

基于量子遺傳算法的鋼管焊接結(jié)構(gòu)焊縫損傷識(shí)別
格式:pdf
大小:344KB
頁(yè)數(shù):6P
人氣 :73
 4.7
4.7
利用從發(fā)射臺(tái)骨架試驗(yàn)?zāi)P瞳@取的模態(tài)參數(shù),選擇識(shí)別結(jié)果中精度較好的模態(tài)頻率作為模型修正的基準(zhǔn)頻率。通過(guò)對(duì)待修正參數(shù)的靈敏度分析,運(yùn)用ANSYS和MATLAB軟件對(duì)有限元模型進(jìn)行了修正。以實(shí)測(cè)模態(tài)和計(jì)算模態(tài)之間的誤差建立一個(gè)帶約束邊界的非線性最小二乘目標(biāo)函數(shù),將損傷識(shí)別問(wèn)題轉(zhuǎn)化為優(yōu)化問(wèn)題,引入量子遺傳算法處理模態(tài)參數(shù),進(jìn)行結(jié)構(gòu)的損傷識(shí)別。為了讓量子遺傳算法更適用于結(jié)構(gòu)工程損傷識(shí)別領(lǐng)域,提出了改進(jìn)的動(dòng)態(tài)策略調(diào)整量子門(mén)旋轉(zhuǎn)角。以有限元模型焊接結(jié)點(diǎn)單元組彈性模量的降低模擬焊縫損傷,并假定了損傷工況,對(duì)發(fā)射臺(tái)骨架模型的數(shù)值仿真及試驗(yàn)研究表明:該損傷識(shí)別方法識(shí)別效果較為理想,為解決這種復(fù)雜焊接結(jié)構(gòu)焊縫損傷識(shí)別問(wèn)題提供了新的思路。



 鋼管焊接時(shí)法蘭盤(pán)的找正及焊縫接口處的操作
鋼管焊接時(shí)法蘭盤(pán)的找正及焊縫接口處的操作 鋼管焊接時(shí)法蘭盤(pán)的找正及焊縫接口處的操作
格式:pdf
大小:50KB
頁(yè)數(shù):1P
分析焊鋼管焊法蘭盤(pán)時(shí),法蘭盤(pán)與鋼管不垂直的原因及其焊接時(shí)焊縫接口處的操作
鍋爐異種鋼管焊接接頭焊縫稀釋率試驗(yàn) 鍋爐異種鋼管焊接接頭焊縫稀釋率試驗(yàn)
格式:pdf
大小:794KB
頁(yè)數(shù):4P
異種鋼焊接的稀釋率對(duì)焊接質(zhì)量有影響,通過(guò)焊縫的稀釋率與接頭坡口形式、焊接工藝關(guān)系試驗(yàn)與分析,采用試驗(yàn)推薦的坡口形式及焊接參數(shù)可將焊縫稀釋率控制在所要求的范圍內(nèi)。
編輯推薦下載
小直徑鋼管體全熔透焊縫焊接方法的比較 小直徑鋼管體全熔透焊縫焊接方法的比較
格式:pdf
大小:137KB
頁(yè)數(shù):未知
4.5
該文以手弧焊(smaw),埋弧焊,鎢極氣體保護(hù)焊和熔化極氣體保護(hù)焊四種通用焊接方法為例,從生產(chǎn)率,實(shí)現(xiàn)焊接質(zhì)量保證的難度,勞動(dòng)強(qiáng)度,技術(shù)先進(jìn)性和經(jīng)濟(jì)效益方面對(duì)小直徑鋼筒體的全熔透焊縫進(jìn)行了比較。認(rèn)為gmaw具有最強(qiáng)的競(jìng)爭(zhēng)力,saw對(duì)厚壁筒最合適,gtaw缺點(diǎn)是熔敷效率太低,而傳充的smaw在較長(zhǎng)時(shí)期內(nèi)仍不會(huì)被完全淘汰。
304+20R復(fù)合鋼管焊接及焊縫裂紋修復(fù) 304+20R復(fù)合鋼管焊接及焊縫裂紋修復(fù)
格式:pdf
大小:221KB
頁(yè)數(shù):3P
4.6
通過(guò)對(duì)咸陽(yáng)500萬(wàn)t/年常減壓裝置減壓轉(zhuǎn)油線復(fù)合鋼管304+20r(規(guī)格為φ2042×(18+3))焊縫裂紋的分析,確定其裂紋產(chǎn)生的主要原因。根據(jù)不同的管徑和缺陷所在位置制定相應(yīng)的修復(fù)工藝,并對(duì)復(fù)合鋼焊縫裂紋進(jìn)行全面修復(fù),論述了復(fù)合鋼管的焊接材料選用、焊接順序以及焊縫缺陷的返修等焊接工藝。
