

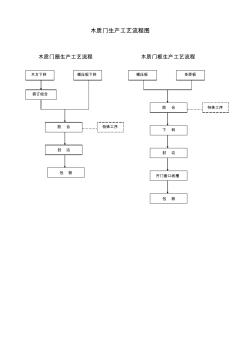
木質門工藝流程卡
格式:pdf
大小:161KB
頁數:6P
人氣 :67
 4.7
4.7
下料 等級 互檢人 3、下道工序發現上道工序有質量問題者,獎勵 10~100元,費用從班組或責任人工資中扣除; 5、此表格內需填寫合格的打“√”,不合格的打“×”。 互檢結果 抽檢結果 下單日期: 年 月 日 加工日期: 年 月 日 選料含水率< 12% 工程名稱 工段 規格 產品名稱 下 料 工藝單號 板材、骨架寬度±1㎜ 刨料、壓料四面平整光滑無坑畦 開向 操作人 數量 無蟲眼、無腐爛 刨二面直角度為 90° 數量規格 壓料厚度≤ 0.5 ㎜ 無坑畦、毛刺 開變形槽每格距離為 100㎜ 槽深厚度的 2/3 線條、封邊條等表面光滑平整 骨架寬度、高度±1㎜ 工序 技術要求 等級 自檢結果 規格 數量 木質門 (門扇)工藝流程單 1、工序流程中各班組、




木質門防火門生產流程卡
格式:pdf
大小:159KB
頁數:6P
下料 等級 互檢人 日期:日期: 惠州市盈盾暉實業有限公司 編制:審核:批準: 日期: 防火門扇 規格數量 備 注4、每批加工產品的首件執行三檢制;數量≤3時,全檢;數量≤10時,每3個抽檢1次;數量<50時,每10個抽檢1次;數量≥50時,20個抽檢一次。 數量備注 木質防火門(門扇)生產流程檢驗單 1、工序流程中各班組、責任人嚴格按要求生產,把關做到自檢、互檢仔細; 2、因工作中失誤造成損失的所有費用,從責任人工資中扣除; 等級開向 自檢結果 規格 工序技術要求 等級數量 無蟲眼、無腐爛 刨二面直角度為90° 壓料厚度≤0.5㎜ 無坑畦、毛刺 開變形槽每格距離為100㎜ 槽深厚度的2/3 線條、封邊條等表面光滑平整 骨架寬度、高度±1㎜ 數量開向 下 料 工藝單號 板材、骨架寬度±1㎜ 刨料、壓料四面平整光滑無坑畦 開向 操作人 工段 規格 產品名
編輯推薦下載

木質門保修規范
格式:pdf
大小:20KB
頁數:3P
4.6
木質門保修規范 1范圍 本標準規定了按正常維護條件使用的室內木質門的有關術語和定義、基本規定、檢驗規范及保修要 求。 本標準適用于對正常維護條件使用的室內木質門的檢驗,亦適用于在保修期內因室內木質門狀態改變而引 起的爭議和仲裁。 本標準不適用于室外用木質門的保修。 2規范性引用文件 下列文件中的條款通過本標準的引用而成為本標準的條款。凡是注日期的文件,其隨后所有的修改單 (不包括勘誤的內容)或修訂版均不適用本標準,然而,鼓勵根據本標準達成協議的各方研究是否可使用 這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本標準。 wb/t1024—2006木質門 3術語和定義 下列術語和定義適用于本標準 3.1 木質門wooddoor 見wb/t1024—2006中3.1。 3.2 保修期warranty 生產方根據有關規定給予使用方的免費維修時限。 3.

