

埋弧焊主要焊接工藝參數(shù)的簡(jiǎn)便計(jì)算公式
格式:pdf
大小:767KB
頁(yè)數(shù):2P
人氣 :91
 4.6
4.6
埋弧焊主要焊接工藝參數(shù)的簡(jiǎn)便計(jì)算公式




埋弧焊焊接工藝
格式:pdf
大小:3.5MB
頁(yè)數(shù):33P
1.3埋弧焊工藝參數(shù)及焊接技術(shù) 影響焊縫形狀、性能的因素 弧焊主要適用于平焊位置焊接,如果采用一定工裝輔具也可以實(shí)現(xiàn)角焊和橫焊位置的焊接。埋弧焊時(shí)影響焊 和性能的因素主要是焊接工藝參數(shù)、工藝條件等。本節(jié)主要討論平焊位置的情況。 焊接工藝參數(shù)的影響影響埋弧焊焊縫形狀和尺寸的焊接工藝參數(shù)有焊接電流、電弧電壓、焊接速度和焊 等。 )焊接電流當(dāng)其他條件不變時(shí),增加焊接電流對(duì)焊縫熔深的影響(如圖1所示),無(wú)論是y形坡口還是i形 正常焊接條件下,熔深與焊接電流變化成正比,即狀的影響,如圖2所示。電流小,熔深淺,余高和寬度不 流過(guò)大,熔深大,余高過(guò)大,易產(chǎn)生高溫裂紋。 圖1焊接電流與熔深的關(guān)系(φ4.8mm) 圖2焊接電流對(duì)焊縫斷面形狀的影響 a)i形接頭b)y形接頭 )電弧電壓電弧電壓和電弧長(zhǎng)度成正比,在相同的電弧電壓和焊接電流時(shí),如果選用的焊劑不
常用焊接工藝參數(shù)規(guī)范
格式:pdf
大小:81KB
頁(yè)數(shù):5P
*********有限公司 ******09-2015 常用焊接工藝參數(shù)規(guī)范 編制:________________日期:_______________ 校對(duì):________________日期:_______________ 審核:________________日期:_______________ 批準(zhǔn):________________日期:_______________ 一、目的 為了方便車間在焊接操作過(guò)程中能快速查閱相關(guān)焊接工藝參數(shù),特整理了本公司常用 的焊接工藝參數(shù)。 二、內(nèi)容 2.1.表1歸納了本公司常用電弧焊用的焊接工藝參數(shù),未在本表內(nèi)的焊接工藝參數(shù)請(qǐng) 查閱《焊接作業(yè)指導(dǎo)書(shū)(手工電弧焊)》。 表1常用焊條電弧焊用的焊接工藝參數(shù)參考表 焊縫空 間位置 焊縫斷面圖 焊件厚度 或焊腳尺 寸/mm 第一層焊縫以后各層
編輯推薦下載
焊接工藝參數(shù)
格式:pdf
大小:58KB
頁(yè)數(shù):6P
4.5
焊接工藝指導(dǎo)書(shū) 電弧焊工藝 1接口 焊條電弧焊的接頭主要有對(duì)接接頭、t形接頭、角接接頭和搭接接頭四種。 1.1對(duì)接接頭 對(duì)接接頭是最常見(jiàn)的一種接頭形式,按照坡口形式的不同,可分為i形對(duì)接接頭(不開(kāi)坡口)、 v形坡口接頭、u形坡口接頭、x形坡口接頭和雙u形坡口接頭等。一般厚度在6mm以 下,采用不開(kāi)坡口而留一定間隙的雙面焊;中等厚度及大厚度構(gòu)件的對(duì)接焊,為了保證焊透, 必須開(kāi)坡口。v形坡口便于加工,但焊后構(gòu)件容易發(fā)生變形;x形坡口由于焊縫截面對(duì)稱, 焊后工件的變形及內(nèi)應(yīng)力比v形坡口小,在相同板厚條件下,x形坡口比v形坡口要減少 1/2填充金屬量。u形及雙u形坡口,焊縫填充金屬量更少,焊后變形也很小,但這種坡 口加工困難,一般用于重要結(jié)構(gòu)。 1.2t形接頭 根據(jù)焊件厚度和承載情況,t形接頭可分為不開(kāi)坡口,單邊v形

埋弧焊主要焊接工藝參數(shù)的簡(jiǎn)便計(jì)算公式熱門(mén)文檔

焊接工藝參數(shù)對(duì)焊接質(zhì)量的影響分析
格式:pdf
大小:112KB
頁(yè)數(shù):1P
