

利用氬氣保護罩提高鎳管的焊接質量
格式:pdf
大小:178KB
頁數:1P
人氣 :70
 4.7
4.7
分析了純鎳的焊接性能及其影響因素。結合實際工作中的應用,針對工業純鎳的管材焊接工藝進行探討。在鎢極氬弧焊(tig焊)的基礎上用自制氬氣保護罩來避免鎳在焊接過程中高溫區域氧化嚴重的問題,同時結合其它保護措施及合理的焊接規范,明顯地提高了鎳管的焊接質量。



關于皮帶輪保護罩
格式:pdf
大小:9KB
頁數:1P
1.關于皮帶輪保護罩,驗廠中一般也是參考國標gb5083-1999,6.1.6條,以操作 人員的操作位置所在平面為基準,凡高度在2米以內的所有旋轉的危險零部件及 危險部位,都必須設置防護裝置。 2.對緊急出口的數量要求是根據工廠車間面積和員工人數來確定的。如果車間面 積較大,則要求兩個緊急出口。或者即使車間面積不是很大,但是員工人數很多, 也需要設置兩個安全出口。對于倉庫安全出口的數量,與車間在面積要求上還有 不同。對于宿舍來說,也最好要有兩道直通地面的樓梯,有兩個標準衡量-單層 面積是否超過650平米,門口到樓梯是否超過15米。安全出口寬度也有要求,起 碼1.1米,讓員工輸散時能順利通過。工作時間,安全出口不能上鎖,也不能被 貨物或者產品堵塞。安全出口的門必須向外開。 3.洗眼器的種類: 1.固定式洗眼器。就是接上自來水管道的洗眼器,標準配置必須要兩個向上,雙
 自制塑料薄管王臺保護罩
自制塑料薄管王臺保護罩 自制塑料薄管王臺保護罩
格式:pdf
大小:82KB
頁數:1P
育王時自復式移蟲至王臺成熟一般需要11天,即移蟲之后到11天進入導臺工作。在移蟲過程中,稍移大點的幼蟲,會提早出房。出房后的處女王常常將其他成熟王臺咬光,前功盡棄。在實踐中利用廢舊透明塑料薄管做成王臺保護罩,避免了王臺早出毀臺事故的發生。具體做法如下:找1根直徑為1.5cm的廢舊塑料薄管,越舊越好(新管有氣味,對王臺內幼蟲羽化為處女王不利)。將薄膜管按每5cm長剪下1個,其數量按王臺數而
編輯推薦下載
如何提高鋼管樁焊接質量
格式:pdf
大小:4.9MB
頁數:31P
4.5
提高鋼管樁接頭焊接質量 申報單位:中交二航局第三工程有限公司 小組名稱:中交二航三公司菲律賓達沃電廠碼頭工程 鋼管樁焊接qc小組 二〇一四年四月 目錄 一、工程概況.............................................1 二、小組概況.............................................2 三、選題理由..............................................2 四、現狀調查..............................................3 五、確定目標..............................................4 六、原因分析........................................
淺議提高管道焊接質量的提高措施
格式:pdf
大小:9KB
頁數:1P
4.7
淺議提高管道焊接質量的提高措施 摘要:經過幾十年的建設,我國從油田到煉廠的原油輸送管線已經成網,基 本滿足了原油的輸送需要。近幾年天然氣、成品油輸送管道建設則是正方興未艾, 搞得熱火朝天。鋼質管道的焊接技術無論對管道建設施工的速度、質量,還是對 管道輸送生產過程的安全和使用壽命都是一個不可忽視的重要環節。在輸油(氣) 管道建設的發展過程中,七十年代采用的是傳統的手工電弧焊接工藝;八十年代 采用了較為先進的手工下向焊接技術,九十年代推廣了藥芯焊絲半自動焊接工 藝,并成為管線施工的主要工藝。而目前自動焊接工藝正在被人們所普遍重視。 關鍵詞:管道焊接;質量;措施 一、焊接的定義以及焊接應力 焊接是被焊工件的材質(材質的相同和不同),通過加熱或壓力兩種并用, 在焊接的過程中用或者不用填充材料,使工件的材質達到原子間的建立,形成永 久性的連接工藝。 在焊接過程中由于溫度的變化產
利用氬氣保護罩提高鎳管焊接質量熱門文檔
提高鋼管樁接頭焊接質量(1)
格式:pdf
大小:22KB
頁數:17P
4.6
