

鋁質(zhì)易拉罐成形工藝
格式:pdf
大小:265KB
頁(yè)數(shù):3P
人氣 :89
 4.3
4.3
鋁質(zhì)易拉罐成形工藝 鋁質(zhì)易拉罐在飲料包裝中占有非常大的比重。但是,小小的一個(gè)易拉罐的制造卻融合了冶金、 化工、機(jī)械、電子、食品等諸多行業(yè)的先進(jìn)技術(shù),成為鋁深加工的一個(gè)縮影。隨著飲料包裝市場(chǎng)競(jìng) 爭(zhēng)的不斷加劇,對(duì)于眾多地制罐企業(yè)而言,如何在易拉罐生產(chǎn)中最大限度地減少板料厚度,減輕單 罐質(zhì)量,提高材料利用率,降低生產(chǎn)成本,是企業(yè)追求的重要目標(biāo)。為此,以輕量化為特征的技術(shù) 改造和技術(shù)創(chuàng)新正在悄然興起。易拉罐輕量化涉及到許多關(guān)鍵性技術(shù),其中罐體成形工藝和模具技 術(shù)是十分重要的方面。 首先來(lái)說(shuō)說(shuō)罐體制造的工藝流程。 CCB-1A 型罐罐體的主要制造工藝流程如下:卷料輸送→卷 料潤(rùn)滑→落料、 拉伸→罐體成形→修邊→清洗 /烘干→堆垛 /卸→涂底色→烘干→彩印→底涂→烘干→ 內(nèi)噴涂→內(nèi)烘干→罐口潤(rùn)滑→縮頸→旋壓縮頸。 在工藝流程中,落料、拉伸、罐體成形、修邊、縮徑、旋壓縮徑 /翻邊工序需要模具加工,其中



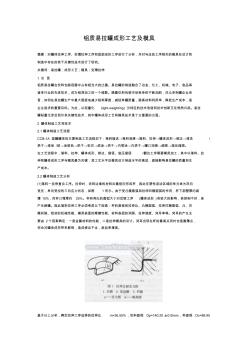
鋁質(zhì)易拉罐成形工藝及模具
格式:pdf
大小:782KB
頁(yè)數(shù):6P
鋁質(zhì)易拉罐成形工藝及模具 摘要:對(duì)罐體拉伸工序、變薄拉伸工序和底部成形工序進(jìn)行了分析,并對(duì)與這些工序相關(guān)的模具在設(shè)計(jì)和 制造中存在的若干關(guān)鍵性技術(shù)進(jìn)行了研究。 關(guān)鍵詞:易拉罐;成形工藝;模具;變薄拉伸 1引言 鋁質(zhì)易拉罐在飲料包裝容器中占有相當(dāng)大的比重。易拉罐的制造融合了冶金、化工、機(jī)械、電子、食品等 諸多行業(yè)的先進(jìn)技術(shù),成為鋁深加工的一個(gè)縮影。隨著飲料包裝市場(chǎng)競(jìng)爭(zhēng)的不斷加劇,對(duì)眾多制罐企業(yè)而 言,如何在易拉罐生產(chǎn)中最大限度地減少板料厚度,減輕單罐質(zhì)量,提高材料利用率,降低生產(chǎn)成本,是 企業(yè)追求的重要目標(biāo)。為此,以輕量化(light-weighting)為特征的技術(shù)改造和技術(shù)創(chuàng)新正在悄然興起。易拉 罐輕量化涉及到許多關(guān)鍵性技術(shù),其中罐體成形工藝和模具技術(shù)是十分重要的方面。 2罐體制造工藝和技術(shù) 2.1罐體制造工藝流程 ccb-1a型罐罐體的主要制造工藝流程如下:卷料輸送→卷料
廢易拉罐回收鋁在建筑用鋁材中的應(yīng)用分析
格式:pdf
大小:257KB
頁(yè)數(shù):2P
敘述了廢鋁回收的重要意義。重點(diǎn)說(shuō)明了廢易拉罐的回收及回收錠在建筑用鋁材中應(yīng)用的可能性。
編輯推薦下載
廢易拉罐回收鋁在建筑用鋁材中的應(yīng)用分析
格式:pdf
大小:110KB
頁(yè)數(shù):2P
4.5
敘述了廢鋁回收的重要意義。重點(diǎn)說(shuō)明了廢易拉罐的回收及回收錠在建筑用鋁材中應(yīng)用的可能性。