木質防火門工藝流程圖
格式:pdf
大小:75KB
頁數:2P
4.6
萬嘉木質防火門工藝流程圖 入庫 包裝 修色 裝配 修色 檢驗 噴漆 檢驗 噴漆 再補膩子 噴漆 檢驗 打磨 再補膩子 檢驗 打磨 刮灰 檢驗 鏤銑鎖孔、插銷孔 精刨、精修 刮灰 檢驗 釘夾板 根據客戶需 要選定夾板 釘防火板 檢驗 門框組裝 檢驗 精刨 烘干(含水率≤ 12%) 阻燃處理 釘四周封邊條 檢驗 門扇精切 骨架網格內填充珍珠 巖板及縫隙填充珍珠 巖粉、防火板與骨架、 夾板與防火板壓制 釘骨架網格 烘干(含水率≤ 12%) 阻燃處理下料 門框防火板、夾板 打裁口、打榫口 下料 門框方木門扇木骨架下料夾板、防火板下料 工地安裝 運輸 五金件裝配 與調試 檢驗 檢驗檢驗 膠合、壓制 噴漆
木質門工藝流程卡熱門文檔
木質門帶套安裝
格式:pdf
大小:8KB
頁數:5P
4.7
二.木質門帶套安裝 1.施工準備 1.1清理現場雜物、工作面,確保無螺釘、無顆粒、無硬物 等,熟悉周圍環境,設計合理的工作順序。 1.2將安裝產品分類整齊,擺放到位。安裝工人應將工作場 地、通道,做適當保護。 2.施工工藝 2.1確認洞口與門套的尺寸、型號應相符合,根據墻體的厚 度、門板寬度,在墻體定位劃線,劃線應平直準確。墻體不平整 時,以兩點為基準并作為基準面進行劃線,線必須垂直。在線上找 準木銷定位點進行定位。每米木銷點不少3個。 2.門套與墻體應三維水平垂直,垂直度允許公差2毫米。水平 平直度允許公差1毫米。門套與墻體間應加裝固定螺釘,每米不少 于3個。角接門套應加裝固定鐵片。門套與墻體間縫隙用發泡膠雙 面密封,發泡膠應涂勻,干后切割平整。套線接口處應平整嚴密無 縫隙。同側面套線應在一個平面,套線彎度允許公差1毫米。套線 與墻體間縫隙用膠密封處理。 3.

木質門的建議標準
格式:pdf
大小:29KB
頁數:2P
4.3
1.木質門允許偏差和檢驗方法 項目允許偏差(mm)檢驗方法 框、扇厚度+1.0,-1.0用千分尺檢查 框高度與寬度+3.0,+1.5用鋼尺檢查 扇高度與寬度-1.5,-3.0用鋼尺檢查 框、扇對角線長度差3.0用鋼尺檢查,框量里角,扇量外角 框、扇截口與線條結合處高低差1.0用鋼直尺和塞尺檢查 扇表面平整度2.0用1m靠尺和塞尺檢查 扇翹曲度3.0在檢查平臺上用塞尺檢查 框正、側面安裝垂直度1.0用1m垂直檢測尺檢查 框與扇、扇與扇接縫高低差1.0用鋼直尺和塞尺檢查 2.木質門的留縫限值和檢驗方法 項目留縫限值(mm)檢驗方法 門扇與上框間留縫1.5~4.0 用塞尺檢查 門扇與側框間留縫1.5~4.0 門扇與地面間留 縫 外門4.0~6.0 內門6.0~8.0 衛生間8.0~10.0 3.裝飾面貼面表面外觀
木質門工藝流程卡精華文檔
 《木質門安裝規范》和《木質門修理、更換和退貨規范》發布實施
《木質門安裝規范》和《木質門修理、更換和退貨規范》發布實施 《木質門安裝規范》和《木質門修理、更換和退貨規范》發布實施
格式:pdf
大小:52KB
頁數:1P
4.4
wb/t1047—2012《木質門安裝規范》和wb/t1048—2012《木質門修理、更換和退貨規范》兩部行業標準已由國家發展和改革委員會于2012年3月24日發布,并于今年7月1日正式實施。
木質展柜烤漆施工工藝流程
格式:pdf
大小:389KB
頁數:2P
4.6
木質展柜烤漆施工工藝流程 1.主要施工工藝 (1)清漆施工工藝: 清理柜臺展柜的木結構表面→磨砂紙打光→上潤泊粉→打磨砂紙→滿刮第一遍膩子,砂紙磨光→滿刮第二 遍膩子,細磨砂紙磨光→涂刷油色→噴第一遍漆→拼找顏色復補膩子,細砂紙磨光→噴第二遍漆,細砂紙 磨光→噴第三遍漆、晾干房晾干。磨光→水砂紙打磨光,打蠟、擦亮。 (2)混色油漆施工工藝: 首先清掃柜臺展柜層表面的灰塵和木質毛刺,修補基層→用磨砂紙打平木質表面→節疤處打漆片→打底刮 膩子→涂干性油→第一遍滿刮膩子→磨光→涂刷底層涂料→底層涂料干硬→涂刷面層→復補膩子進行修補 →磨光擦凈第三遍面漆涂刷第二遍涂料→磨光→第三遍面漆→拋光打蠟。 2.施工要點 清油噴涂的施工規范 打磨基層是噴涂清漆的重要工序,應首先將柜臺展柜木器表面的塵灰、油污、木削等雜志清楚干凈,上潤 油粉也是清漆涂刷的重要工序,施工時用棉絲蘸油粉涂抹在柜臺展柜木器的表面