提高鋼管樁接頭焊接質量 一、工程概況 菲律賓達沃電廠碼頭工程(davaopowerplantproject-jettyand wharfpilingandstructure)為一座電廠卸煤碼頭,位于菲律賓南部棉 蘭老島達沃灣,達沃市西南方toril區,距離達沃市區約20km處(北 緯6°57′45″,東經125°28′55″)。 本工程樁基為鋼管樁,鋼管樁直徑為1.2m,壁厚20mm,單根長 18.79-80m,總根數為187根,鋼管樁總長為11197m,業主提供標準 節長度為24m,根據碼頭樁長表進行配樁焊接。焊接時間從2013年 8月6日開始,至2013年11月20日結束,施工周期為107天。 圖1鋼管樁接頭焊接示意圖 制圖人:劉功鑫日期:2013年8 月15日 -1- 二、小組概況 為提高鋼管樁焊接質量,我們
提高鋼管樁接頭焊接質量
格式:pdf
大小:22KB
頁數:17P
4.7
提高鋼管樁接頭焊接質量 一、工程概況 菲律賓達沃電廠碼頭工程(davaopowerplantproject-jettyand wharfpilingandstructure)為一座電廠卸煤碼頭,位于菲律賓南部棉 蘭老島達沃灣,達沃市西南方toril區,距離達沃市區約20km處(北 緯6°57′45″,東經125°28′55″)。 本工程樁基為鋼管樁,鋼管樁直徑為1.2m,壁厚20mm,單根長 18.79-80m,總根數為187根,鋼管樁總長為11197m,業主提供標準 節長度為24m,根據碼頭樁長表進行配樁焊接。焊接時間從2013年 8月6日開始,至2013年11月20日結束,施工周期為107天。 圖1鋼管樁接頭焊接示意圖 制圖人:劉功鑫日期:2013年8 月15日 -1- 二、小組概況 為提高鋼管樁焊接質量,我們
提高鋼管樁接頭焊接質量講課教案
格式:pdf
大小:24KB
頁數:17P
4.5
此文檔收集于網絡,如有侵權請聯系網站刪除 此文檔僅供學習和交流 提高鋼管樁接頭焊接質量 一、工程概況 菲律賓達沃電廠碼頭工程(davaopowerplantproject-jettyand wharfpilingandstructure)為一座電廠卸煤碼頭,位于菲律賓南部棉 蘭老島達沃灣,達沃市西南方toril區,距離達沃市區約20km處(北 緯6°57′45″,東經125°28′55″)。 本工程樁基為鋼管樁,鋼管樁直徑為1.2m,壁厚20mm,單根 長18.79-80m,總根數為187根,鋼管樁總長為11197m,業主提供 標準節長度為24m,根據碼頭樁長表進行配樁焊接。焊接時間從2013 年8月6日開始,至2013年11月20日結束,施工周期為107天。 圖1鋼管樁接頭焊接示意圖 制圖人:劉功鑫日期:2013年8 月
利用氬氣保護罩提高鎳管焊接質量精華文檔
提高鋼管樁接頭焊接質量.
格式:pdf
大小:3.9MB
頁數:28P
4.4
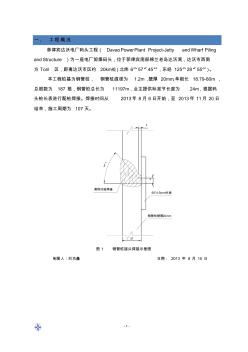
-1- 一、工程概況 菲律賓達沃電廠碼頭工程(davaopowerplantproject-jettyandwharfpiling andstructure)為一座電廠卸煤碼頭,位于菲律賓南部棉蘭老島達沃灣,達沃市西南 方toril區,距離達沃市區約20km處(北緯6°57′45″,東經125°28′55″)。 本工程樁基為鋼管樁,鋼管樁直徑為1.2m,壁厚20mm,單根長18.79-80m, 總根數為187根,鋼管樁總長為11197m,業主提供標準節長度為24m,根據碼 頭樁長表進行配樁焊接。焊接時間從2013年8月6日開始,至2013年11月20日 結束,施工周期為107天。 45 ° 5 3 20 50*4.5mm襯板 鋼管樁壁厚20mm 滿焊對接焊縫 圖1鋼管樁接頭焊接示意圖 制圖人:劉功鑫日期:
談鋼筋焊接質量的提高 談鋼筋焊接質量的提高
格式:pdf
大小:124KB
頁數:3P
4.4
目前公路施工中所有的鋼筋焊接都是由手工完成的,可以說焊工的技術水平在很大程度上代表了焊件的質量,只有提高焊工的技術水平,嚴格執行焊接工藝,在焊接材料的保管上注意方法,加強管理,才能從根本上解決焊接節點的質量問題。
談提高型鋼柱的焊接質量 談提高型鋼柱的焊接質量
格式:pdf
大小:171KB
頁數:3P
4.8
通過分析影響型鋼柱焊接的主要因素,制定了一系列質量控制措施,然后在明確焊接質量標準和檢驗要求的基礎上提出了質量管理措施,最后從安全、文明、環保方面總結了注意要點,以確保型鋼柱焊接質量。

