

冷鑄錨頭環氧鋼球的冷鑄技術及工藝
格式:pdf
大小:362KB
頁數:3P
人氣 :86
 4.4
4.4
濟南黃河公路大橋大修換索工程于1995年11月12日完成。對拆卸的248個冷鑄錨頭檢查發現,質量均完好如初,表明原冷鑄錨頭的冷鑄技術及加工工藝是成功的。現對環氧鋼球錨頭材料品種、質量、配合比例以及生產工藝加以介紹,供參考。



 抗疲勞鋼絞線冷鑄群錨
抗疲勞鋼絞線冷鑄群錨 抗疲勞鋼絞線冷鑄群錨
格式:pdf
大小:124KB
頁數:1P
近年,我國斜拉橋工程建設較多。斜拉橋的梁和塔之間是依靠纜索連接和固定的。橋梁的使用過程中,斜拉纜索要承受變化幅度很大的疲勞應力,容易在錨固區發生疲勞斷裂,因此纜索的錨固直接影響到橋梁的正常運營。
后張自錨工藝中的環氧樹脂砂漿錨頭 后張自錨工藝中的環氧樹脂砂漿錨頭
格式:pdf
大小:320KB
頁數:2P
我局于1970年在平頂山制品廠跨度18米預應力混凝土屋架工程中,配合平頂山市建筑公司,采用高強度鋼絞線后張自錨工藝。由于400號混凝土錨頭通過試驗證明無法握住高強鋼絞線,后改用環氧樹脂砂漿作錨頭,經試驗,可
編輯推薦下載
鋼球生產工藝
格式:pdf
大小:22KB
頁數:2P
4.7
一、鋼球的簡單生產工藝流程 球坯成形→去環帶→粗磨→軟磨→熱處理→球坯成形→光球(或銼 削→軟磨)→硬磨→細研→精研(或拋光)→超精研。 二、鋼球詳細生產工藝流程 1.伸線(拔絲): 將線材用拉絲機拉伸至所需要的線徑; 2.冷鐓(鍛壓): 將拉好的線材置入鋼球冷鐓機,由機內的鋼模鐓打成球胚; 3.光球: 光球機內的兩塊鑄鐵磨球圓板將冷鐓球胚子加壓銼磨,去除球胚上的外環帶和兩極點; 4.軟球: 軟球機內的兩塊鑄鐵磨球圓板將光球球胚子銼磨使球胚子磨成所需球徑及表面粗糙度; 5.熱處理: 將球裝入熱處理爐內加以滲碳后淬火再回火使球具有一定的滲碳層及硬度,韌性和壓碎 負荷; 6.硬磨: 研磨機內的砂輪圓板將熱處理球胚加壓磨削,以去除球表面的黑色氧化層及修正球的精 度; 7.精研/拋光清洗: 精研:將研磨球胚在精研機內精研磨,使球達到成品所需要的精度和光潔度; 拋光清洗:將

冷鑄錨頭環氧鋼球冷鑄技術及工藝熱門文檔
環氧施工工藝
格式:pdf
大小:8KB
頁數:1P
4.5
工序說明: 1.打磨:先用打磨機整體打磨一遍后用吸塵器吸塵一遍。 2.鋪設底漆:將環氧樹脂滲透底漆按一定比例調配均勻滾涂做底層,封閉 原素地表面之毛細孔,增強素地與漆層的接著力。 3.刮涂中層環氧砂漿(粗砂):將環氧樹脂中涂漆主劑和硬化劑按一定比例 調和攪勻,加入石英砂(粗砂)調成環氧樹脂砂漿,刮涂環氧樹脂砂漿 中間層。 4.刮涂中層環氧砂漿(粗砂):將環氧樹脂中涂漆主劑和硬化劑按一定比例 調和攪勻,加入石英砂(粗砂)調成環氧樹脂砂漿,刮涂環氧樹脂砂漿 中間層。 5.打磨找補:用無塵打磨整體打磨一遍后在進行砂漿找補,以補平砂孔。 6.膩子批補:將環氧樹脂按一定比例調合攪勻,加入調成環氧樹脂膩子, 全面批覆,以補平砂孔。 7.打磨:用打磨機整體打磨一遍后用吸塵器吸塵一遍。 8.面漆刮涂:將環氧樹脂和面漆按一定比例調合攪勻,全面批覆,以補平 砂孔,增加面漆飽滿度。 9.面漆滾涂:將環氧
鋼球檢測
格式:pdf
大小:201KB
頁數:4P
4.5
鋼球無損檢測方法研究 摘要:主要介紹利用渦流技術對鋼球表面裂紋、折疊、燒傷、脫碳、軟點及針孔等缺陷進行100%檢測,從而 確保了鋼球的可靠性,提高了鋼球的質量。其原理是用機械法使鋼球的每一點都能被傳感器檢測到,無盲區,做 到全方位檢測。 1前言 課題的研究是利用渦流技術對鋼球表面進行100%在線檢測,用機械法使鋼球的每一點都 能被傳感器檢測到,無盲區,做到全方位檢測。 目的是檢測鋼球表面。由于原材料及加工過程中產生裂紋、折疊、燒傷、脫碳、軟點及針 孔等缺陷,必須對鋼球表面進行檢測,從而確保了鋼球的可靠性,提高了鋼球的品質。 鋼球的表面質量檢測,目前我國軸承行業基本采用外觀法,即在日光燈下用眼睛(或借助于 低倍放大鏡)觀查。人的眼睛在燈光下觀察極易疲勞,操作者用手工推擋法也無法保證鋼球的全 面展開,極易漏檢。 近些年,

