加溫,綠燈代表 恒溫,第一次達綠燈時不可使用,必須第二次達綠燈時方可使用,熱熔時溫度在 260℃-280℃。低于或高于該溫度,都會造成連接處不能完全熔合,留下滲水隱 患。 三:對每根管材的兩端在施工前應檢查是否損傷,以防止運輸過程中對管材 產生的損害,如有損害或不確定,管安裝時,端口應減去4-5cm,并不可用錘子 或重物敲擊水管,以預防管道爆管,相對提高使用壽命 四:切割管材必須使端面垂直于管軸線,管材切割應使用專用管子剪。 五:加熱時:無旋轉地把管端導入加熱模頭套內,插入到所標識的深度,同 時,無旋轉地把管件推到加熱模頭上,達到規定標志處。 六:達到加熱時間后,立即把管材
ppr熱熔機使用方法
格式:pdf
大小:2.9MB
頁數:7P
ppr熱熔機使用方法 ppr熱熔機使用方法 ppr熱熔器,也稱熱合器,熱合機等。適用于加熱對接ppr管。簡單實用, 小型價格在30rmb左右。現有可調節溫控和固定溫控兩種。 一:安裝前檢查1:拖線板、電線、插頭、插座是否完好,熱容器具是否松動 或損壞,專用減管是否完好。2:管材、管件是否同一品牌。 二:正規廠家生產的熱熔機器一般有紅綠指示燈,紅燈代表加溫,綠燈代表 恒溫,第一次達綠燈時不可使用,必須第二次達綠燈時方可使用,熱熔時溫度在 260℃-280℃。低于或高于該溫度,都會造成連接處不能完全熔合,留下滲水 隱患。 三:對每根管材的兩端在施工前應檢查是否損傷,以防止運輸過程中對管材 產生的損害,如有損害或不確定,管安裝時,端口應減去4-5cm,并不可用錘子 或重物敲擊水管,以預防管道爆管,相對提高使用壽命 四:切割管材必須使端面垂直于管軸線,管材切割應使用專用
編輯推薦下載

ppr熱熔機使用方法 (2)
格式:pdf
大小:3.1MB
頁數:5P
4.8
ppr熱熔機使用方法 ppr熱熔器,也稱熱合器,熱合機等。適用于加熱對接ppr管。簡單實用, 小型價格在30rmb左右。現有可調節溫控和固定溫控兩種。 一:安裝前檢查1:拖線板、電線、插頭、插座是否完好,熱容器具是否松 動或損壞,專用減管是否完好。2:管材、管件是否同一品牌。 二:正規廠家生產的熱熔機器一般有紅綠指示燈,紅燈代表加溫,綠燈代表 恒溫,第一次達綠燈時不可使用,必須第二次達綠燈時方可使用,熱熔時溫度在 260℃-280℃。低于或高于該溫度,都會造成連接處不能完全熔合,留下滲水 隱患。 三:對每根管材的兩端在施工前應檢查是否損傷,以防止運輸過程中對管材 產生的損害,如有損害或不確定,管安裝時,端口應減去4-5cm,并不可用錘子 或重物敲擊水管,以預防管道爆管,相對提高使用壽命 四:切割管材必須使端面垂直于管軸線,管材切割應使用專用管子剪。 五:加熱時:無
ppr熱熔機使用方法(20200925164503)
格式:pdf
大小:2.9MB
頁數:5P
4.4
ppr熱熔機使用方法 ppr熱熔器,也稱熱合器,熱合機等。適用于加熱對接ppr管。簡單實用,小 型價格在30rmb左右。現有可調節溫控和固定溫控兩種。 一:安裝前檢查1:拖線板、電線、插頭、插座是否完好,熱容器具是否松動 或損壞,專用減管是否完好。2:管材、管件是否同一品牌。 二:正規廠家生產的熱熔機器一般有紅綠指示燈,紅燈代表加溫,綠燈代表 恒溫,第一次達綠燈時不可使用,必須第二次達綠燈時方可使用,熱熔時溫度在 260℃-280℃。低于或高于該溫度,都會造成連接處不能完全熔合,留下滲水隱 患。 三:對每根管材的兩端在施工前應檢查是否損傷,以防止運輸過程中對管材 產生的損害,如有損害或不確定,管安裝時,端口應減去4-5cm,并不可用錘子或 重物敲擊水管,以預防管道爆管,相對提高使用壽命 四:切割管材必須使端面垂直于管軸線,管材切割應使用專用管子剪。 五:加熱時:
ppr熱熔器使用方法熱門文檔
ppr熱熔機使用方法(20200925164448)
格式:pdf