量子遺傳算法的鋼管焊接結(jié)構(gòu)焊縫損傷識(shí)別熱門(mén)文檔
鋼管焊接合同()
格式:pdf
大小:21KB
頁(yè)數(shù):2P
4.4
工程分包合同 甲方: 乙方: 根據(jù)《中華人民共和國(guó)合同法》、《中華人民共和國(guó)建筑法》及《建設(shè)工程施工合同管理辦法》 等法律、法規(guī)規(guī)定,結(jié)合本工程具體情況,本著協(xié)商一致、等價(jià)有償、誠(chéng)實(shí)守信原則,簽訂本建設(shè) 工程合同,以供雙方共同遵守。 一、工程概況: 1、工程名稱: 2、工程地點(diǎn): 3、工程內(nèi)容及承包范圍:管道鋪設(shè)、焊接、測(cè)漏直至完工使用。 二、工期: 本工程從2018年4月5日開(kāi)始,2018年5月20日前完工。 三、工程質(zhì)量: 1、乙方必須嚴(yán)格按甲方提出的技術(shù)要求和現(xiàn)行施工規(guī)范及標(biāo)準(zhǔn)施工,并甲方現(xiàn)場(chǎng)代表的監(jiān)督、 檢查、檢驗(yàn)。乙方應(yīng)為檢查人員提供便利條件并給予積極配合。對(duì)不合格的部分按甲方代表的要求 限期返工修改,乙方自行承擔(dān)由自身原因?qū)е路倒ば薷牡馁M(fèi)用。乙方不得自行改變施工要求及降低 工程質(zhì)量標(biāo)準(zhǔn)。 2、若因乙方工程質(zhì)量達(dá)不到標(biāo)準(zhǔn)或因技術(shù)素質(zhì)差、勞動(dòng)力不足,或因工

鋼管焊接及焊縫外觀檢查記錄表1
格式:pdf
大小:188KB
頁(yè)數(shù):7P
4.5
鋼管焊接及焊縫外觀檢查記錄表 rgsz0905.07.06 工程名稱卓爾高層創(chuàng)意空間2#、3#樓燃?xì)夤艿拦こ淌┖溉掌?013年月日天氣晴 管材及管徑坡口形式v預(yù)熱溫度 焊接方式手工電弧焊焊條型號(hào)e4303、j422焊絲型號(hào) 焊口 編號(hào) 管號(hào) (原 材料) 焊縫位置 (所在樁號(hào)) 坡口內(nèi)外 清理范圍 (㎜) 鈍邊 (mm) 坡口 角度 (°) 間隙 (mm) 內(nèi)壁錯(cuò) 邊量 (㎜) 螺旋焊 道間距 (mm) 表面缺陷外觀 合格 情況 抽查 結(jié)果 抽查人 簽字 氣孔夾渣 咬邊 (㎜) 未焊透 (㎜) 余高 (㎜) dn800120#b-2棟調(diào)壓箱處110.9461.30.1無(wú)無(wú)000.2ⅱ合格 dn800220#b-2棟調(diào)壓箱處130.6691.10.2無(wú)無(wú)000.3ⅱ合格 dn80032
Cr含量對(duì)焊接結(jié)構(gòu)用耐候鋼焊縫金屬韌性影響的研究
格式:pdf
大小:3.9MB
頁(yè)數(shù):12P
4.5
Cr含量對(duì)焊接結(jié)構(gòu)用耐候鋼焊縫金屬韌性影響的研究

無(wú)縫鋼管焊接尺寸
格式:pdf
大小:13KB
頁(yè)數(shù):8P
4.3
d(a)圓形口方形口六邊形口邊×邊×厚 %20×20×3 40.098厚度%kg/m厚度%kg/m4 4.50.1250.21.571078.525×25×3 50.1540.1960.251.9631186.44 5.60.1930.32.3551294.230×30×4 60.2220.2830.352.74813102.132×32×3 6.30.2450.43.1414109.94 70.3020.3850.453.53315117.836×36×3 80.3950.5020.4350.53.92516125.64 90.4990.6360.5510.554.31817133.540×40×3 100.6170.7850.68