 易拉罐用鋁板材冶金質(zhì)量比較分析
易拉罐用鋁板材冶金質(zhì)量比較分析 易拉罐用鋁板材冶金質(zhì)量比較分析
格式:pdf
大小:1.6MB
頁(yè)數(shù):5P
4.5
比較分析了當(dāng)前國(guó)內(nèi)所使用的幾種易拉罐用鋁板材與經(jīng)高效熔體處理的試驗(yàn)鋁板材的冶金質(zhì)量和力學(xué)性能。結(jié)果表明:現(xiàn)用鋁板中的夾雜物大多數(shù)為較粗大的復(fù)合夾雜物且含量較高;小塊狀第二相粒子大小相當(dāng),但均大于試驗(yàn)板材中的第二相尺寸,且分布不均勻性較明顯;國(guó)產(chǎn)板材的常溫拉伸性能低于國(guó)外板材,在三種板材中其各向異性最明顯。經(jīng)高效熔體處理的鋁材中的夾雜物以細(xì)小al_2o_3為主,夾雜物質(zhì)量分?jǐn)?shù)僅為0.273%;細(xì)小第二相均勻分布于基體,大多數(shù)為(al,fe,mn,mg,si,re)復(fù)合相;拉伸斷口韌窩呈近等軸狀,與國(guó)產(chǎn)板材相比,抗拉強(qiáng)度、屈服強(qiáng)度與伸長(zhǎng)率分別提高9.1%、19.6%和12.8%,主要力學(xué)性能基本達(dá)到(有的甚至略優(yōu)于)國(guó)外板材的性能水平。
鋁質(zhì)易拉罐成形工藝熱門文檔
鋁質(zhì)軟管冷擠壓成形工藝及模具 鋁質(zhì)軟管冷擠壓成形工藝及模具
格式:pdf
大小:622KB
頁(yè)數(shù):3P
4.6
通過(guò)對(duì)鋁質(zhì)軟管擠壓工藝的分析,得到了適合于冷擠壓成形的軟管深度、壁厚和內(nèi)孔帶階梯的杯形件的小孔長(zhǎng)徑比等方面的參數(shù);確定了坯料的形狀尺寸、坯料成形前的軟化處理和表面處理方式、擠壓過(guò)程中的潤(rùn)滑,設(shè)計(jì)了擠壓模具結(jié)構(gòu),并在模具工作部分結(jié)構(gòu)上采用組合式凸模、芯軸沖頭兼做輔助導(dǎo)向、模桿的緊固和自定心等方面進(jìn)行了創(chuàng)新設(shè)計(jì),滿足了工藝需要。
鋁質(zhì)復(fù)合通道板成形工藝及實(shí)際應(yīng)用 鋁質(zhì)復(fù)合通道板成形工藝及實(shí)際應(yīng)用
格式:pdf
大小:68KB
頁(yè)數(shù):2P
4.6
敘述鋁質(zhì)復(fù)合通道板制作的全部工藝流程,以電冰箱蒸發(fā)器太陽(yáng)能熱水器作為實(shí)際應(yīng)用舉例。
基于工業(yè)以太網(wǎng)的PLC控制系統(tǒng)在易拉罐生產(chǎn)中的應(yīng)用 基于工業(yè)以太網(wǎng)的PLC控制系統(tǒng)在易拉罐生產(chǎn)中的應(yīng)用
格式:pdf
大小:2.2MB
頁(yè)數(shù):4P
4.3
由于以太網(wǎng)具有兼容性強(qiáng)、通信速率高、軟硬件產(chǎn)品豐富、應(yīng)用支持技術(shù)成熟等優(yōu)點(diǎn),與其他現(xiàn)場(chǎng)總線的控制方案相比降低了網(wǎng)絡(luò)的構(gòu)建成本,提高了系統(tǒng)的可擴(kuò)展性及兼容性、在易拉罐生產(chǎn)控制系統(tǒng)中采用工業(yè)以太網(wǎng)進(jìn)行數(shù)據(jù)交換,在保證穩(wěn)定性的前提下提高了信號(hào)傳輸?shù)乃俣龋?jiǎn)化了布局,且具有較高的可靠性和擴(kuò)展性.