鋼球知識
格式:pdf
大小:1.9MB
頁數:13P
4.5
不銹鋼珠基本知識 gcr15軸承鋼球(bearingsteelballs) 簡介:軸承在工作是承受這極大的壓力和摩擦力,所以要求軸承鋼有高而均勻的硬度和耐磨度,以及高的彈性極限。對軸承鋼的化學成分的均勻性、非金屬夾雜物的含量和分布, 碳化物的分布等要求都十分嚴格,軸承鋼又稱高碳鉻鋼,含碳wc為1%左右,含鉻量wcr為0.5%-1.65%。軸承鋼有分為高碳鉻軸承鋼、無鉻軸承鋼、滲碳軸承鋼、不休軸承鋼、 中高溫軸承鋼、防磁軸承鋼。 特性:有磁,鐵素體型鋼,油性包裝,硬度可以達到hrc62-65度,其材料耐磨性較好,冷加工成鋼球后精度可達萬分之一毫米,表面呈鏡面效果。顏色為鉻色,但是不能焊接。 產品用途:非標球廣泛用于各種五金行業,閥門,軸承、壓鑄件,沖孔件,研磨,測量. 用途廣泛:精密軸承、儀器、儀表、制筆、噴涂機、水泵、機械配件、密封閥、制動泵、沖擠
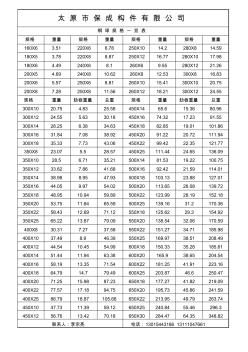
鋼球重量
格式:pdf
大小:42KB
頁數:2P
4.7
規格重量規格重量規格重量規格重量 160x63.51220x66.78250x1014.2280x814.59 180x53.78220x88.87250x1216.77280x1017.98 180x64.49240x68.1260x69.55280x1221.26 200x54.69240x810.62260x812.53300x816.83 200x65.57250x68.81260x1015.41300x1020.75 200x87.28250x811.56260x1218.21300x1224.55 規格重量肋板重量總重規格重量肋板重量總重 300x1020.754.8325.58450x1465.615.3680.96 300x1224.555.63
冷鑄錨頭環氧鋼球冷鑄技術及工藝精華文檔
鋼球磨球機砂輪修整技術改進及應用 鋼球磨球機砂輪修整技術改進及應用
格式:pdf
大小:365KB
頁數:3P
4.7
以m8891及3m4630磨球機為例,介紹了砂輪修整方法改進后的修整原理、結構設計及修整參數的選擇,并對改造后效果進行了實際應用考核,結果表明:新修整裝置可提高加工質量和生產效率,降低生產成本

樁頭環切工藝及標準
格式:pdf
大小:2.5MB
頁數:5P
4.6
6.1樁頭環切施工工藝 為保證樁基伸入承臺10cm滿足設計要求,保證標高一致、樁頭 完整、平整等技術要求,我分部對樁頭鑿除采用了環切鑿除施工工藝。 6.1.1施工工藝流程 鉆孔灌注樁樁頭環切鑿除施工工藝見圖6.1.1-1。 圖6.1.1-1:樁頭環切鑿除工藝流程圖 1)施工放樣 同一個承臺所有樁基施工完畢后,由架子隊技術人員對承臺四角 進行放樣,現場打上木樁,并做好護樁,以確定承臺具體位置。 2)測量抄平 對承臺范圍內原地面進行測量抄平,根據原地面標高和設計承臺 底標高,計算出承臺基坑的開挖深度,進行技術交底。 3)撒白灰線 根據承臺基坑的開挖深度及現場地質情況,計算出開挖坡度及開 施 工 放 樣 測 量 抄 平 撒 白 灰 線 基 坑 開 挖 基 坑 防 護 標 識 位 置 切 割 鑿 除 樁 頭 修 整 樁 頭 基 底 整 平 鋼 筋 調 直 挖尺寸,然后

