

內襯管防腐和修復管道施工工藝HT-PO、HDPE講義
格式:pdf
大小:237KB
頁數:9P
人氣 :96
 4.7
4.7
內襯管防腐和修復管道施工工藝 1.技術使用范圍 HT-PO管 高溫油氣管線適用。 2.技術原理 2.1穿插襯裝 HT-PO管(以下簡稱內襯管)技術,是將適合尺寸 的內襯管管插入需要修復的舊管道內, 利用原舊管道的剛性和強度為 承力結構,結合內襯管耐腐蝕、耐磨損、耐滲透以及管更具耐高溫等 特點,形成復合結構,使修復后的管道具備鋼管和內襯管的綜合性能。 2.2 該技術利用內襯管變形后能自動恢復原始物理形狀的特性, 配備專用設備施工, 穿插襯裝前用一定的牽引力和速度將襯管拉入目 標管道,撤消拉力,襯管恢復到原來的直徑,襯管厚度完全可按需要 進行設計。 3.技術特點 3.1管道整體性能好,質量可靠 內襯管是一種熱可塑性材料,這種材料具有良好的物理化學特 性,特別是具有突出的耐磨性,內襯修復過的管道,其抗壓、耐磨、 抗沖擊性能大為提高,為延長原管線的使用壽命提供了可靠的保障。 3.1.1物理性能:



內襯管防腐和修復管道施工工藝HT-PO、HDPE
格式:pdf
大小:237KB
頁數:9P
內襯管防腐和修復管道施工工藝 1.技術使用范圍 ht-po管 高溫油氣管線適用。 2.技術原理 2.1穿插襯裝ht-po管(以下簡稱內襯管)技術,是將適合尺寸 的內襯管管插入需要修復的舊管道內,利用原舊管道的剛性和強度為 承力結構,結合內襯管耐腐蝕、耐磨損、耐滲透以及管更具耐高溫等 特點,形成復合結構,使修復后的管道具備鋼管和內襯管的綜合性能。 2.2該技術利用內襯管變形后能自動恢復原始物理形狀的特性, 配備專用設備施工,穿插襯裝前用一定的牽引力和速度將襯管拉入目 標管道,撤消拉力,襯管恢復到原來的直徑,襯管厚度完全可按需要 進行設計。 3.技術特點 3.1管道整體性能好,質量可靠 內襯管是一種熱可塑性材料,這種材料具有良好的物理化學特 性,特別是具有突出的耐磨性,內襯修復過的管道,其抗壓、耐磨、 抗沖擊性能大為提高,為延長原管線的使用壽命提供了可靠的保障。 3.1.1物理性能:
編輯推薦下載
HDPE管道施工工藝
格式:pdf
大小:18KB
頁數:4P
4.5
hdpe管道施工工藝 一、pe管熱熔對接的要求: a)需用專用的熱熔對接機具。 b)應檢查有無產品出廠合格證,并索要出廠檢驗報告; c)一般適用于d≥90mm管;管壁厚度>6mm。 d)適用于同種牌號、材質的管材與管材,管材與管件連接。性能相似,不 同牌號材質的連接需試驗驗證。 e)不使用明火。 二、熱熔對接連接(對接焊)工藝 1、焊接工藝曲線和參數 聚乙烯管材的焊接一般分三個階段,加熱段、切換段、對接段,根據管子 的不同規格和截面積制定其焊接參數。 焊接工藝三個重要參數:溫度、壓力、時間。 1).溫度的確定 聚乙烯管材對接焊的最佳焊接溫度為200~230℃,一般生產廠家確定為 210±10℃; 2).時間的確定 加熱時間的確定:焊接端面平整后10×壁厚(mm)秒。 所以需要和壓力密切的配合,在加熱的同時施加一定的壓力,平整焊接面, 促進塑化,形成理想
HDPE管道施工工藝 (2)
格式:pdf
大小:18KB
頁數:4P
4.6