大小:2.9MB
頁數:7P
4.5
. . ppr熱熔機使用方法 ppr熱熔器,也稱熱合器,熱合機等。適用于加熱對接ppr管。簡單實用, 小型價格在30rmb左右。現有可調節溫控和固定溫控兩種。 一:安裝前檢查1:拖線板、電線、插頭、插座是否完好,熱容器具是否松動 或損壞,專用減管是否完好。2:管材、管件是否同一品牌。 二:正規廠家生產的熱熔機器一般有紅綠指示燈,紅燈代表加溫,綠燈代表 恒溫,第一次達綠燈時不可使用,必須第二次達綠燈時方可使用,熱熔時溫度在 260℃-280℃。低于或高于該溫度,都會造成連接處不能完全熔合,留下滲水 隱患。 三:對每根管材的兩端在施工前應檢查是否損傷,以防止運輸過程中對管材 產生的損害,如有損害或不確定,管安裝時,端口應減去4-5cm,并不可用錘子 或重物敲擊水管,以預防管道爆管,相對提高使用壽命 四:切割管材必須使端面垂直于管軸線,管材切割應使用專用管子剪。 五
PPR熱熔連接標準
格式:pdf
大小:10KB
頁數:6P
4.7
1/6 首先要注意熔接部位的清潔,不可以有雜物或水跡;另外,插入方向要 正,并且是慢慢插入。 熔接時間的長短一般是安裝工根據經驗控制,跟兩個因素有關: 1、"管材及配件的規格,規格越大,熔接時間越長; 2、"環境溫度,冬季時間長,夏季時間短。 以20度溫度為例(熔接器溫度260), 大概時間是如下: 分別是 規格/加熱時間/插入時間/冷卻時間20/5s/4s/2s 25/7s/4s/2s 32/8s/6s/4s 40/12s/6s/4s 50/18s/6s/4s 63/24s/8s/6s 5/30s/8s/6s 90/40s/8s/6s 110/50s/10s/8s 塑料管道的熔接連接 熔接適用于pe(聚乙烯)管、ppr(聚丙烯)管的連接,按接口形式和加 熱方式可分為: 1、電熔連接: 2/6 電熔承插連接、電

PPR熱熔連接標準 (2)
格式:pdf
大小:10KB
頁數:6P
4.7
首先要注意熔接部位的清潔,不可以有雜物或水跡;另外,插入方向 要正,并且是慢慢插入。 熔接時間的長短一般是安裝工根據經驗控制,跟兩個因素有關:1、 管材及配件的規格,規格越大,熔接時間越長;2、環境溫度,冬季 時間長,夏季時間短。 以20度溫度為例(熔接器溫度260), 大概時間是如下:分別是 規格/加熱時間/插入時間/冷卻時間 20/5s/4s/2s 25/7s/4s/2s 32/8s/6s/4s 40/12s/6s/4s 50/18s/6s/4s 63/24s/8s/6s 5/30s/8s/6s 90/40s/8s/6s 110/50s/10s/8s 塑料管道的熔接連接 熔接適用于pe(聚乙烯)管、ppr(聚丙烯)管的連接,按接口 形式和加熱方式可分為: 1、電熔連接:電熔承插連接、電熔鞍形連接 2、熱熔連接:熱
PPR管連接過程中熱熔機的使用方法
格式:pdf
大小:10KB
頁數:7P
4.7
ppr管是一種功能性能較多的管材,內壁的十分的光滑,不會發生結 垢現象,避免了滋生細菌和真菌,保證了介質不會污染,同時也能夠 保證介質多年的流量不會發生變化,無論是作為供暖管材還是飲用水 供水管都能受到大家的普遍的好評。ppr管受到好評的另一個原因, ppr管有著良好的熱熔接性能,能夠非常好的連接,接口和管材熔接 為一體,強度非常好,不會發生漏水的現象。為了保證ppr管良好的 連接性能,我們在使用熱熔機的時候就要非常注意。 在是ppr熱熔機要做好安裝前檢查,正規廠家生產的熱熔機器一般有 紅綠指示燈,紅燈代表加溫,綠燈代表恒溫,第一次達綠燈時不可使 用,必須第二次達綠燈時方可使用,熱熔時溫度在260℃-280℃。對 每根管材的兩端在施工前應檢查是否損傷,以防止運輸過程中對管材 產生的損害,如有損害或不確定,管安裝時,端口應減去4-5cm,并 不可用錘子或重物敲擊水管,以預防