木質門施工工藝標準
格式:pdf
大小:78KB
頁數:5P
4.5
木質門施工工藝標準 1.設計功能性尺寸、類別要求: 1.1分類 1.1.1按開啟方式分類 開啟方式及代號應符合表1的規定。 表1開啟方式與代號 開啟方式平開推拉折疊彈簧 代號ptzh 注:固定部分與平開門或推拉門組合時為平開門或推拉門。 1.1.2按構造分類 構造及代號應符合表2的規定。 表2構造與代號 構造全實木榫拼實木復合夾板模壓空心 代號qsk 1.1.3按飾面分類 飾面及代號應符合表3的規定。 表3飾面與代號 飾面木皮人造板高分子材料 代號mrg 1.1.4門扇開、關方向和開、關面的標志符號 門扇開、關方向和開、關面的標志符號應符合gb/t5825—1986的規定;即 順時針方向關閉用“5”表示(見圖1);逆時針方向關閉用“6”表示(見圖2)。 門扇的開面用“0”表示,門扇的關面用“1”表示。 1
木質門鋼質門工程標準
格式:pdf
大小:28KB
頁數:3P
4.4
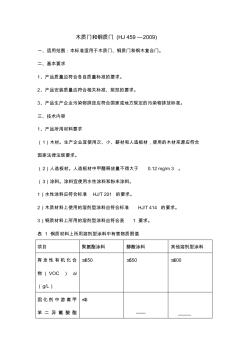
木質門和鋼質門(hj459—2009) 一、適用范圍:本標準適用于木質門、鋼質門和鋼木復合門。 二、基本要求 1、產品質量應符合各自質量標準的要求。 2、產品安裝質量應符合相關標準、規范的要求。 3、產品生產企業污染物排放應符合國家或地方規定的污染物排放標準。 三、技術內容 1、產品所用材料要求 (1)木材。生產企業宜使用次、小、薪材和人造板材,使用的木材來源應符合 國家法律法規要求。 (2)人造板材。人造板材中甲醛釋放量不得大于0.12mg/m3。 (3)涂料。涂料宜使用水性涂料和粉末涂料。 1)水性涂料應符合標準hj/t201的要求。 2)木質材料上使用的溶劑型涂料應符合標準hj/t414的要求。 3)鋼質材料上所用的溶劑型涂料應符合表1要求。 表1鋼質材料上所用溶劑型涂料中有害物質限值 項目聚氨酯涂料醇酸涂料其他溶劑型涂料 揮發性有機化合 物(
(工藝流程)實木門工藝流程參考
格式:pdf
大小:16KB
頁數:8P
4.4
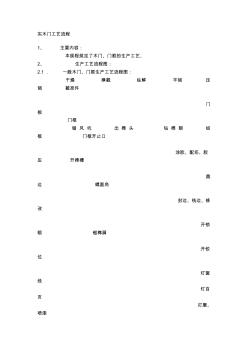
實木門工藝流程 1、主要內容: 本規程規定了木門、門框的生產工藝、 2、生產工藝流程圖: 2.1.一般木門、門框生產工藝流程圖: 干燥橫截縱解平刨壓 刨截準件 門 板 門框 鋸風坑出榫頭鉆榫眼組 框門框開止口 涂膠、配坯、膠 壓開榫槽 裁 邊螺圓角 封邊、銑邊、修 改 開鎖 眼鋸榫肩 開鉸 位 釘窗 線 釘百 頁 打磨、 噴漆 2.2.當生產的木門,門框較特殊時,其工藝流程允許有所改動。 3、各工序的加工工藝要求 3.1.干燥 3.1.1.見《木材干燥工藝規程》(hl/t9.1.5)。 3.2橫截 3.2.1.基本工藝和操作要求:根據圖紙的長度尺寸加上約10mm的加工余量進行 鋸切,同時,除去材料中不符合選材要求的缺陷部份(如開裂、腐朽、死節等)。 截料應在材料長度方向長短搭配,做到長材不短用,從而提高木材利用率。 3.2
木質門工藝流程卡最新文檔


成品木質門施工方案 (6)
格式:pdf
大小:27KB
頁數:5P
4.8
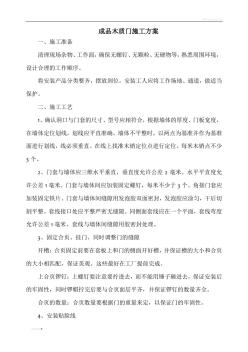
成品木質門施工方案 一、施工準備 清理現場雜物、工作面,確保無螺釘、無顆粒、無硬物等,熟悉周圍環境, 設計合理的工作順序。 將安裝產品分類整齊,擺放到位。安裝工人應將工作場地、通道,做適當 保護。 二、施工工藝 1、確認洞口與門套的尺寸、型號應相符合,根據墻體的厚度、門板寬度, 在墻體定位劃線,劃線應平直準確。墻體不平整時,以兩點為基準并作為基準 面進行劃線,線必須垂直。在線上找準木銷定位點進行定位。每米木銷點不少 3個。 2、門套與墻體應三維水平垂直,垂直度允許公差2毫米。水平平直度允 許公差1毫米。門套與墻體間應加裝固定螺釘,每米不少于3個。角接門套應 加裝固定鐵片。門套與墻體間縫隙用發泡膠雙面密封,發泡膠應涂勻,干后切 割平整。套線接口處應平整嚴密無縫隙。同側面套線應在一個平面,套線彎度 允許公差1毫米。套線與墻體間縫隙用膠密封處理。 3、固定合頁