hdpe管道施工工藝 一、pe管熱熔對接的要求: a)需用專用的熱熔對接機具。 b)應檢查有無產品出廠合格證,并索要出廠檢驗報告; c)一般適用于d≥90mm管;管壁厚度>6mm。 d)適用于同種牌號、材質的管材與管材,管材與管件連接。性能相似,不 同牌號材質的連接需試驗驗證。 e)不使用明火。 二、熱熔對接連接(對接焊)工藝 1、焊接工藝曲線和參數 聚乙烯管材的焊接一般分三個階段,加熱段、切換段、對接段,根據管子 的不同規格和截面積制定其焊接參數。 焊接工藝三個重要參數:溫度、壓力、時間。 1).溫度的確定 聚乙烯管材對接焊的最佳焊接溫度為200~230℃,一般生產廠家確定為 210±10℃; 2).時間的確定 加熱時間的確定:焊接端面平整后10×壁厚(mm)秒。 所以需要和壓力密切的配合,在加熱的同時施加一定的壓力,平整焊接面, 促進塑化,形成理想
內襯管防腐和修復管道施工工藝HT-PO、HDPE講義熱門文檔
HDPE管道施工工藝 (3)
格式:pdf
大小:19KB
頁數:4P
4.7
-------------精選文檔----------------- 可編輯 hdpe管道施工工藝 一、pe管熱熔對接的要求: a)需用專用的熱熔對接機具。 b)應檢查有無產品出廠合格證,并索要出廠檢驗報告; c)一般適用于d≥90mm管;管壁厚度>6mm。 d)適用于同種牌號、材質的管材與管材,管材與管件連接。性能相似,不 同牌號材質的連接需試驗驗證。 e)不使用明火。 二、熱熔對接連接(對接焊)工藝 1、焊接工藝曲線和參數 聚乙烯管材的焊接一般分三個階段,加熱段、切換段、對接段,根據管子 的不同規格和截面積制定其焊接參數。 焊接工藝三個重要參數:溫度、壓力、時間。 1).溫度的確定 聚乙烯管材對接焊的最佳焊接溫度為200~230℃,一般生產廠家確定為 210±10℃; 2).時間的確定 ·加熱時間的確定:焊接端面平整后10×壁厚(

管道施工工藝 (2)
格式:pdf
大小:311KB
頁數:13P
4.4
二、管道工藝 根據地質情況,結合雨污水管道的埋深,在管道開挖,挖深小 于3.0米時,原則采用放坡開挖中,單側棄土。當挖深大于3米時, 采用鋼板樁支撐開挖。當局部地段管道埋設離地面較淺時,可采用先 對原地面清除耕植土或建筑垃圾后,用振動壓路機將原地面壓實,然 后再進行開挖。 管道流程圖 測量放樣 開挖溝槽、排水 基礎(大片)砼平整 安管 立模 管座砼 接口、抹帶 砌檢查井 污水閉水試驗 回填壓實 路基施工 測量標高 拆模 密實度試驗 溝槽開挖 (1)采用挖掘機機械開挖,單側棄土。一般開挖放坡1:1.0 左右,當挖深大于3.0米時,采用鋼板樁支撐開挖。支撐開挖詳見下 圖: (2)為防止超挖或擾動槽底土層,機械挖土應控制在距槽底高 20cm時停止,再用人工除剩余土方至設計槽底,并邊挖修坡,立即 實施管基墊層。如發現超挖,必須進行處理,嚴禁用土回填。一般需 采用
公用管道施工工藝
格式:pdf
大小:135KB
頁數:16P
4.7
ccescc壓力管道安裝工藝細則qb/ehj—gd0303—2005 66 公用管道施工工藝 1總則 1.1為確保公用管道工程的施工質量特制定本規定。 1.2本規定適用于城鎮范圍內的用于公用事業或民用的燃氣管道(gb1)和熱力管道(gb2)的施工 及驗收。 1.3公用管道工程施工除執行本規定外,尚應符合現行標準《城市供熱管網工程施工及驗收規 范》(cjj28-89)、《城鎮燃氣輸配工程施工及驗收規范》(cjj33-89)、《聚乙烯燃氣管道工程技術 規程》(cjj63-95)和有關標準的規定。 2編制依據 2.1cjj28-89《城市供熱管網工程施工及驗收規范》 2.2cjj33-89《城鎮燃氣輸配工程施工及驗收規范》 2.3cjj63-95《聚乙烯燃氣管道工程技術規程》 3施工程序 測量放線——土方及土建結構——材

管道施工工藝
格式:pdf
大小:311KB