冷鑄錨頭環氧鋼球冷鑄技術及工藝最新文檔
環氧地坪_技術要求
格式:pdf
大小:311KB
頁數:11P
4.4
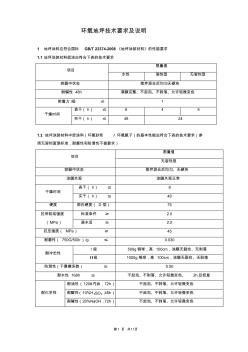
第1頁共11頁 環氧地坪技術要求及說明 1地坪涂料應符合國標gb/t22374-2008《地坪涂裝材料》的性能要求 1.1地坪涂裝材料底涂應符合下表的技術要求 項目 限量值 水性溶劑型無溶劑型 容器中狀態攪拌混合后均勻無硬塊 耐堿性48h漆膜完整、不起泡、不剝落、允許輕微變色 附著力/級≤1 干燥時間 表干(h)≤845 實干(h)≤4824 1.2地坪涂裝材料中層涂料(環氧砂漿/環氧膩子)的基本性能應符合下表的技術要求(參 照無溶劑面漆標準,耐磨性和防滑性不做要求) 項目 限量值 無溶劑型 容器中狀態攪拌混合后均勻、無硬塊 涂膜外觀涂膜外觀正常 干燥時間 表干(h)≤6 實干(h)≤48 硬度邵氏硬度(d型)75 拉伸粘結強度 (mpa) 標準條件≥2.0 浸水后≥2.0 抗壓強度(m
環氧地坪技術參數
格式:pdf
大小:6KB
頁數:2P
4.5
一、環氧平涂.所用環氧材料的性能必須滿足國家建材行業標準《環氧樹脂 地面涂層材料》(jc/t1015-2006)的相關要求 性能指標要求: 干燥時間表干≤6 實干≤24 拉伸強度mpa≥2.0 彎曲硬度mpa≥7 抗壓強度mpa≥40 邵氏強度mpa≥40 流平性≥5min 耐磨性(750g/500r,失重g)≤0.03 耐60%硫酸30天允許輕微變色 耐25%氫氧化鈉30天無異常 耐30%鹽水30天無異常 耐汽油120#耐resistant 粘接強度mpa≥2 細度≤30 硬度≥b 厚度≥1mm 耐洗刷性≥10000 漆膜顏色及外觀:漆膜平整、光滑。 涂刷性:涂刷后無明顯刷痕,對底材無影響。 二、環氧坡道施工工藝操作要點 (1)地坪表面處理 用打磨機全面打磨處理地面,達到