4.7
焊接工藝參數(shù)對(duì)焊接質(zhì)量的影響是復(fù)雜且巨大的,對(duì)其進(jìn)行詳細(xì)、切合實(shí)際的分析具有重要意義。文章首先介紹了焊接工藝的概念和特點(diǎn),其次主要從焊接電流、焊接電壓、焊接速度三大方面詳細(xì)分析焊接工藝參數(shù)對(duì)焊接質(zhì)量的影響,提出自己的見(jiàn)解。
 鋼筋焊接網(wǎng)焊接工藝參數(shù)優(yōu)化
鋼筋焊接網(wǎng)焊接工藝參數(shù)優(yōu)化 鋼筋焊接網(wǎng)焊接工藝參數(shù)優(yōu)化
格式:pdf
大小:498KB
頁(yè)數(shù):3P
4.8
介紹了新型建筑材料鋼筋焊接網(wǎng),分析了焊接參數(shù)對(duì)于剪切力、焊縫直徑的影響規(guī)律,優(yōu)化了鋼筋焊接網(wǎng)焊接工藝參數(shù)。
直縫焊管多絲埋弧焊焊接工藝 直縫焊管多絲埋弧焊焊接工藝
格式:pdf
大小:466KB
頁(yè)數(shù):3P
4.8
以材質(zhì)為x70,φ1016×26.2mm的直縫焊管為例,對(duì)其多絲埋弧焊焊接工藝進(jìn)行了研究。對(duì)影響直縫焊管焊接質(zhì)量的電源、焊劑、焊絲、焊接工藝參數(shù)進(jìn)行了分析。通過(guò)分析,為各種不同口徑、材質(zhì)直縫焊管的多絲埋弧焊焊接工藝研究奠定了基礎(chǔ)。
焊接工藝碳足跡分析及其工藝參數(shù)優(yōu)化 焊接工藝碳足跡分析及其工藝參數(shù)優(yōu)化
格式:pdf
大小:318KB
頁(yè)數(shù):5P
4.6
以提高焊接工藝過(guò)程中資源和能源利用效率,減少碳排放為目的,從物料、能源、廢棄物3個(gè)維度,對(duì)焊接加工過(guò)程碳排放機(jī)理加以分析.根據(jù)焊接及數(shù)學(xué)理論建立了焊接過(guò)程的碳排放特性函數(shù).對(duì)回流焊接設(shè)備影響碳排放的因子進(jìn)行分析,建立遺傳算法優(yōu)化模型,并找出了最優(yōu)解.
直縫焊管多絲埋弧焊焊接工藝 直縫焊管多絲埋弧焊焊接工藝
格式:pdf
大小:168KB
頁(yè)數(shù):2P
4.3
針對(duì)多絲埋弧焊焊接工藝進(jìn)行了分析和探討,同時(shí)分析了焊絲、焊劑以及電源等對(duì)直縫焊管焊接質(zhì)量具有直接影響的因素。通過(guò)上述的研究,希望能夠有效的促進(jìn)多絲埋弧焊焊接工藝在各種不同材質(zhì)以及不同口徑等方面的進(jìn)一步發(fā)展。
埋弧焊主要焊接工藝參數(shù)的簡(jiǎn)便計(jì)算公式精華文檔
焊接工藝參數(shù)一覽表 (2)
格式:pdf
大小:110KB
頁(yè)數(shù):2P
4.5
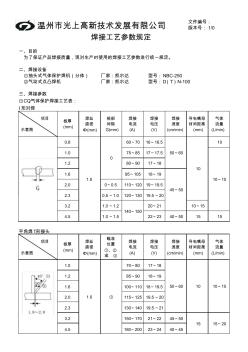
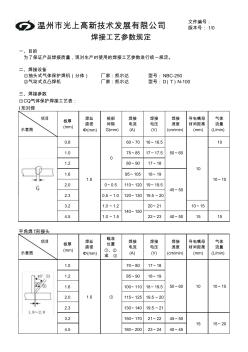
文件編號(hào): 版本號(hào):1/0 一、目的 為了保證產(chǎn)品焊接質(zhì)量,現(xiàn)對(duì)生產(chǎn)時(shí)使用的焊接工藝參數(shù)進(jìn)行統(tǒng)一規(guī)定。 二、焊接設(shè)備 ①抽頭式氣體保護(hù)焊機(jī)(分體)廠家:凱爾達(dá)型號(hào):nbc-250 ②氣動(dòng)式點(diǎn)凸焊機(jī)廠家:凱爾達(dá)型號(hào):d(t)n-100 三、焊接參數(shù) ①co2氣體保護(hù)焊接工藝表: i形對(duì)焊 項(xiàng)目 示意圖 板厚 (mm) 焊絲 直徑 φ(mm) 根部 間隙 g(mm) 焊接 電流 (a) 焊接 電壓 (v) 焊接 速度 (cm/min) 導(dǎo)電嘴母 材間距離 (mm) 氣體 流量 (l/min) 0.860~7016~16.510 1.075~8517~17.5 1.280~9017~18 1.695~10518~19 2.00~0.5110~12019~19.5 2