頁數:13P
4.8
二、管道工藝 根據地質情況,結合雨污水管道的埋深,在管道開挖,挖深小 于3.0米時,原則采用放坡開挖中,單側棄土。當挖深大于3米時, 采用鋼板樁支撐開挖。當局部地段管道埋設離地面較淺時,可采用先 對原地面清除耕植土或建筑垃圾后,用振動壓路機將原地面壓實,然 后再進行開挖。 管道流程圖 測量放樣 開挖溝槽、排水 基礎(大片)砼平整 安管 立模 管座砼 接口、抹帶 砌檢查井 污水閉水試驗 回填壓實 路基施工 測量標高 拆模 密實度試驗 溝槽開挖 (1)采用挖掘機機械開挖,單側棄土。一般開挖放坡1:1.0 左右,當挖深大于3.0米時,采用鋼板樁支撐開挖。支撐開挖詳見下 圖: (2)為防止超挖或擾動槽底土層,機械挖土應控制在距槽底高 20cm時停止,再用人工除剩余土方至設計槽底,并邊挖修坡,立即 實施管基墊層。如發現超挖,必須進行處理,嚴禁用土回填。一般需 采用
ABS管道施工工藝
格式:pdf
大小:222KB
頁數:8P
4.7
abs管道施工安裝技術 1.abs管材特性 1.1abs為丙烯晴-丁二烯-苯乙烯樹脂聚合物,主要適用于化學工業輸送某 些腐蝕性流體,亦可用于食品、醫藥、純水制備和水處理裝置 1.2abs管材執行標準――中華人民共和國化學工業部標準hg21561-94《abs 管材和管件系列》;abs管材公稱壓力一般為0.6mpa、1.0mpa;abs管材為原 料熔化模具擠壓成管,一般單管長度6m,如安裝需要,單管長度可至12m(運 輸限制);使用溫度范圍-20~70℃。 說明:上述部標中abs管徑范圍為dn15-dn200。 1.3abs塑料管的連接采用冷膠溶合的粘接方式,其原理為:通過有機溶劑將管 道與管件的連接表面溶解,溶劑快速揮發,樹脂材料固化而使連接部位固化為一 體。 2.abs管材的搬運、堆放 2.1由于abs管材質較硬而脆,大口徑abs管材在裝、
內襯管防腐和修復管道施工工藝HT-PO、HDPE講義精華文檔
ABS管道施工工藝
格式:pdf
大小:245KB
頁數:8P
4.6
abs管道施工安裝技術 1.abs管材特性 1.1abs為丙烯晴-丁二烯-苯乙烯樹脂聚合物,主要適用于化學工業輸送某 些腐蝕性流體,亦可用于食品、醫藥、純水制備和水處理裝置 1.2abs管材執行標準――中華人民共和國化學工業部標準hg21561-94《abs 管材和管件系列》;abs管材公稱壓力一般為0.6mpa、1.0mpa;abs管材為原 料熔化模具擠壓成管,一般單管長度6m,如安裝需要,單管長度可至12m(運 輸限制);使用溫度范圍-20~70℃。 說明:上述部標中abs管徑范圍為dn15-dn200。 1.3abs塑料管的連接采用冷膠溶合的粘接方式,其原理為:通過有機溶劑將管 道與管件的連接表面溶解,溶劑快速揮發,樹脂材料固化而使連接部位固化為一 體。 2.abs管材的搬運、堆放 2.1由于abs管材質較硬而脆,大口徑abs管材在裝、卸貨

建筑管道施工工藝和方法
格式:pdf
大小:314KB
頁數:13P
4.6
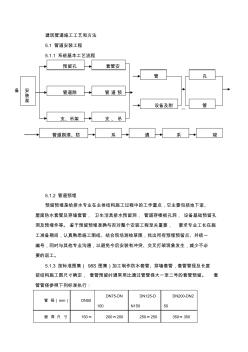