PPR管熱熔連接施工方法
格式:pdf
大小:8KB
頁數:1P
4.5
ppr管熱熔連接施工方法 給水塑料管及管配件之間采用熱熔承插接口時,安裝應使用專用熔接工具。 熱熔承插連接的方法如下: ①熱熔工具接通電源,到達工作溫度指示燈亮后方能開始操作。 ②管子與管配件連接端面必須清潔、干燥、無油。 ③用卡尺和合適的筆在管端測量并標繪出焊接深度。 ④熔接彎頭或三通時,應注意其方向,在管件和管道的直線方向上,用輔助 標志標出其位置。 ⑤連接時,無旋轉地把管端導入加熱套內,插入到所標志的深度,同時,無 旋轉地把管件推到加熱頭上,達到規定標志處。 ⑥達到加熱時間,立即把管子與管件從加熱套與加熱頭上同時取下,迅速無 旋轉地直線均勻用力插入到所標深度,使接頭處形成均勻凸緣。
ppr熱熔器使用方法精華文檔
PPR熱熔機模頭尺寸
格式:pdf
大小:51KB
頁數:3P
4.8
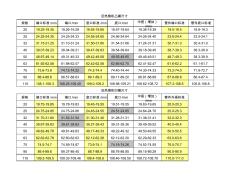
規格端口標準/mm端口/mm底口標準/mm底口/mm中徑(增加) /mm 管件端口標準管件底口標準 2019.25-19.3519.26-19.2919.55-19.6519.57-19.6419.36-19.3919.0-19.518.8-19.3 2524.25-24.3524.25-24.3324.55-24.6524.56-24.6424.26-24.4023.8-24.423.5-24.1 3231.15-31.2531.10-31.2431.50-31.6031.54-31.6631.24-31.3130.7-31.330.4-31.0 4039.07-39.2339.04-39.2139.47-39.6339.54-39.6439.18-39.4538.7-39.338.3-38.9 5048.97
熱熔器使用說明書塑料管熔接器
格式:pdf
大小:20KB
頁數:3P
4.5
熱熔器使用說明書塑料管熔接器 使用說明書 本產品適用于熱塑性塑料管材如pp-r、pe、pp-c的連接。本廠有以下 系列產品:xy-1(800w配φ20、φ25、32模頭),xy-2型(1000w配φ20、 φ25、φ32、φ40、φ50、φ63模頭),xy-3型(1200w配φ75、φ90、φ 110模頭),xy-5型(2200w配φ160模頭)。本產品具有溫度控制精確, 可靠性高,安全性好以及獨特的不粘塑脫模技術。方便用戶操作。 一、主要技術指標 1、環境濕度:-20℃~50℃ 相對濕度:45%~95% 電壓范圍:交流176v~245v 50±1hz 2、加熱頭溫度:260±5℃ 3、安全指標:絕緣電阻不小于1mn 漏電流:≤5ma(交流有效值) 二、使用方法 1、固定熔接器安裝加熱端頭,把熔接器放置于架上,根據所需管材規格 安裝對應
PB、PPR管道熱熔知識
格式:pdf
大小:456KB
頁數:5P
4.4
pb、ppr管道熱熔知識 一、pb、pp-r管的熱熔工序: 敷設的管道除分支管連接件外,墊層內不宜設其他的管件,必須設置時,管 件應與管道同材質,連接采用熱熔連接,安裝應采用專用的熱熔工具; 1.pb管的熱熔工序: ①采用pb管專用割管器垂直切割,切口要平滑,去毛刺、毛邊; ②擦拭熔接的管頭,必須保證其清潔、干燥、無油。 ③用鉛筆和卡尺在準備熱熔的管子端頭繪出熱熔深度,熱熔深度滿足要求下表。 ④對于彎頭或三通的熱熔,要注意連接方向,要保證管線和管材的一直線方向。 ⑤將管材和管件分別插入加熱管和加熱頭內,插入時不得旋轉,且應達到需要 的深度,加熱時間要滿足下表的規定。 ⑥達到加熱時間后,5s內迅速將管材和管件取下,迅速無旋轉地沿軸方向插 入到所標識的深度時接頭形成均勻的凸緣。 ⑦熔接過程必須嚴格遵守必須保持和冷卻時間,具體時間見下表。 ⑧在保持時間內,剛熔