熱板焊接工藝參數(shù)卡
格式:pdf
大小:65KB
頁(yè)數(shù):2P
4.7
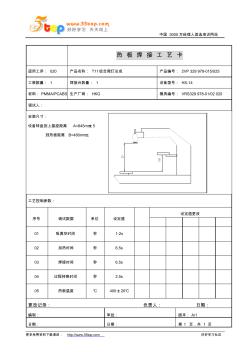
中國(guó)3000萬(wàn)經(jīng)理人首選培訓(xùn)網(wǎng)站 更多免費(fèi)資料下載請(qǐng)進(jìn):http://www.***.***好好學(xué)習(xí)社區(qū) 熱板焊接工藝卡 適用工序:020產(chǎn)品名稱:t11組合尾燈總成產(chǎn)品編號(hào):2vp329978-015/025 工裝數(shù)量:1焊接臺(tái)數(shù)量:1設(shè)備型號(hào):hs-14 材料:pmma/pcabs生產(chǎn)廠商:hkg模具編號(hào):vrs329978-01/02020 調(diào)試人: 安裝尺寸: 設(shè)備轉(zhuǎn)盤(pán)到上基座距離a=845mm±5 到熱板距離b=480mm± 工藝控制參數(shù): 序號(hào)調(diào)試數(shù)據(jù)單位設(shè)定值 設(shè)定值更改 01吸真空時(shí)間秒1-2s 02加熱時(shí)間秒6.5s 03焊接時(shí)間秒6.5s 04過(guò)程轉(zhuǎn)換時(shí)間秒2.5s 05熱板溫度℃400±20℃ 更改記錄:負(fù)責(zé)人:日期: 編制:審批:版本

焊接工藝參數(shù)表
格式:pdf
大小:19KB
頁(yè)數(shù):1P
4.5
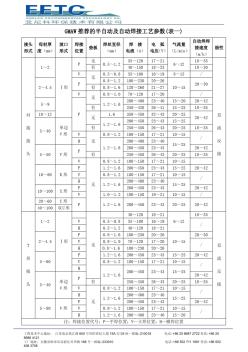
鎢極直徑 熔滴過(guò)渡形式co2magco2magco2magco2mag 焊接電流范圍(a)50-15030-15070-18050-30080-35060-440140-500120-550 電弧電壓范圍(v)18-2217-2218-2218-3219-3419-3520-3819-40 適用板厚(mm)0.9-40.4-62--122--202--2520-504-804-100 焊接電流范圍(a)30-12050-30060-440120-500 電弧電壓范圍(v)17-2418-3419-3524-40 適用板厚(mm)0.4-61--122--204-50 短路噴射短路噴射 100-200220-400140-220240-500 電弧電壓范圍(v)16-2222
超聲波焊接工藝參數(shù)表
格式:pdf
大小:25KB
頁(yè)數(shù):1P
4.5
xxxxxxx制造有限公司 超聲波焊接工藝參數(shù)表q/xd2015-2011-bo 焊接機(jī)編號(hào):1#no: 產(chǎn)品型號(hào)及焊接位置功率檔位(檔)空載電流(a) 焊接高度 (mm) 工作壓力 kg/cm2 熔接時(shí)間(s)延遲時(shí)間(s)固化時(shí)間(s)備注 編制人:編制日期:批準(zhǔn)人:批準(zhǔn)日期:
埋弧焊主要焊接工藝參數(shù)的簡(jiǎn)便計(jì)算公式最新文檔
焊接工藝參數(shù)一覽表
格式:pdf
大小:110KB
頁(yè)數(shù):2P
4.4
文件編號(hào): 版本號(hào):1/0 一、目的 為了保證產(chǎn)品焊接質(zhì)量,現(xiàn)對(duì)生產(chǎn)時(shí)使用的焊接工藝參數(shù)進(jìn)行統(tǒng)一規(guī)定。 二、焊接設(shè)備 ①抽頭式氣體保護(hù)焊機(jī)(分體)廠家:凱爾達(dá)型號(hào):nbc-250 ②氣動(dòng)式點(diǎn)凸焊機(jī)廠家:凱爾達(dá)型號(hào):d(t)n-100 三、焊接參數(shù) ①co2氣體保護(hù)焊接工藝表: i形對(duì)焊 項(xiàng)目 示意圖 板厚 (mm) 焊絲 直徑 φ(mm) 根部 間隙 g(mm) 焊接 電流 (a) 焊接 電壓 (v) 焊接 速度 (cm/min) 導(dǎo)電嘴母 材間距離 (mm) 氣體 流量 (l/min) 0.860~7016~16.510 1.075~8517~17.5 1.280~9017~18 1.695~10518~19 2.00~0.5110~12019~19.5 2
