

必須重視門窗用PVC-U型材的功能結構尺寸和公差
格式:pdf
大小:999KB
頁數:5P
人氣 :78
 4.3
4.3
本文通過國內外的對照,說明檢測門窗用PVC-U型材功能結構尺寸和公差的重要性。僅按GB 8814檢測門窗用PVC-U型材是很不全面的。



 PVC-U門窗異型材加熱后尺寸變化率的研究
PVC-U門窗異型材加熱后尺寸變化率的研究 PVC-U門窗異型材加熱后尺寸變化率的研究
格式:pdf
大小:429KB
頁數:2P
研究了生產工藝和配方對pvc-u門窗異型材加熱后尺寸變化率的影響,結果表明:隨著牽引速度的增加,加熱后型材尺寸變化率大幅上升;cpe和加工改性劑acr用量的小幅度變化,對加熱后型材尺寸變化率的影響較小,可以忽略;caco3的用量與加熱后型材尺寸變化率成反比。
PVC-U門窗異型材加熱后尺寸變化率的研究 PVC-U門窗異型材加熱后尺寸變化率的研究
格式:pdf
大小:96KB
頁數:未知
研究了生產工藝和配方對pvc—u門窗異型材加熱后尺寸變化率的影響,結果表明:隨著牽引速度的增加,加熱后型材尺寸變化率大幅上升;cpe和加工改性劑acr用量的小幅度變化,對加熱后型材尺寸變化率的影響較小,可以忽略;caco3的用量與加熱后型材尺寸變化率成反比。
編輯推薦下載
PVC-U門窗型材報告
格式:pdf
大小:17KB
頁數:1P
4.6
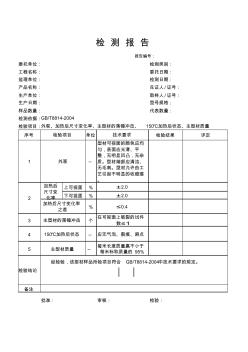
委托單位:檢測類別: 工程名稱:委托日期: 監理單位:檢測日期: 產品名稱:見證人/證號: 生產單位:取樣人/證號: 生產日期:型號規格: 樣品數量:代表數量: 檢測依據: 檢驗項目: 序號單位檢驗結果評定 1-- 上可視面% 下可視面% % 3個 4-- 5-- 備注 批準:審核:檢驗: 2 檢驗結論 加熱后 尺寸變 化率 經檢驗,該型材樣品所檢項目符合gb/t8814-2004中技術要求的規定。 150℃加熱后狀態應無氣泡、裂痕、麻點 外觀 型材可視面的顏色應均 勻,表面應光滑、平 整,無明顯凹凸,無雜 質。型材端部應清潔、 無毛刺。型材允許由工 藝引起不明顯的收縮痕 。 ±2.0 ±2.0 主型材質量 每米長度質量贏不小于 每米標稱質量的95% 加熱后尺寸變化率 之差 ≤0.4 主型材的落錘沖擊 在可視面上破裂的試件 數≤1 g
門窗PVC-U主型材可焊接性和角強度 門窗PVC-U主型材可焊接性和角強度
格式:pdf
大小:623KB
頁數:2P
4.7
本文介紹了門窗pvc-u主型材可焊接性與角強度檢測方法的不同,并詳細說明兩種檢測方法得出的檢測結果的區別,新門窗標準和型材標準中相關規定的聯系與區別,以及理論計算fc和試驗測得fc,目的在于說明采用可焊接性檢測方法,并通過計算得到受壓彎曲應力σc,比采用角強度檢測方法得出的結果更具科學、公正、合理性。
門窗用PVC-U型材的功能結構尺寸和公差熱門文檔
門窗標準型材尺寸
格式:pdf
大小:9KB
頁數:1P
4.3
3門窗用材料 3.1一般規定 3.1.1門窗受力桿件應經試驗或設計計算確定,100m以上建筑外門窗應出具抗風壓計算書。 3.1.2門窗采用的型材、增強型鋼、密封條、密封膠、玻璃和五金件等均應符合現行國家 標準和相應標準、規范的有關規定。 3.1.3門窗應通過型材和玻璃制品的合理選擇與搭配,滿足建筑設計中的節能、使用安全 和其它物理、力學性能要求。 3.1.4門窗五金件應具有足夠的強度,啟閉靈活、無噪聲,滿足使用、環保、耐腐蝕、抗 疲勞、易更換和安全的要求。其表面質量應具有良好的耐候性,手觸摸的部位表面應光滑 并具有良好的耐磨性。與門窗型材直接接觸的五金件、緊固件、密封條、玻璃墊塊和密封 膠等材料應與其相容。 3.1.5正常使用條件下,中空玻璃的使用壽命不得低于15年。 3.2門窗型材 3.2.1未增塑聚氯乙烯(pvc-u)型材應符合現行國家標準《門、窗用未增塑聚氯
《門、窗框用硬聚氯乙烯(PVC-U)型材》新國標實施 《門、窗框用硬聚氯乙烯(PVC-U)型材》新國標實施
格式:pdf
大小:84KB
頁數:未知
4.7