基于ERA算法的結(jié)構(gòu)損傷識(shí)別及試驗(yàn)研究
格式:pdf
大小:330KB
頁(yè)數(shù):4P
3
基于era算法的結(jié)構(gòu)損傷識(shí)別及試驗(yàn)研究——針對(duì)多孔磚砌體結(jié)構(gòu),分別進(jìn)行了理論計(jì)算、有限元分析及其基于特征值實(shí)現(xiàn)法(era)的模態(tài)實(shí)驗(yàn)分析,通過(guò)對(duì)比表明3種方法分析的結(jié)果較為吻合,說(shuō)明了識(shí)別的結(jié)果的正確性。根據(jù)識(shí)別出的頻率,得出了損傷前后的變化規(guī)律,說(shuō)...
量子遺傳算法的鋼管焊接結(jié)構(gòu)焊縫損傷識(shí)別精華文檔
焊接結(jié)構(gòu)生產(chǎn)第五章焊接結(jié)構(gòu)的裝配與焊接工藝
格式:pdf
大小:92KB
頁(yè)數(shù):1P
4.5
焊接結(jié)構(gòu)生產(chǎn)第五章焊接結(jié)構(gòu)的裝配與焊接工藝
基于量子遺傳算法的成品門(mén)幅模型參數(shù)優(yōu)化設(shè)計(jì) 基于量子遺傳算法的成品門(mén)幅模型參數(shù)優(yōu)化設(shè)計(jì)
格式:pdf
大小:237KB
頁(yè)數(shù):未知
4.7
為了解決熱定型中影響成品織物門(mén)幅的工藝參數(shù)難以定量設(shè)計(jì)的關(guān)鍵技術(shù)難題。提出了將量子遺傳算法用于成品門(mén)幅模型工藝參數(shù)優(yōu)化設(shè)計(jì)中。建立優(yōu)化模型,基于該模型采用量子遺傳算法,實(shí)現(xiàn)了影響成品門(mén)幅的工藝參數(shù)精確定量設(shè)計(jì)。用該方法得到的工藝參數(shù)加工彈力布,生產(chǎn)成品的門(mén)幅與用戶要求指標(biāo)的偏差小于0.1%,完全滿足實(shí)際生產(chǎn)要求。同時(shí)將量子遺傳算法與遺傳算法在工藝參數(shù)的優(yōu)化設(shè)計(jì)中進(jìn)行比較,得出當(dāng)?shù)N群逐漸增大時(shí),量子遺傳算法在工藝參數(shù)的優(yōu)化設(shè)計(jì)中的優(yōu)勢(shì)更加明顯。

鍋爐焊接結(jié)構(gòu)
格式:pdf
大小:264KB
頁(yè)數(shù):19P
4.4
焊接結(jié)構(gòu)學(xué)課程設(shè)計(jì) 專業(yè):材料成型及控制工程 學(xué)號(hào): 姓名: 指導(dǎo)老師: 二零一六年六月 鍋爐的焊接結(jié)構(gòu)工藝設(shè)計(jì) kjeleprosessdesignsveisetstrukturer (立式常橫水管鍋爐) 學(xué)院:材料科學(xué)與工程學(xué)院 班級(jí):焊接(3)班 學(xué)號(hào): 姓名: 指導(dǎo)老師: 2016年6月 1 目錄 目錄..................................................................................................................................................1 摘要.........................................................................