鋁鋰合金的溫?zé)崂畛尚涡阅?/p>
格式:pdf
大小:831KB
頁(yè)數(shù):5P
4.7
在數(shù)值模擬研究壓邊力、毛料直徑、凸凹模圓角半徑、變形溫度等對(duì)5a90鋁鋰合金板材拉深成形影響的基礎(chǔ)上,采用正交試驗(yàn)設(shè)計(jì)方法對(duì)拉深成形工藝參數(shù)進(jìn)行優(yōu)化設(shè)計(jì),并進(jìn)行相應(yīng)的拉深成形試驗(yàn)。研究表明,變形溫度對(duì)拉深成形影響最顯著,其次是毛料大小的影響,而變形速度和壓邊力的大小對(duì)拉深成形影響較小。通過(guò)對(duì)試驗(yàn)結(jié)果的計(jì)算、分析和總結(jié),獲得了5a90鋁鋰合金板材拉深成形的最佳工藝參數(shù)組合,在最佳工藝參數(shù)條件下,鋁鋰合金的極限拉深系數(shù)達(dá)到了0.45。
高壓無(wú)縫鋼質(zhì)氣瓶旋壓成形工藝 高壓無(wú)縫鋼質(zhì)氣瓶旋壓成形工藝
格式:pdf
大小:1.1MB
頁(yè)數(shù):1P
4.8
我公司是目前中國(guó)最大的氣體機(jī)械制造商、燃?xì)獬商准夹g(shù)集成商之一,自主研發(fā)的大容積鋼質(zhì)無(wú)縫氣瓶填補(bǔ)了國(guó)內(nèi)空白。由我公司與四川泰豪科技有限公司聯(lián)合研制的旋壓機(jī),打破了西方發(fā)達(dá)國(guó)家在高壓大口徑鋼質(zhì)氣瓶自動(dòng)化旋壓收口設(shè)備方面的技術(shù)壟斷。
鋁質(zhì)易拉罐成形工藝精華文檔
3104易拉罐體用鋁合金制備技術(shù)研究進(jìn)展
格式:pdf
大小:2.3MB
頁(yè)數(shù):6P
4.7
3104易拉罐體用鋁合金制備技術(shù)研究進(jìn)展 作者:黃瑞銀,尹志民,廖明順,huangrui-yin,yinzhi-min,liaoming-shun 作者單位:黃瑞銀,huangrui-yin(中南大學(xué)材料科學(xué)與工程學(xué)院,湖南長(zhǎng)沙410083;中鋁瑞閩鋁板帶有限公司,福建福州350015) ,尹志民,yinzhi-min(中南大學(xué)材料科學(xué)與工程學(xué)院,湖南長(zhǎng)沙,410083),廖明順,liaoming-shun(中鋁瑞閩鋁 板帶有限公司,福建福州,350015) 刊名: 鋁加工 英文刊名:aluminiumfabrication 年,卷(期):2011(4) 參考文獻(xiàn)(18條) 1.江鴻;向群鋁罐生產(chǎn)技術(shù)和市場(chǎng)發(fā)展[期刊論文]-鋁加工2005(02) 2.葉凱;林明山鋁質(zhì)易拉罐技術(shù)研究與應(yīng)用[期刊論文]-飲食包裝2002(3)
瓷質(zhì)微粉拋光磚反壓成形工藝的研究 瓷質(zhì)微粉拋光磚反壓成形工藝的研究
格式:pdf
大小:16KB
頁(yè)數(shù):2P
4.7
本研究將現(xiàn)有瓷質(zhì)微粉拋光磚生產(chǎn)線的正壓成形工藝改為反壓成形工藝后發(fā)現(xiàn),拋光磚產(chǎn)品圖案更豐富,成形速度提高。
鋼質(zhì)藥筒冷擠壓成形工藝研究 鋼質(zhì)藥筒冷擠壓成形工藝研究
格式:pdf
大小:242KB
頁(yè)數(shù):3P
4.7
分析了鋼質(zhì)藥筒擠壓件的基本結(jié)構(gòu),比較了其不同的成形方法。通過(guò)計(jì)算機(jī)模擬,研究了冷擠壓時(shí)金屬的流動(dòng)情況,設(shè)計(jì)了合理的成形工藝和模具,得到了滿足精度要求的藥筒擠壓件產(chǎn)品,實(shí)現(xiàn)了預(yù)期目標(biāo)。
高內(nèi)表面質(zhì)量鋁合金矩形管拉拔成形工藝研究 高內(nèi)表面質(zhì)量鋁合金矩形管拉拔成形工藝研究
格式:pdf
大小:1023KB
頁(yè)數(shù):5P
4.5