. word資料 建筑管道施工工藝和法 5.1管道安裝工程 5.1.1系統基本工藝流程 5.1.2管道預埋 預留預埋是給排水專業在主體結構施工過程中的工作重點,它主要包括地下室、 屋面防水套管及穿墻套管,衛生潔具排水預留洞,管道穿樓板洞,設備基礎預留洞及 預埋件等。鑒于預留預埋準確與否對整個安裝工程至關重要,要求專業工長在施工準 備期間,認真熟悉施工圖紙、結合現場測繪草圖,找出所有預埋預留點、并統一編號, 同時與其他專業溝通,以避免今后安裝有沖突、交叉打架現象發生,減少不必要的返 工。 5.1.3按標準圖集(98s圖集)加工制作防水套管、穿墻套管,套管管徑及長度 按結構施工圖尺寸確定,套管預留時通常用比通過管管徑大一至二號的套管預留。套 管管徑參照下列標準執行: 管徑(mm) dn5 0 dn75-dn 100 dn125-d n150 dn
建筑管道施工工藝和方法()
格式:pdf
大小:296KB
頁數:13P
4.4
建筑管道施工工藝和方法 5.1管道安裝工程 5.1.1系統基本工藝流程 5.1.2管道預埋 預留預埋是給排水專業在主體結構施工過程中的工作重點,它主要包括地下室、 屋面防水套管及穿墻套管,衛生潔具排水預留洞,管道穿樓板孔洞,設備基礎預留孔 洞及預埋件等。鑒于預留預埋準確與否對整個安裝工程至關重要,要求專業工長在施 工準備期間,認真熟悉施工圖紙、結合現場測繪草圖,找出所有預埋預留點、并統一 編號,同時與其他專業溝通,以避免今后安裝有沖突、交叉打架現象發生,減少不必 要的返工。 5.1.3按標準圖集(98s圖集)加工制作防水套管、穿墻套管,套管管徑及長度 按結構施工圖尺寸確定,套管預留時通常用比通過管管徑大一至二號的套管預留。套 管管徑參照下列標準執行: 管徑(mm)dn50 dn75-dn 100 dn125-d n150 dn200-dn2 50 留
直埋式防腐保溫管道施工工藝
格式:pdf
大小:10KB
頁數:6P
4.3
直埋式防腐保溫管道施工工藝 [摘要]直埋式防腐保溫管道在施工的過程中,如果沒 有注重施工的相關工藝措施,很容易出現施工問題,所以本 文主要針對直埋式防腐保溫管道的施工工藝展開探討。針對 直埋式防腐保溫管道的施工方法和施工的流程進行重點分 析,提出了相關的措施和建議,希望能夠為今后的防腐保溫 管道施工帶來參考和借鑒。 [關鍵詞]直埋式,防腐保溫管道,施工,工藝 中圖分類號:tg457.6文獻標識碼:a文章編號: 1009-914x(2017)08-0027-01 前言 直埋式防腐保溫管道的施工比較復雜,而且在施工的過 程中,容易遇到一些比較復雜的問題,所以針對這種情況, 施工人員必須要做好相關的防范措施,一旦遇到施工的問 題,就要及時進行解決,保證施工能夠順利完工。 1直埋敷設管道的管段類型 直埋敷設供熱管道根據管道變形及應力分布特點一般 可分為過渡段、錨固段。 1.1

內襯管防腐和修復管道施工工藝HT-PO、HDPE講義最新文檔
直埋式防腐保溫管道施工工藝-精品文檔
格式:pdf
大小:9KB
頁數:5P
4.6
直埋式防腐保溫管道施工工藝 前言 直埋式防腐保溫管道的施工比較復雜,而且在施工的過程 中,容易遇到一些比較復雜的問題,所以針對這種情況,施工人 員必須要做好相關的防范措施,一旦遇到施工的問題,就要及時 進行解決,保證施工能夠順利完工。 1直埋敷設管道的管段類型 直埋敷設供熱管道根據管道變形及應力分布特點一般可分 為過渡段、錨固段。 1.1過渡段 過渡段的一端為固定端(指固定點、駐點或錨固點),另一 端為活動端(補償器或彎頭),當管道溫度變化時,能產生熱位 移。 在過渡段的活動端處,溫度變化時管段基本處于自由伸縮狀 態,隨著溫度的不斷升高,管段活動截面從活動端逐漸移向固定 端,由于管段與周圍土壤之間的摩擦力作用,管段熱伸長受阻。 隨著管段活動截面逐漸接近固定端,摩擦阻力增加至與溫升產生 的熱應力相等,該點管道截面受力平衡,管段不能再向活動端伸 長,從而進入自然錨固狀態,該點
直埋式防腐保溫管道施工工藝設計