環氧地坪—技術要求
格式:pdf
大小:387KB
頁數:17P
4.4
1/17 世茂-西部區域 文件編號 環氧地坪地面 版號:01 工程名稱xxx項目發行日期2018年5月30日 專項名稱環氧地坪地面頁碼共15頁 1.供應要求 1.1外觀規格 產品類型環氧地坪地坪漆 水性、溶劑型、無溶劑型 品牌環氧地坪地坪 秀珀、西卡、巴斯夫、亞地斯、馬貝、陽森、景 江、亞士漆、富思特、歐維固、嘉寶莉或同檔次 1.2材質、部品要求 1.2.1地坪涂料應符合國標gb/t22374-2008《地坪涂裝材料》的性能要求 a、地坪涂裝材料底涂應符合下表的技術要求 項目 限量值 水性溶劑型無溶劑型 容器中狀態攪拌混合后均勻無硬塊 耐堿性48h漆膜完整、不起泡、不剝落、允許輕微變色 附著力/級≤1 干燥時間 表干(h)≤845 實干(h)≤4824 b、地坪涂裝
環氧地坪技術要求
格式:pdf
大小:65KB
頁數:4P
4.5
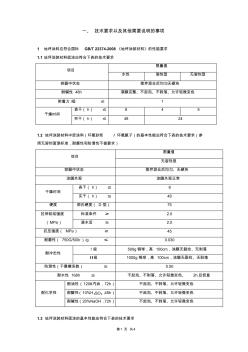
第1頁共4 一、技術要求以及其他需要說明的事項 1地坪涂料應符合國標gb/t22374-2008《地坪涂裝材料》的性能要求 1.1地坪涂裝材料底涂應符合下表的技術要求 項目 限量值 水性溶劑型無溶劑型 容器中狀態攪拌混合后均勻無硬塊 耐堿性48h漆膜完整、不起泡、不剝落、允許輕微變色 附著力/級≤1 干燥時間 表干(h)≤845 實干(h)≤4824 1.2地坪涂裝材料中層涂料(環氧砂漿/環氧膩子)的基本性能應符合下表的技術要求(參 照無溶劑面漆標準,耐磨性和防滑性不做要求) 項目 限量值 無溶劑型 容器中狀態攪拌混合后均勻、無硬塊 涂膜外觀涂膜外觀正常 干燥時間 表干(h)≤6 實干(h)≤48 硬度邵氏硬度(d型)75 拉伸粘結強度 (mpa) 標準條件≥2.0 浸水后≥2.0 抗
軸承鋼球工藝質量關鍵技術分析與實踐 軸承鋼球工藝質量關鍵技術分析與實踐
格式:pdf
大小:395KB
頁數:5P
4.5
滾動軸承鋼球的精度、性能和壽命在很大程度上取決于鋼球加工過程中的工藝質量。從鋼球的基本要求出發,對鋼球的尺寸規格、精度等級、加工工藝過程、燒傷的原因與控制、節能降耗等方面進行了綜述,同時對關鍵技術進行了分析和實踐。
水冷鑄鐵板的鑄造工藝措施 水冷鑄鐵板的鑄造工藝措施
格式:pdf
大小:365KB
頁數:未知
4.3
水冷鑄鐵板是軋鋼車間加熱爐所用的鑄鐵件。見圖1。鑄造該件的主要困難是尺寸較大(4360×1390×120),較重(4181kg,不包括鋼管重)。特別是鑄件內包有φ57×3的鋼管6根。且鋼管兩端頭互相連通,只留有兩頭進、出口管道。稍有不慎,
鋼球磨煤機鋼球篩選技術及運用實踐微探 鋼球磨煤機鋼球篩選技術及運用實踐微探
格式:pdf
大小:118KB
頁數:未知
4.4
隨著我國社會不斷發展,社會人群對能源的需求原來越高.鋼球磨煤機是火力發電站煤粉制備系統的主體設備.同時也適用于水泥工業、冶金工業、化學工業、制糖工業等制粉系統,廣泛用于粉碎各種硬度的煤炭.由此可見,加強鋼球磨煤機研究的重要性.本文重點從傳統篩選鋼球法的弊端作為出發點,探究當今鋼球篩選新技術,進而分析鋼球篩選新技術的應用實踐.
中心水冷鑄造噴頭在30噸轉爐上的應用 中心水冷鑄造噴頭在30噸轉爐上的應用
格式:pdf
大小:416KB
頁數:未知
4.6
過去我廠30t轉爐煉鋼吹氧使用鍛造加工三孔噴頭,因三孔中心部位無水冷,噴頭壽命低,歷年平均槍齡只有158~365爐,噴槍的頻繁更換,不僅影響煉鋼作業時間和加重設備維修的負擔,而且對穩定轉爐操作和進一步提高技術經濟指標不利。為了提高噴槍使用壽命,首鋼煉鋼廠與北京鋼鐵學院合作,共同研制中心水冷鑄造噴頭,由首鋼煉鋼廠提供噴頭設計,北京鋼鐵學院負責鑄造加工。這種新
用激冷鑄鐵鑄造發動機汽門挺柱的探討 用激冷鑄鐵鑄造發動機汽門挺柱的探討
格式:pdf
大小:530KB
頁數:未知
4.4
目前,國外發動機挺柱應用激冷鑄鐵的甚多,國產發動機挺柱大多數是用鋼材的。定海汽車配件廠對難度比較大的北京牌bj212汽油發動機的汽門挺柱(以下簡稱挺柱),做了探討性的研制生產。并在北京內燃機廠,(以下簡稱“北內”)的幫助指導下,于85年7月份投入批量生產,同年10月份通過了科研成果鑒定。為共同探討激冷鑄鐵挺柱的工藝、金相組織等,現把我們研試生產的情況介紹如下。
冷鑄錨頭環氧鋼球冷鑄技術及工藝相關
文輯推薦
知識推薦
百科推薦


職位:項目安全檢查員
擅長專業:土建 安裝 裝飾 市政 園林