gb/t8814—1998《門、窗框用硬聚氯乙烯(pvc—u)型材》國家標準于1998年9月29日發布,1999年5月1日正式實施。從新標準生效之日起,舊標準gb/t8814-88即廢止。上述標準從發布之日起到實施之日止,中間有半年的時間讓各生產企業過渡、調整,按標準的要求對產品的配方、工藝進行適當的調整,組織生產,生產出達標的產品。gb/t8814一1998標準對gb/t8814一88標準的五項項目指標進行了適當的修改,如拉伸試驗的
淺談PVC-U異型材加熱后尺寸變化率的影響因素 淺談PVC-U異型材加熱后尺寸變化率的影響因素
格式:pdf
大小:131KB
頁數:2P
4.6
作者從原材料、設備、擠出工藝和檢測時間4個方面討論了影響pvc-u異型材尺寸變化率的因素。
門窗用PVC-U型材的功能結構尺寸和公差精華文檔
PVC-U異型材門窗焊接工藝的探討 PVC-U異型材門窗焊接工藝的探討
格式:pdf
大小:427KB
頁數:3P
4.5
采用四因素三水平正交試驗考察了影響pvc-u異型材門窗焊接強度的關鍵因素(焊接溫度、熔融時間、焊接時間、焊接壓力等)。結果表明:①影響pvc-u異型材門窗焊角強度的最主要因素是熔融時間,之后依次是焊接時間、焊接壓力、焊接溫度;②適宜的工藝條件為:焊接溫度245~255℃、熔融時間30s左右、焊接時間30s左右、焊接壓力0.4mpa左右。
門窗副框尺寸允許偏差是多少
格式:pdf
大小:13KB
頁數:5P
4.7
1 門窗副框尺寸允許偏差是多少 平開門扇與框搭接寬度允許偏差±2mm; 平開門窗同樘門窗相鄰扇的橫角高度差允許偏差±2mm; 平開門窗框鉸鏈部位的配合間隔c允許偏差+2mm、-1mm; 推拉門窗門搭接亮度允許偏差+1.5mm、-3mm; 推拉門窗扇與框或相鄰扇立邊水平度允許偏差±2mm 一、加工檢查1、型材檢查1.1長度尺寸允許偏差+15mm、-0mm。1.2斷面 尺寸允許偏差±0.3mm。1.3扣條與主料配合縫允許偏差0.3mm。1.4壁厚允許 偏差±0.1mm。1.5表面應平滑,不允許有裂紋及影響使用雜質和氣泡等缺陷。1.6 顏色一致,不能有明顯色差。2、下料檢查2.1尺寸允許偏差±0.5mm。2.2斷面 尺寸允許偏差±0.3mm。2.3扣條與主料配合縫允許偏差0.3mm。2.4彎曲度允 許偏差
 PVC-U塑料門窗型材抗沖改性劑應用
PVC-U塑料門窗型材抗沖改性劑應用 PVC-U塑料門窗型材抗沖改性劑應用
格式:pdf
大小:324KB
頁數:未知
4.7
通過對氯化聚乙烯(cpe)和聚丙烯酸酯(acr)抗沖改性劑的性能及其抗沖機理的分析,對目前國內塑料門窗使用的抗沖改性劑提出了一些建議。
門窗用PVC-U型材的功能結構尺寸和公差最新文檔
從PVC-U型材標準的變化看型材質量的區分 從PVC-U型材標準的變化看型材質量的區分
格式:pdf
大小:616KB
頁數:4P
4.7
gb/t8814-2004《門、窗用未增塑聚氯乙烯(pvc-u)型材》已實施。通過對pvc-u型材標準前后變化的比較,以及對新標準的主要性能要求的分析,以區分pvc-u型材的質量。
門、窗用未增塑聚氯乙烯(PVC-U)型材作業指導書綜述
格式:pdf
大小:27KB
頁數:8P
4.8
門、窗用未增塑聚氯乙烯(pvc-u)型材作業指導書 1范圍 本標準適用于顏色范圍在l≥82,-2.5≤a≤5,-5≤b≤15內的未增塑聚氯乙 烯型材。 2規范性引用文件 gb/t1633-2000 gb/t2828.1-2003 gb/t9341-2000 gb/t13525-1992 gb/t16422.2-1999 iso179:2000 3要求 5.1材料性能 型材材料的性能應滿足要求。 5.2外觀 型材可視面的顏色應均勻,表面應光滑、平整、無明顯凹凸,無雜質。型材 端部應清潔、無毛刺。 型材允許有由工藝引起不明顯的收縮痕。 5.3尺寸和偏差 5.3.1外形尺寸和極限偏差 型材外形尺寸極限偏差應符合表4的規定 表4外形尺寸和極限偏差單位為毫米 外形尺寸極限偏差 厚度(d)≤80±0.3 >80±0.5 寬度(w)±0