給水管道(PPR熱熔管)安裝技術交底
格式:pdf
大小:11KB
頁數:1P
4.4
室內給水管道(ppr給水熱熔管)安裝技術交底 1、按設計圖紙畫出管道分路、管徑、預留管口、閥門位置等施工草圖,在實際 安裝的結構位置做上標記,按標記分段量出實際安裝的標準尺寸,記錄在施 工草圖上,然后按草圖測得的尺寸預制加工; 2、熱熔工具接通電源,到達工作溫度指示燈亮后方能開始操作。管子與管件連 接端面必須清潔、干燥、無油; 3、ppr給水管的熱熔加熱時間為:de20→5s,de25→7s,de32→8s,de40→ 12s,de50→18s,de63→24s; 4、熔接彎頭或三通時,應注意其方向,在管件和管道的直線方向上,用輔助標 志標出其位置; 5、連接時,無旋轉地把管端導入加熱器內,插到所標志的深度,同時,無旋轉 地把管件推到加熱頭上,達到規定標志處; 6、達到加熱時間后,立即把管子與管件從加熱套與加熱頭上同時取下,迅速無 旋轉地直線均勻用力插入到所標深度,使接頭處形成均勻
ppr熱熔器使用方法最新文檔
給水管道(PPR熱熔管)安裝技術交底
格式:pdf
大小:9KB
頁數:1P
4.7
. . 室內給水管道(ppr給水熱熔管)安裝技術交底 1、按設計圖紙畫出管道分路、管徑、預留管口、閥門位置等施工草圖,在實際 安裝的結構位置做上標記,按標記分段量出實際安裝的標準尺寸,記錄在施 工草圖上,然后按草圖測得的尺寸預制加工; 2、熱熔工具接通電源,到達工作溫度指示燈亮后方能開始操作。管子與管件連 接端面必須清潔、干燥、無油; 3、ppr給水管的熱熔加熱時間為:de20→5s,de25→7s,de32→8s,de40→ 12s,de50→18s,de63→24s; 4、熔接彎頭或三通時,應注意其方向,在管件和管道的直線方向上,用輔助標 志標出其位置; 5、連接時,無旋轉地把管端導入加熱器內,插到所標志的深度,同時,無旋轉 地把管件推到加熱頭上,達到規定標志處; 6、達到加熱時間后,立即把管子與管件從加熱套與加熱頭上同時取下,迅速無 旋轉地直線均勻用力插入到所標深度,使接
FRPP管熱熔對接方法及步驟
格式:pdf
大小:12KB
頁數:2P
4.4
frpp管熱熔對接方法及步驟 熔接準備:熔接前首先檢查熱熔焊接機是否正常,是否滿足熱熔焊接需求。如檢 查機具各個部位的緊固件有無脫落或松動;檢查焊機線路有無破損:檢查液壓箱 內油液是否充足;確認電源與熱熔對接焊機輸人要求電壓是否匹配;檢查加熱板 是否符合要求(涂層是否有損傷);銑刀、油泵開關等運行是否正常等。 然后將與frpp管規格一致的卡瓦裝人機架;設定好加熱溫度至焊接溫度 (frpp管的加熱溫度為210-235'c);加熱前,應用軟紙或布雌酒精擦拭加熱板表 面,擦拭時,動作要輕柔,不要損壞、劃傷聚四氟乙烯防粘層。 熱熔對接:熱熔對接應按照熔接工藝參數進行操作。必要時,應根據天氣、環 境溫度對其適當調整。 用干凈的棉布擦拭管端,清除兩管端的污物。 將frpp管置于機架卡瓦內,使兩端伸出的長度相等,伸出的長度在滿足銑削 和加熱要求的情況下應盡可能短,通常為25

太陽能控制器使用方法介紹
格式:pdf
大小:58KB
頁數:1P
4.4
skh系列智能調光升壓型led太陽能路燈充放電控制器 使用說明書 一、主要特點 1.內嵌高性能led恒流源驅動,恒流源最高效率可達96%。 2.智能4段式pwm數字調光,功率調節更加精確,色溫表現更加出眾。 3.卓越的電流紋波控制和負載線性度控制,最大限度減少led光衰,延長led使用壽命。 4.ip68防水等級,能夠在各種惡劣環境下使用,工業級品質保證。 5.負載輸出最高電壓可達70v,可驅動20顆串聯的led燈。 6.改進型充電算法,充電效率更高,使太陽能利用時間更加長久。 7.金屬外殼高功率密度設計,使單位體積獲得最大功率,同時又能有效控制溫升。 8.增強的蓄電池反接保護,led短路保護、開路保護等,使系統得到全面保護。 二、安裝和接線 1.控制器安裝要牢靠,尺寸如下: 外形尺寸:82×110×20(mm)安裝尺寸:86×75