木質門的安裝規范
格式:pdf
大小:43KB
頁數:4P
4.6
木質門的安裝規范 2009-4-916:14:47 1范圍 本標準規定了室內木質門的安裝基本規定和驗收規范。 本標準適用于室內木質門的安裝與驗收,亦適用于因門安裝不當,門扇變形引起的爭議和仲裁。 2規范性引用文件 下列文件中的條款通過本標準的引用而成為本標準的條款。凡是注日期的弓i用文件,其隨后所有的修改 單(不包括勘誤的內容)或修訂版均不適用于本標準,然而,鼓勵根據本標準達成協議的各方研究是否可 使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本標準。 wb/t1024一2006木質門 jgj103一%塑料門窗安裝及驗收規程 jg/t187一2006建筑門窗用密封膠條 jg/t187一2006建筑門窗用密封膠條 jg/t130一2000聚氯乙烯(pvc)門窗半圓鎖 jg/t130一2000聚氯乙烯(pvc)撐擋 jg/t
《木質門安裝規范》和《木質門修理、更換和退貨規范》發布實施 《木質門安裝規范》和《木質門修理、更換和退貨規范》發布實施
格式:pdf
大小:74KB
頁數:未知
4.5
wb/t1047—2012《木質門安裝規范》和wb/t1048—2012《木質門修理、更換和退貨規范》兩部行業標準已由國家發展和改革委員會于2012年3月24日發布,并于今年7月1日正式實施。
工藝流程(木門、木地板).
格式:pdf
大小:839KB
頁數:23P
4.6
二、工藝流程 (一)木門的制作 實木復合門分兩種,免漆門也是實木復合門里的一種。 我們常見的實木復合門為五層結構。芯材為實木,實材的兩 邊各帖一層復合板(密度板),之后在復合板的表層再帖實 木皮或者pvc膜,或者耐磨板。帖實木皮的門,表層還需 要做油漆,一般為四底兩面。帖pvc膜或者耐磨板的,表 層無需再做油漆了,這種門也就是俗稱的免漆門。所以,免 漆門和清油(混油)門的區別就是:首先是表層帖的面不一 樣,其次是前者不用再噴油漆,后者需要噴油漆。 ①木門用料:表面貼木片,邊框是實木條,芯層為 mdf(高密度中纖板)和pb(刨花板) ②做好的木門表面要貼木皮。用tm2480d真空異型覆 膜機。這種設備是專門用來貼曲面的,還有另一種設備是專 門用來貼平面的。 工藝流程: 框架料準備→釘框架→壓基礎門→精密鋸裁邊(基礎 門)→基礎門開槽(基礎門定厚砂光)→釘造型板→冷壓造
木門木飾面工藝流程及說明
格式:pdf
大小:2.9MB
頁數:27P
4.7
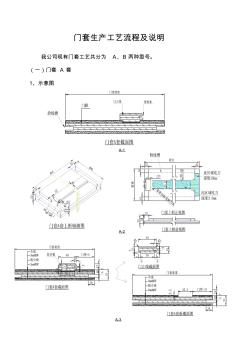
門套生產工藝流程及說明 我公司現有門套工藝共分為a、b兩種型號。 (一)門套a套 1、示意圖 a-1 a-2 a-3 2.1、生產工藝流程圖 工藝說明 1)備料;包括復合板、木皮、門止線等的備料,到倉庫統一領取。復合板 為已加工完畢的2440×1220×22+0.2-0.2規格料(結構如a-3示意圖)。門 止線為15膠合板銑型后直接包覆木皮。 2)砂光定厚:保證厚度統一,方便后工序加工,注:白色封閉漆不用砂光。 (指定設備:硬輥砂光機)。 3)下料;根據生產明細進行排料下料,長度加20mm加工余量,寬度不加 余量;下料寬度誤差±0.5mm,允許側彎范圍為1mm/m。2)、3)工序 可根據實際情況調換。(指定設備:直線鋸、高精密推臺鋸、多片鋸)。 4)貼皮;先大面熱壓貼皮,再窄面封邊。 (指定設備:熱壓機、封邊機) 5)開槽;按工藝圖紙開套板臉線槽、門止線槽。
木質門工藝流程卡相關
文輯推薦
知識推薦
百科推薦


職位:專職安全管理人員
擅長專業:土建 安裝 裝飾 市政 園林