門、窗用PVC-U塑料異型材截面設計思路 門、窗用PVC-U塑料異型材截面設計思路
格式:pdf
大小:947KB
頁數:3P
4.3
簡述門、窗用pvc-u塑料異型材截面設計流程及方法,應首先考慮目標地區的氣候特點,然后從塑料門窗的抗風壓性能、氣密性能、水密性能、保溫性能、空氣聲隔聲性能、采光性能等六大性能著手確定截面設計方案,并參照塑料門窗標準進行細節設計,最后對門窗截面進行各種數據驗證。
淺議門、窗用PVC-U塑料異型材發展趨勢 淺議門、窗用PVC-U塑料異型材發展趨勢
格式:pdf
大小:599KB
頁數:3P
4.6
簡述了pvc-u塑料異型材技術現狀和發展趨勢。著重闡述了塑料異型材正向大尺寸、厚壁厚、腔室、多密封方向發展。目前,塑料異型材表面彩色化已經普及,對推拉門窗性能有所提升。膠條后共擠得到了改進并廣泛應用。塑料異型材在理論設計、技術驗證方面都取得了長足進步。
PVC-U管_壁厚和管徑允許偏差
格式:pdf
大小:54KB
頁數:5P
4.4
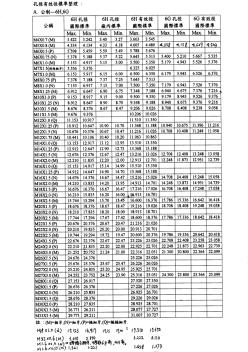
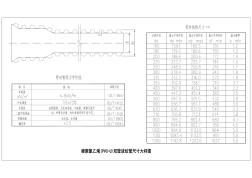
硬聚氯乙烯(pvc-u)管材外徑和壁厚極限偏差 發布日期:1991-07-03 本標準參照采用國際標準iso3606——1976《硬聚氯乙烯(pvc) 管材外徑和壁厚》。 1主題內容與適用范圍本標準規定了各種流體輸送用圓截面硬聚氯 乙烯(pvc-u)管材(以下簡稱管材)外徑和壁厚允許的極限偏差。 本標準適用于各種流體輸送用圓截面硬聚氯乙烯(pvc-u)管材。2 引用標準gb4217熱塑性塑料管材的公稱外徑和公稱壓力(公制 系列)gb8806塑料管材尺寸測量方法gb10798熱塑性塑料 管材通用壁厚表 3外徑極限偏差3.1定義3.1.1公稱外徑(de):符合gb4217 表中所列的管材公稱外徑的一種。3.1.2任何部位外徑(di):管材 任何橫斷面任何直徑的測量值。測量結果精確到0.1mm。小數點后 第二位大于零時進
 從工藝條件提高PVC-U異型材的性能
從工藝條件提高PVC-U異型材的性能 從工藝條件提高PVC-U異型材的性能
格式:pdf
大小:214KB
頁數:3P
4.7
加工工藝對塑料異型材的物理化學性能有重要影響,本文重點從加工工藝和填充等方面來研究對pvc型材的性能影響,并設計高效的型材配方。
門窗洞口尺寸偏差控制關鍵技術要求
格式:pdf
大小:2.9MB
頁數:11P
4.4
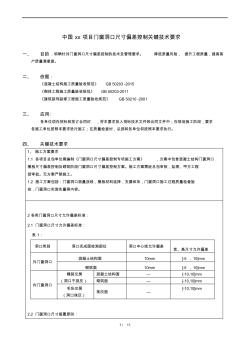
1/11 中國xx項目門窗洞口尺寸偏差控制關鍵技術要求 一、目的:明確針對門窗洞口尺寸偏差控制的技術及管理要求。降低質量風險,提升工程質量,提高客 戶質量滿意度。 二、依據: 《混凝土結構施工質量驗收規范》gb50203-2015 《砌體工程施工質量驗收規范》gb50203-2011 《建筑裝飾裝修工程施工質量驗收規范》gb50210-2001 三、應用: 各單位須在招標和簽訂合同時,將本要求放入招標技術文件和合同文件中;在現場施工階段,要求 各施工單位按照本要求進行施工;在質量檢查時,總部和各單位將按照本要求執行。 四、關鍵技術要求 1、施工方案要求 1.1各項目總包單位需編制《門窗洞口尺寸偏差控制專項施工方案》,方案中包含混凝土結構門窗洞口 模板尺寸偏差控制及砌筑階段門窗洞口尺寸偏差控制方案。施工方案需經總包審核,監理、甲方工程
PVC-U型材斷面結構及壁厚對其焊角強度的影響 PVC-U型材斷面結構及壁厚對其焊角強度的影響
格式:pdf
大小:476KB
頁數:3P
4.3
本文敘述了國家和行業標準對門、窗用未增塑聚氯乙烯(pvc-u)型材壁厚和結構尺寸的規定,并詳細介紹了型材壁厚、結構尺寸對焊角強度的影響,目的在于說明門、窗用未增塑聚氯乙烯(pvc-u)型材的合理化設計的重要性。
門窗用PVC-U型材的功能結構尺寸和公差相關
文輯推薦
知識推薦
百科推薦


職位:超高層建筑監理工程師,總監,總代
擅長專業:土建 安裝 裝飾 市政 園林