為了研究矩形管拉拔成形工藝,采用有限元分析軟件deform-3d建立了鋁合金圓形管拉拔成矩形管的有限元分析模型,并對(duì)拉拔工藝的整個(gè)過(guò)程進(jìn)行了模擬分析,獲得了拉拔過(guò)程中起皺缺陷的形成機(jī)理,為此,經(jīng)過(guò)多次有限元方法(finiteelementmethod,fem)分析,找到了合理過(guò)渡矩形管件形狀及模孔錐角的最佳范圍為10°~12°。根據(jù)鋁合金矩形管產(chǎn)品對(duì)內(nèi)表面質(zhì)量無(wú)拉痕的要求,進(jìn)一步調(diào)整了相關(guān)工藝參數(shù),擇優(yōu)后過(guò)渡矩形的長(zhǎng)弧邊高度為5mm,短弧邊高度為3mm,最佳模孔錐角為11°。得到了拉拔力與模孔錐度之間的關(guān)系曲線。研究成果對(duì)矩形管的實(shí)際生產(chǎn)具有指導(dǎo)作用。
隔熱板成形工藝分析與拉深模設(shè)計(jì) 隔熱板成形工藝分析與拉深模設(shè)計(jì)
格式:pdf
大小:912KB
頁(yè)數(shù):5P
4.8
針對(duì)隔熱板的形狀特點(diǎn),分析了隔熱板的沖壓工藝及其模具設(shè)計(jì)、制造難點(diǎn),詳細(xì)介紹了鋁合金隔熱板成形工藝制定、模具結(jié)構(gòu)特點(diǎn)及關(guān)鍵零件的設(shè)計(jì)。生產(chǎn)實(shí)踐表明,成形模具能滿足產(chǎn)品精度要求,適合大批量生產(chǎn)的需要,極大提高了產(chǎn)品的合格率和生產(chǎn)效率。
鋁質(zhì)易拉罐成形工藝最新文檔
由吊扇下殼成形探討拉伸工藝 由吊扇下殼成形探討拉伸工藝
格式:pdf
大小:190KB
頁(yè)數(shù):3P
4.4
帶鋼材料在確定拉伸工序前須經(jīng)拉伸工藝試驗(yàn),要了解拉伸中材料流向、拉伸中毛坯的應(yīng)變狀態(tài)和如何處理凹凸模圓角。
T6態(tài)7075鋁合金的溫拉深成形研究 T6態(tài)7075鋁合金的溫拉深成形研究
格式:pdf
大小:451KB
頁(yè)數(shù):4P
4.7
溫?zé)岢尚问卿X合金板料成形的重要方法。通過(guò)改造后的極限拉深比試驗(yàn)與方形盒試驗(yàn),研究了t6態(tài)的7075板料在不同溫度下的等溫以及非等溫拉深性能,并通過(guò)對(duì)成形后材料強(qiáng)度進(jìn)行單向拉深試驗(yàn),分析了經(jīng)過(guò)溫成形后材料強(qiáng)度和硬度的變化。結(jié)果表明,t6態(tài)鋁合金在140~220℃左右拉深性能最好,且成形后可以保持足夠的強(qiáng)度和硬度,所以最佳的溫拉深成形溫度為140~220℃。
鋁合金矩形管拉拔成形質(zhì)量因素分析優(yōu)化 鋁合金矩形管拉拔成形質(zhì)量因素分析優(yōu)化
格式:pdf
大小:296KB
頁(yè)數(shù):4P
4.3
應(yīng)用有限元模擬軟件marc對(duì)鋁合金矩形管拉拔成形質(zhì)量影響因素進(jìn)行模擬仿真。對(duì)拉拔速度、模具入模角和摩擦因子三個(gè)工藝參數(shù)進(jìn)行分析,通過(guò)比較等效塑性應(yīng)變的分布、殘余應(yīng)力、拉拔載荷的影響規(guī)律以及成品管的尺寸精度,得到了較優(yōu)的拉拔工藝方案。采用優(yōu)化后的方案生產(chǎn)試制的成品管表面質(zhì)量良好,尺寸合格,與模擬相吻合。
銅鋁復(fù)合板熱擠壓成形工藝 銅鋁復(fù)合板熱擠壓成形工藝
格式:pdf
大小:696KB
頁(yè)數(shù):4P
4.4
利用銅、鋁金屬塑性和焊接性較好的特點(diǎn),研究銅鋁復(fù)合板的生產(chǎn)工藝。提出一種熱擠壓成形工藝,并設(shè)計(jì)加工出模具。通過(guò)實(shí)驗(yàn)擠壓出銅鋁復(fù)合板,并對(duì)其復(fù)合界面進(jìn)行分析和電導(dǎo)率測(cè)試。結(jié)果表明:熱擠壓法生產(chǎn)的銅鋁復(fù)合板的電導(dǎo)率達(dá)到92%iacs,具有很好的導(dǎo)電性能,復(fù)合界面原子擴(kuò)散明顯,焊接效果較好。該工藝簡(jiǎn)單,成本低,具有較好的研究意義。