格式:pdf
大小:35KB
頁數:6P
4.3
word格式-可編輯 專業知識--整理分享 直埋式防腐保溫管道施工工藝 [摘要]直埋式防腐保溫管道在施工的過程中,如果 沒有注重施工的相關工藝措施,很容易出現施工問題,所以 本文主要針對直埋式防腐保溫管道的施工工藝展開探討。針 對直埋式防腐保溫管道的施工方法和施工的流程進行重點 分析,提出了相關的措施和建議,希望能夠為今后的防腐保 溫管道施工帶來參考和借鑒。 [關鍵詞]直埋式,防腐保溫管道,施工,工藝 中圖分類號:tg457.6文獻標識碼:a文章編號: 1009-914x(2017)08-0027-01 前言 直埋式防腐保溫管道的施工比較復雜,而且在施工的過 程中,容易遇到一些比較復雜的問題,所以針對這種情況, 施工人員必須要做好相關的防范措施,一旦遇到施工的問 題,就要及時進行解決,保證施工能夠順利完工。 1直埋敷設管道的管段類型 直埋敷設供熱管道根據管道變形及
管道施工工藝流程(精)上課講義
格式:pdf
大小:12KB
頁數:6P
4.3
(1)管道施工工藝流程:熟悉圖紙→配合預留孔→材料檢查→現場測量→預 埋套管→預制加工→主立管安裝→水平平管安裝→立管安裝→支管安裝→配水點安 裝→壓力試驗→消毒清洗→除污絕熱→系統調試→交工驗收。 (2)管道安裝 ①安裝準備階段,應認真熟悉圖紙,根據有關專業設備圖和建筑裝修圖,核 對各種管道的坐標、標高是否有交叉,管道排列所用空間是否合理,并準備好初期 進行所需機具、材料等。 ②預制加工:包括斷管,上零件,調直,校對等工序,并按管段分組編號。 ③干管安裝:安裝時應從總進入口開始操作,總進口端頭應加好臨時堵頭以 備試壓用,安裝前清掃管膛。安裝完后找直找正,復核甩口的位置、方向及變徑無 誤,所有敞口在施工中斷時應及時封閉,熱水管穿墻應加好套管 ④立管安裝:每層從上至下統一吊線安裝卡件,核查每層支管甩口的高度, 方向是否正確。支管甩口應加好臨時絲堵,立管閥門安裝朝向應便于
工藝管道施工工藝培訓資料
格式:pdf
大小:29KB
頁數:2P
4.3
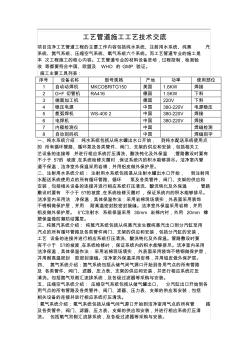
工藝管道施工工藝技術交底 項目潔凈工藝管道工程的主要工作內容包括純水系統、注射用水系統、純蒸汽 系統、氮氣系統、壓縮空氣系統、氧氣系統六個系統。而工藝管道專業的施工是 本次工程施工的核心內容。工藝管道專業的材料設備進場,過程控制,檢測驗 收等都要符合中國、歐盟及who的gmp驗證。 施工主要工具列表: 序號設備名稱型號規格產地功率使用部位 1自動動焊機mkcobritg150美國1.6kw焊接 2g+f切管機ra416德國1.5kw下料 3端面加工機德國220v下料 4穩壓電源中國380-220v電源穩壓 5氬弧焊機ws-4002中國380-220v焊接 6電焊機中國380-220v焊接 7內窺檢測儀中國焊縫檢測 8自動刻碼機中國焊縫刻字 一、純水系統介紹:純水系統包括從純水罐出水口開始,到純
長輸管道站內管道施工工藝標準 (3)
格式:pdf
大小:14KB
頁數:4P
4.4
長輸管道站內管道施工工藝標準 qdicc/qb120-2002 1、適用范圍 本工藝標準適用于sys-4002-90和sy/t4067-93中規定的管道施工,包括末 端計量調壓站、沿線清管站、分輸站、集氣站、配氣站、閥室等新建、擴建、改 建站場的管道。 2、施工準備 2.1材料準備 2.1.1鋼管及其附件 2.1.1.1鋼管和各類管道附件(閥門、法蘭、三通、彎頭、異徑管和支吊架) 應有出場質量證明書,其各項指標應符合國家或現行行業技術標準的規定。 2.1.1.2若材料證明書不全或數據不全或對數據有疑問的,應由供應部門進 行補充復驗。 2.1.1.3閥門使用前應進行外觀檢查和水壓試驗。有電動、液動等驅動裝置 的應檢查、調試,保證其組裝正確、動作靈活,開度指示器指示正確。所有的管 材和配件均應嚴格按照設計文件要求的規格、材質、等級進行選用,并按相關的 標準驗收合格,每種