Q345D鋼埋弧焊的焊接材料、焊接工藝及應(yīng)用 Q345D鋼埋弧焊的焊接材料、焊接工藝及應(yīng)用
格式:pdf
大小:76KB
頁(yè)數(shù):2P
4.3
q345d鋼埋弧焊首次在我公司應(yīng)用,通過(guò)選擇適當(dāng)?shù)暮附硬牧稀⒑附庸に?使焊接接頭滿足低溫韌性,-20℃沖擊試驗(yàn)要求,并通過(guò)焊接工藝評(píng)定進(jìn)行驗(yàn)證。

埋弧焊焊接參數(shù)選擇標(biāo)準(zhǔn)
格式:pdf
大小:499KB
頁(yè)數(shù):19P
4.5
本標(biāo)準(zhǔn)所引用的技術(shù)規(guī)范與標(biāo)準(zhǔn)分為“執(zhí)行技術(shù)規(guī)范與標(biāo)準(zhǔn)”和“參考技術(shù)規(guī)范 與標(biāo)準(zhǔn)”兩部分。 2.1執(zhí)行技術(shù)規(guī)范與標(biāo)準(zhǔn) 2.1.1gb50205-2002《鋼結(jié)構(gòu)工程施工及驗(yàn)收規(guī)范》 2.1.2gb986-88《埋弧焊焊縫坡口的基本形式和尺寸》 2.1.3jgj81-2002《建筑鋼結(jié)構(gòu)焊接技術(shù)規(guī)程》 2.1.4gb50205-2001《鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收規(guī)范》 2.1.5gb5293《碳素鋼埋弧焊用焊劑》 2.2參考技術(shù)規(guī)范與標(biāo)準(zhǔn) 2.2.1《鋼結(jié)構(gòu)制作安裝手冊(cè)》 2.2.2《建筑鋼結(jié)構(gòu)施工手冊(cè)》 2.2.3《焊接手冊(cè)》 2.2.4《鋼結(jié)構(gòu)工程施工工藝標(biāo)準(zhǔn)》 三部分:埋弧自動(dòng)焊接技術(shù) 3.1焊接原理: 焊接電弧是在焊劑層下的焊絲與母材之間產(chǎn)生,電弧熱使其周圍的母材、焊絲 和
 焊接工藝參數(shù)對(duì)焊接變形及殘余應(yīng)力的影響
焊接工藝參數(shù)對(duì)焊接變形及殘余應(yīng)力的影響 焊接工藝參數(shù)對(duì)焊接變形及殘余應(yīng)力的影響
格式:pdf
大小:1.2MB
頁(yè)數(shù):4P
4.5
為了研究焊接工藝參數(shù)對(duì)焊接變形及殘余應(yīng)力的影響,文章基于非線性有限元法對(duì)平板對(duì)接焊焊接過(guò)程進(jìn)行了數(shù)值模擬,結(jié)果表明:對(duì)于焊縫中心線上任一點(diǎn),橫向變形隨外界環(huán)境溫度的升高而減小;在3種熱源功率下,最大橫向變形均出現(xiàn)在焊接末端,其值隨熱源功率的增大而減小。說(shuō)明外界環(huán)境溫度越高,焊接效果越好,焊接熱源功率越大,焊接效果越好。
ZG35CrMo埋弧焊焊接工藝 ZG35CrMo埋弧焊焊接工藝
格式:pdf
大小:195KB
頁(yè)數(shù):3P
4.5
通過(guò)對(duì)zg35crmo進(jìn)行埋弧焊焊接試驗(yàn),并對(duì)不同焊后熱處理狀態(tài)下的接頭性能進(jìn)行對(duì)比,結(jié)果表明:調(diào)質(zhì)態(tài)下焊接,焊后去氫、去應(yīng)力退火處理與正火狀態(tài)下焊接、焊后整體調(diào)質(zhì)的焊接接頭在抗拉強(qiáng)度和沖擊韌性方面存在明顯差異;采用調(diào)質(zhì)態(tài)下焊接、焊后去應(yīng)力退火處理的埋弧焊工藝可以獲得綜合性能最優(yōu)的焊接接頭。
ZG35CrMo埋弧焊焊接工藝?? ZG35CrMo埋弧焊焊接工藝??