純鋁中厚板雙絲單面焊雙面成形工藝 純鋁中厚板雙絲單面焊雙面成形工藝
格式:pdf
大小:516KB
頁(yè)數(shù):3P
4.6
針對(duì)厚度為12mm的純鋁板材,采用自動(dòng)雙絲焊技術(shù)進(jìn)行焊接工藝試驗(yàn)。試驗(yàn)結(jié)果表明:采用自動(dòng)雙絲焊技術(shù)焊接12mm厚純鋁板可一次性成形,單面焊雙面成形。焊接過(guò)程穩(wěn)定、焊縫成形好,焊接接頭具有優(yōu)良的焊接質(zhì)量和力學(xué)性能。
用廢易拉罐制作吸音板 用廢易拉罐制作吸音板
格式:pdf
大小:150KB
頁(yè)數(shù):1P
4.4
韓國(guó)忠清南道大學(xué)金屬凝固新材料研究中心千炳善教授所領(lǐng)導(dǎo)的研究小組,開(kāi)發(fā)出用廢易拉罐制作吸音板的技術(shù),可以將鋁的回收率從45%提高到80%。該技術(shù)分為三道工序:首先,將截?cái)嗟囊桌抻秒姛釥t在500℃下進(jìn)行分解,除去涂料和其他異物;然后,再將純鋁用高溫爐在600℃下熔化,制成
我國(guó)首條鋼制易拉罐生產(chǎn)線明年竣工 我國(guó)首條鋼制易拉罐生產(chǎn)線明年竣工
格式:pdf
大小:131KB
頁(yè)數(shù):未知
4.4
總投資3000萬(wàn)美元.主要生產(chǎn)設(shè)備全部從美國(guó)引進(jìn)的上海寶翼飲料制罐有限公司已于4月中旬宣告成立.標(biāo)志著寶鋼多元化產(chǎn)業(yè)邁入新的領(lǐng)域.寶翼公司由寶鋼集團(tuán)、上海北翼(集團(tuán))公司、法國(guó)索拉克公司、荷蘭霍戈文集團(tuán)、比利時(shí)梅森公司共同投資組建.該公司將專門生產(chǎn)鋼制二片或飲料包裝易拉罐.與鋁罐相比.具有成本低、強(qiáng)度高、易回收等優(yōu)點(diǎn),順應(yīng)了人類環(huán)境保護(hù)和自我保健意識(shí)日益提高的要求.目前,歐洲和一些國(guó)家鋼罐與鋁罐已平分秋色.我國(guó)現(xiàn)在只能生產(chǎn)鋁制二片式易拉罐且原料需全部進(jìn)口.隨著我國(guó)人民生產(chǎn)水平的提高,對(duì)易拉罐的需求量將逐年增加,因而.鋼制二片式易拉罐的市場(chǎng)前景廣闊.該公司興建的我國(guó)首條鋼制二片式易拉罐生產(chǎn)線,一期工程將于1997年10月竣工.屆時(shí)將形
用易拉罐空罐制作太陽(yáng)能熱水器 用易拉罐空罐制作太陽(yáng)能熱水器
格式:pdf
大小:65KB
頁(yè)數(shù):未知
4.6
用易拉罐空罐制作太陽(yáng)能熱水器浙江省慶元縣林業(yè)局童邦樹(shù)易拉罐飲料在人們吸盡了它內(nèi)部的計(jì)液之后,其空罐便被廢棄了,太可惜!在太陽(yáng)能利用方面,我為這些空罐找到了一條變廢為寶之路——制作太陽(yáng)能熱水器。我用130只鋁質(zhì)易拉罐空罐制成了一臺(tái)太陽(yáng)能熱水器,材料費(fèi)只...
上海寶鋼在成都將建西部首條鋼制兩片式易拉罐 上海寶鋼在成都將建西部首條鋼制兩片式易拉罐
格式:pdf
大小:66KB
頁(yè)數(shù):未知
4.6
目前,上海寶鋼產(chǎn)業(yè)發(fā)展有限公司與成都市新都區(qū)簽署一項(xiàng)投資協(xié)議。上海寶鋼產(chǎn)業(yè)發(fā)展有限公司投資3億元,在成都市新都區(qū)興建一條具有世界領(lǐng)先水平,年產(chǎn)5億罐的鋼制兩片式易拉罐生產(chǎn)線。
鋁質(zhì)易拉罐成形工藝相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:暖通制水工程師技術(shù)員
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