 大直徑鋼管環(huán)焊縫自動(dòng)組裝焊接系統(tǒng)
大直徑鋼管環(huán)焊縫自動(dòng)組裝焊接系統(tǒng) 大直徑鋼管環(huán)焊縫自動(dòng)組裝焊接系統(tǒng)
格式:pdf
大小:64KB
頁(yè)數(shù):未知
4.4
水電站壓力鋼管道施工中鋼管往往具有大小不同的橢圓度,為解決這一問(wèn)題,特研制“大直徑壓力鋼管環(huán)焊縫組裝對(duì)接自動(dòng)化系統(tǒng)”。本文簡(jiǎn)要介紹該系統(tǒng)的結(jié)構(gòu)、組成及工作原理。
量子遺傳算法的鋼管焊接結(jié)構(gòu)焊縫損傷識(shí)別最新文檔
鋼管焊接施工工藝方法
格式:pdf
大小:20KB
頁(yè)數(shù):3P
4.7
鋼管焊接施工工藝方法 (一)焊條、焊劑及焊絲 1、根據(jù)16mn焊接性,選用j506焊條,ho8mna焊絲及nj431焊劑。 2、所有焊接材料均應(yīng)有出廠合格證書(shū),焊條在極限抗拉強(qiáng)度屈服點(diǎn)和延伸等方面應(yīng)與 母材適應(yīng)。 3、到貨焊接材料按標(biāo)書(shū)規(guī)定作生產(chǎn)性焊接工藝試驗(yàn),以證明每一批焊接材料的機(jī)械特 性符合規(guī)范要求。 4、焊接材料在使用前按廠家建議的條件烘烤及分類存放,隨焊隨取,洞內(nèi)施焊時(shí),焊 工隨配保溫筒,隨用隨取,并蓋上保溫筒。 (二)鋼管的焊接(環(huán)縫) 1、焊接程序和工藝的選定 (1)鋼管焊接前經(jīng)過(guò)試驗(yàn)制定鋼管及其它部件的焊接程序和工藝,在開(kāi)始焊接前30 天,遞交焊接程序的報(bào)告,報(bào)送監(jiān)理工程師批準(zhǔn),在焊接程序和工藝報(bào)告中,至少提供下 列資料: ⅰ、焊接程序(包括手工電弧焊、自動(dòng)埋弧焊等); ⅱ、材料標(biāo)準(zhǔn),焊接規(guī)范及焊接的厚度范圍; ⅲ、焊縫設(shè)計(jì)(如坡口角度和尺寸、根部間隙、可能

鋼管焊接施工方法
格式:pdf
大小:14KB
頁(yè)數(shù):2P
4.3
鋼管焊接施工方法 (1)檢驗(yàn):鋼管在使用前,必須先進(jìn)行檢驗(yàn),要求管節(jié)的材料、規(guī)格、壓 力等級(jí)、加工質(zhì)量應(yīng)符合設(shè)計(jì)規(guī)定。在充分照明的條件下進(jìn)行目視外觀檢查,內(nèi) 外表面不得有裂縫、折疊、軋折、離層、發(fā)紋、結(jié)疤等缺陷。 (2)切割:管道切割前應(yīng)根據(jù)材質(zhì)不同和直徑大小選擇不同的切割方式, 如手工切割、機(jī)械切割、火焰切割等,但不得用電焊代替切割。切割的管口應(yīng)平 整,內(nèi)壁毛刺應(yīng)及時(shí)清除。切口質(zhì)量應(yīng)符合下列規(guī)定:切口表面應(yīng)平整,無(wú)裂紋、 重皮、毛刺、凹凸、縮口、熔渣、氧化鐵及鐵屑;切口端面傾斜偏差不應(yīng)大于管 子外徑的1%。 (3)坡口:管道焊接前應(yīng)按設(shè)計(jì)文件和焊接工藝的要求進(jìn)行坡口。管道坡 口加工宜采用機(jī)械方法,也可采用等離子弧、氧乙炔等熱加工方法。采用熱加工 方法加工坡口后,應(yīng)除去坡口表面的氧化皮、熔渣及影響接頭質(zhì)量的表面層,并 將凹凸不平處打磨平整。 (4)組對(duì):焊接接頭組對(duì)前
大直徑鋼管環(huán)焊縫自動(dòng)組裝焊接系統(tǒng) 大直徑鋼管環(huán)焊縫自動(dòng)組裝焊接系統(tǒng)
格式:pdf
大小:501KB
頁(yè)數(shù):3P
4.8