常用測量儀器使用方法
格式:pdf
大小:7.1MB
頁數:16P
4.5
常用測量儀器使用方法 水準儀及其使用方法 高程測量是測繪地形圖的基本工作之一,另外大量的工 程、建筑施工也必須量測地面高程,利用水準儀進行水 準測量是精密測量高程的主要方法。 經緯儀的使用方法 全站儀的使用方法
高壓驗電器使用方法
格式:pdf
大小:192KB
頁數:3P
4.6
高壓驗電器的正確使用 高壓驗電器:(high-pressureelectroscope)系列高壓驗電器由電子集成電路 制成的聲光報警裝置性能穩定、可靠。具有全電路自檢功能和抗干擾性強等特點。 系列高壓驗電器適用于220v-500v、6kv、10kv、35kv、110kv、220kv、 500kv交流輸配電線路和設備的驗電,無論是白天或夜晚、室內變電所站或室 外架空線上,都能正確、可靠地使用,是電力系統電氣部門必備的安全工具。 高壓驗電器分類: 按照適用電壓等級可分為:0.1-10kv驗電器、6kv、10kv驗電器、35kv、66kv 驗電器、110kv、220kv驗電器、500kv驗電器。 高壓驗電器技術參數: (1)6kv高壓驗電器 有效絕緣長度:840mm手柄長度:120mm節數:5護環直徑:55mm接 觸電極長度:40mm (2

 管道伸縮器使用方法探討
管道伸縮器使用方法探討 管道伸縮器使用方法探討
格式:pdf
大小:78KB
頁數:2P
4.6
簡介管道伸縮器在管道中的作用;通過對某化肥廠循環水泵房的一次事故分析,闡述合理使用管道伸縮器的重要性,并對選擇和使用作了探討。
PPR管熱熔安裝工藝
格式:pdf
大小:408KB
頁數:6P
4.8
永威·東棠項目工程部1 知識沉淀—1 室內pp—r給水管道安裝 目前,我國越來越重視使用以塑料管為主體的綠色管材,以替代傳統的 鍍鋅鋼管、焊接鋼管等由于存在“質量易蝕”使用壽命短,衛生條件差等方 面的天然缺陷。使用以塑料管為主體的不生銹、無腐蝕、無滲漏、無結垢的 優質綠色管材,從根本上解決飲用水管道系統中二次污染的問題。 永威·東棠住宅工程各項配套設施完備,使用功能齊全,工程質量標準 高,社會影響大,公司要求和期望值較高。室內生活給水管道戶內均采用pp —r(建筑給水聚丙烯)管道,敷設在墊層或地暖絕熱層內。管道接口采用熱 熔連接,接口眾多,熱熔要求技術性高,如何提高熔接質量,保證熔接接口 不滲漏,保證水質和流量,同時在與土建配合方面都對我們提出了嚴峻的考 驗。 敷設在墊層或絕熱層內的pp—r管道熔接接頭質量的好壞直接關系到是 否滲漏,關系到能否保證水流量,關系到飲用水的水質衛
PPR管熱熔連接操作要點
格式:pdf
大小:11KB
頁數:1P
4.7
ppr管熱熔連接操作要點 1、在安裝ppr水管之前,首先應該嚴格的檢查水管的內外壁是 否存在有裂口、凹陷、氣泡等問題,其次是材料的好壞直接影響水管 的質量以及后期的隱患。 2、用卷尺量出水管所需要的管材的長度,在用專用的剪刀或者 是切割器切管材,管材的切口應該平整,沒有飛邊,切完之后要記得 去掉管材的毛刺。 3、熱熔的時候要把水管的端頭導語加熱的模頭套里面,放入到 適當的深度,同時吧管件推到在加熱模頭上,達到一樣的深度即可。 4、待到加熱的時間之后,要立即的把管材和管件從加熱模具上 取下來,再迅速的放到已經熱熔好了的深度內,讓接頭處形成一個均 勻的凸形狀,并且還需要控制住放進去之后的管材和管件沒有反彈的 現象。
ppr熱熔器使用方法相關
文輯推薦
知識推薦
百科推薦


職位:水利監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