噴淋管道施工工藝
格式:pdf
大小:7KB
頁數:3P
4.5
5.管路加工 根據圖紙要求,按標識選擇材料,然后進行下料劃線、切割、套絲、坡口、彎曲 等項目的工作。下料劃線 a.下料劃線尺寸應考慮法蘭厚度,閥門類等按該圖紙上的尺寸要求,而且要對 現場情況進行實際核驗。下料后應記錄使用部位,管路號碼等。 b.原則上由切管器、高速切割機等進行機械切割,然后用砂輪機等磨光。注意 刀口垂直,使切口平面傾斜偏差不大于管子外徑1%。切斷后應充分清除端面毛 刺,金屬屑等并按端面加工干凈。 (1)加工螺紋 要求螺紋端正、光滑、無毛刺、無亂扣、密封填料均勻。 (2)坡口加工 a.對于管壁厚3.0㎜以上在焊接前均做v型坡口或圖紙上有特別指定者應 依據圖紙坡口用砂輪機加工,依據本管焊接施工標準書。 b.坡口加工精度、角度、尺寸,應控制在配管焊接施工標準指定的允許誤 差范圍內。 c.坡口端面的保護加完的坡口如果不立即組對焊接,其端面應予以保護,使其 不產

地下管道施工工藝 (2)
格式:pdf
大小:100KB
頁數:11P
4.7
目錄 第一章1、工程概況.............................................................2 第二章2、編制依據.............................................................2 第三章3、各類管道實物一覽表...................................................2 第四章4、管道材料.............................................................2 第五章5、管道防腐.............................................................3 第六章6、管溝開挖.........

地下管道施工工藝
格式:pdf
大小:100KB
頁數:11P
4.8
目錄 第一章1、工程概況.............................................................2 第二章2、編制依據.............................................................2 第三章3、各類管道實物一覽表...................................................2 第四章4、管道材料.............................................................2 第五章5、管道防腐.............................................................3 第六章6、管溝開挖.........
內襯管防腐和修復管道施工工藝HT-PO、HDPE講義相關
文輯推薦
知識推薦
百科推薦


職位:BIM開發工程師
擅長專業:土建 安裝 裝飾 市政 園林