在水電站壓力鋼管道施工中,鋼管接頭處往往具有大小不同的橢圓度,為解決這一問(wèn)題,特地研制了"大直徑壓力鋼管環(huán)焊縫組裝對(duì)接自動(dòng)化系統(tǒng)"。簡(jiǎn)要介紹了該系統(tǒng)的結(jié)構(gòu)、組成及工作原理。
現(xiàn)場(chǎng)施工方法鋼管焊接
格式:pdf
大小:204KB
頁(yè)數(shù):5P
4.7
頁(yè)眉內(nèi)容 渭南市抽黃供水工程黨渭輸水線路試驗(yàn)段 合同編號(hào):shxjh2014-02-10/chgs-dwsyd 鋼管焊接施工方案 批準(zhǔn): 審核: 編制: 中國(guó)葛洲壩集團(tuán)股份有限公司 渭南抽黃供水項(xiàng)目部 二〇一四年七月 第一章、工程概況: 本標(biāo)段合同編號(hào)shxjh2014-02-10/chgs-dwsyd,樁號(hào)dw1(1+327.61)~dw4(12+265.41), 起點(diǎn)位于黨睦鎮(zhèn)以西,林吉村以東,末點(diǎn)位于交口抽渭總干渠以北,藺店鎮(zhèn)永安坊村以西,試驗(yàn)段 全長(zhǎng)10.94km。試驗(yàn)段輸水管線設(shè)計(jì)流量采用黨渭輸水設(shè)計(jì)流量3.25m3/s;試驗(yàn)段輸水管道選用單 根dn1800mm、0.6mpa抗硫酸鹽侵蝕預(yù)應(yīng)力鋼筒混凝土管。 工程內(nèi)容,預(yù)應(yīng)力鋼筒混凝土管的安裝,管件焊接及安裝。 第二章、施工準(zhǔn)備 1.熟悉圖紙及設(shè)計(jì)要求。 2.同業(yè)主、設(shè)計(jì)
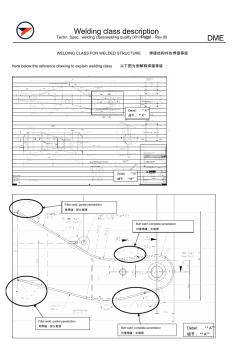
焊接結(jié)構(gòu)件的焊接等級(jí)
格式:pdf
大小:7.9MB
頁(yè)數(shù):11P
4.8
weldingclassdescription techn.spec.:weldingclass/weldingquality001/page1of11-rev.00dme weldingclassforweldedstructure焊接結(jié)構(gòu)件的焊接等級(jí) herebelowthereferencedrawingtoexplainweldingclass以下圖為例解釋焊接等級(jí): detail:“a” 細(xì)節(jié):“a” 細(xì)節(jié):“b” detail:“b” detail:“a” 細(xì)節(jié):“a”對(duì)接焊縫:全熔透 buttweld:completepenetration 角焊縫:部分熔透 filletweld:partialpenetration 對(duì)接焊縫:全熔透 buttweld:completepene
焊接結(jié)構(gòu)的裝配與焊接工藝
格式:pdf
大小:13KB
頁(yè)數(shù):5P
4.6
1 第五章焊接結(jié)構(gòu)的裝配與焊接工藝 裝配與焊接是焊接結(jié)構(gòu)生產(chǎn)過(guò)程中的核心,直接關(guān)系到焊接結(jié)構(gòu)的質(zhì)量和生產(chǎn)效率。 同一種焊接結(jié)構(gòu),由于其生產(chǎn)批量、生產(chǎn)條件不同,或由于結(jié)構(gòu)形式不同,可有不同的裝配 方式、不同的焊接工藝、不同的裝配—焊接順序,也就會(huì)有不同的工藝過(guò)程。本章重點(diǎn)介紹 裝配與焊接工藝方法。 第一節(jié)焊接結(jié)構(gòu)的裝配 裝配是將焊前加工好的零、部件,采用適當(dāng)?shù)墓に嚪椒ǎ瓷a(chǎn)圖樣和技術(shù)要求連接成 部件或整個(gè)產(chǎn)品的工藝過(guò)程。 