格式:pdf
大小:195KB
頁(yè)數(shù):3P
4.7
通過(guò)對(duì)zg35crmo進(jìn)行埋弧焊焊接試驗(yàn),并對(duì)不同焊后熱處理狀態(tài)下的接頭性能進(jìn)行對(duì)比,結(jié)果表明:調(diào)質(zhì)態(tài)下焊接,焊后去氫、去應(yīng)力退火處理與正火狀態(tài)下焊接、焊后整體調(diào)質(zhì)的焊接接頭在抗拉強(qiáng)度和沖擊韌性方面存在明顯差異;采用調(diào)質(zhì)態(tài)下焊接、焊后去應(yīng)力退火處理的埋弧焊工藝可以獲得綜合性能最優(yōu)的焊接接頭。
低溫鋼09MnNiDR埋弧焊的焊接工藝 低溫鋼09MnNiDR埋弧焊的焊接工藝
格式:pdf
大小:124KB
頁(yè)數(shù):未知
4.3
低溫用鋼主要用于低溫下工作的容器、管道和結(jié)構(gòu),如液化石油氣儲(chǔ)罐、冷凍設(shè)備及石油化工低溫設(shè)備等。對(duì)低溫用鋼的主要性能要求是保證在使用溫度下具有足夠的韌性及抵抗脆性破壞的能力。現(xiàn)以2004年吉林石化12萬(wàn)t/年丁醇項(xiàng)-丁辛醇裝置中丙烯凈化器的焊接為例介紹低溫鋼的焊接性。
單電雙細(xì)絲埋弧焊焊接工藝試驗(yàn)研究 單電雙細(xì)絲埋弧焊焊接工藝試驗(yàn)研究
格式:pdf
大小:246KB
頁(yè)數(shù):未知
4.5
通過(guò)單電雙細(xì)絲與單電單粗絲埋弧焊工藝的對(duì)比試驗(yàn)研究,得出:與單電單粗絲埋弧焊工藝相比,單電雙細(xì)絲埋弧焊的焊接熔敷速度更高。其原因是焊接電流與焊絲直徑是影響熔敷速度的主要因素,在同等的焊接電流下,單電雙細(xì)絲埋弧焊的焊絲直徑較小,電流密度更大,因而焊接熔敷速度更高;與單電單粗絲埋弧焊工藝相比,由于單電雙細(xì)絲埋弧焊可使用較高的焊接速度,因此在焊接電流、電壓相同的條件下,單電雙細(xì)絲埋弧焊可獲得更低的焊接熱輸入和良好的焊接接頭沖擊韌性。
紫銅管的氬弧焊焊接工藝 紫銅管的氬弧焊焊接工藝
格式:pdf
大小:83KB
頁(yè)數(shù):未知
4.5
紫銅管的氬弧焊焊接工藝河北省電建第二工程公司鄧子剛手工鎢極氬弧焊焊接紫銅管克服了氧一乙炔焊存在的缺點(diǎn),使焊接接頭強(qiáng)度高,成型美觀漂亮。本文主要介紹了手工鎢極氬弧焊焊接不同壁厚紫銅管的焊前準(zhǔn)備,焊接材料以及焊接工藝。經(jīng)上安電廠氫站紫銅管的焊接和贊皇縣化...
埋弧焊主要焊接工藝參數(shù)的簡(jiǎn)便計(jì)算公式相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:駐場(chǎng)建筑師
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