一、裝配方式的分類 裝配方式可按結(jié)構(gòu)類型及生產(chǎn)批量、工藝過(guò)程、工藝方法及工作地點(diǎn)來(lái)分類。 (一)按結(jié)構(gòu)類型及生產(chǎn)批量的大小分類 1.單件小批量生產(chǎn) 單件小批量生產(chǎn)的結(jié)構(gòu)經(jīng)常采用劃線定位的裝配方法。該方法所用的工具、設(shè)備比較簡(jiǎn)單, 一般是在裝配臺(tái)上進(jìn)行。劃線法裝配工作比較繁重,要獲得較高的裝配精度,要求裝配工人 必須具有熟練的操作技術(shù)。 2.成批生
焊接結(jié)構(gòu)件焊縫缺陷的無(wú)損檢測(cè)技術(shù)研究 焊接結(jié)構(gòu)件焊縫缺陷的無(wú)損檢測(cè)技術(shù)研究
格式:pdf
大小:48KB
頁(yè)數(shù):3P
4.8
焊接結(jié)構(gòu)件是能源、化工、核電等設(shè)備中不可缺少的部件。在高效益的需求下,能源化工等設(shè)備正向大型化發(fā)展,并在焊接產(chǎn)品制造過(guò)程、使用過(guò)程和惡劣危險(xiǎn)的環(huán)境檢驗(yàn)中需要進(jìn)行無(wú)損檢測(cè),以保證產(chǎn)品的安全,這是發(fā)展自動(dòng)超聲無(wú)損檢測(cè)技術(shù)與設(shè)備的主要原因。隨著先進(jìn)超聲傳感器的開(kāi)發(fā),信號(hào)采集速度與計(jì)算機(jī)功能的提高,信號(hào)處理模式識(shí)別與人工智能軟件的逐步成熟,焊接件超聲波檢測(cè)已逐步擺脫最初的單一手工操作方式,進(jìn)入了自動(dòng)超聲波檢測(cè)的時(shí)代。
基于圖像過(guò)渡區(qū)的CO2氣體保護(hù)焊焊縫識(shí)別算法
格式:pdf
大小:339KB
頁(yè)數(shù):3P
3
基于圖像過(guò)渡區(qū)的co2氣體保護(hù)焊焊縫識(shí)別算法——利用過(guò)渡區(qū)圖像分割技術(shù)實(shí)現(xiàn)co2氣體保護(hù)焊焊縫的識(shí)別。采集到的焊縫圖像在目標(biāo)區(qū)和背景區(qū)存在過(guò)渡區(qū)域,在直方圖上表現(xiàn)為雙峰之間的谷比較寬廣且平坦。通過(guò)對(duì)原始圖像進(jìn)行高端剪切和低端剪切變換,利用不同灰度像...
焊接結(jié)構(gòu)件焊接變形的控制方法研究 焊接結(jié)構(gòu)件焊接變形的控制方法研究
格式:pdf
大小:2.4MB
頁(yè)數(shù):1P
4.4
隨著科學(xué)技術(shù)的發(fā)展,焊接技術(shù)也有了長(zhǎng)足的進(jìn)步,尤其是現(xiàn)代焊接的技術(shù)有著非常鮮明的優(yōu)勢(shì)和特點(diǎn),朝著精細(xì)化的方向不斷快速發(fā)展,不過(guò),發(fā)展的過(guò)程中受到了相應(yīng)的制約,制約其發(fā)展的主要因素是焊接殘余應(yīng)力和鋼結(jié)構(gòu)變形控制.在鋼結(jié)構(gòu)的多種連接方法中,焊接占據(jù)著非常重要的位置,并且這種技術(shù)的優(yōu)勢(shì)得到了充分的發(fā)揮,節(jié)約鋼材、操作迅速等.所以,對(duì)鋼結(jié)構(gòu)殘余應(yīng)力和焊接變形控制進(jìn)行全面、深入地研究是非常必要的.
量子遺傳算法的鋼管焊接結(jié)構(gòu)焊縫損傷識(shí)別相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:安全質(zhì)量環(huán)境管理員
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