提高鋼管樁接頭焊接質量精品
格式:pdf
大小:23KB
頁數:18P
4.8
提高鋼管樁接頭焊接質量 一、工程概況 菲律賓達沃電廠碼頭工程(davaopowerplantproject-jettyand wharfpilingandstructure)為一座電廠卸煤碼頭,位于菲律賓南部棉 蘭老島達沃灣,達沃市西南方toril區,距離達沃市區約20km處(北 緯6°57′45″,東經125°28′55″)。 本工程樁基為鋼管樁,鋼管樁直徑為1.2m,壁厚20mm,單根 長18.79-80m,總根數為187根,鋼管樁總長為11197m,業主提供 標準節長度為24m,根據碼頭樁長表進行配樁焊接。焊接時間從2013 年8月6日開始,至2013年11月20日結束,施工周期為107天。 圖1鋼管樁接頭焊接示意圖 制圖人:劉功鑫日期:2013年8 月15日 -1- 二、小組概況 為提高鋼管樁焊接質量,我
研制鋼結構專用焊條提高焊接質量和效率
格式:pdf
大小:173KB
頁數:6P
4.7
本文介紹了該qc小組運用qc方法,通過多次pdca科研實施,研制成功了一種用于焊接鋼結構工程的專用焊條,提高了工程的焊接質量和效率,得到了業主和監理的首肯。
利用氬氣保護罩提高鎳管焊接質量最新文檔

提高不銹鋼油煙風管焊接質量QC
格式:pdf
大小:613KB
頁數:13P
4.6
1 提高不銹鋼油煙風管焊接質 企業名稱:xxxxxxx有限公司 小組名稱:xxxxxxxx項目部qc小組 2 提高不銹鋼油煙風管焊接質量 xxxxxx有限公司 xxxxxxxx項目部qc小組 一、工程概況 xxxxxx項目,位于xx市xx區xxx大道與xx路交匯處,該項目總用地面積12554.29 平方米,建筑面積120481.01平方米。本項目共分為a座、b座、c座三個單體,均為框 架剪力墻結構,功能為辦公商業綜合體。商業部分機電工程包含有不銹鋼油煙風管的施 工,風管采用奧氏體不銹鋼,板材厚度1.0mm,總工程量約3800平米。 二、小組簡介 小組名稱 xxxxxx有限公司 xxxxxx項目部qc小組 小組類型問題解決型活動時間2018年9月-10月 課題名稱提高不銹鋼油煙風管焊接質量小組人數4 小組簡 介 小組職務姓名性別年
提高長輸管線焊接質量的措施探討
格式:pdf
大小:9KB
頁數:1P
4.6
提高長輸管線焊接質量的措施探討 【摘要】我國能源分布不均,常常需要遠程輸送、調動能源,這就需要與之 配套的長距離輸送管線,長距離管線的焊接質量則是管線質量及壽命的重要影響 因素。本文簡要介紹了長輸管線的常用焊接技術,分析了影響焊接質量的主要因 素,并探討了提高焊接質量的主要途徑。 【關鍵詞】長輸管線焊接質量措施探討 1長輸管線的常用焊接技術 隨著科學技術的進步,長輸管線的焊接技術也在不斷發展與提高,目前主要 的焊接技術有自保護藥芯焊絲半自動焊,全自動焊,以及焊條電弧向下焊3種。 3種焊接工藝各具優勢,也各有缺陷,自保護藥芯焊絲半自動焊抗風能力強,但 不能進行根焊;全自動焊作業效率高,但對設備要求較高;條電弧向下焊靈活性 好,使用方便快捷,但抗風能力差。如何根據實際焊接作業要求進行焊接工藝的 選擇,是影響長輸管線焊接質量的重要因素。 2影響長輸管線焊接質量的主要因
氬氣在焊接中的應用
格式:pdf
大小:11KB
頁數:1P
4.4
氬氣在焊接中的應用 1、氬氣(ar)的性質 氬氣是無色、無味、單原子的惰性氣體,原子量為39.948,密度為1.78kg/m3(空氣密度 為1.29kg/m3)。 氬氣的重量是空氣的1.4倍,可在熔池上方形成一層穩定的氣流層,具有良好的保護性能。 另外在焊接過程中,產生的煙霧較少,便于控制焊接熔池和電弧。 氬氣是一種惰性氣體,在常溫下與其它物質均不發生化學反應,在高溫下也不溶于液態金 屬中,故在焊接有色金屬時更能顯示其優越性。 氬氣是一種單原子氣體,在高溫下,氬氣直接離解為正離子和電子,因此能量損耗低, 電弧燃燒穩定。同時分解后的正離子體積和質量較大,對陰極的沖擊力很強,具有強烈的陰極破碎 作用。 氬氣對電弧的冷卻作用小,所以電弧在氬氣中燃燒時,熱量損耗小,穩定性比較好。 氬氣對電弧的熱收縮效應較小,加上氬弧的電位梯度和電流密度不大,維持氬弧燃燒的電 壓較低,一般10v即
高合金不銹鋼和耐熱鋼管焊接氬氣保護罩 高合金不銹鋼和耐熱鋼管焊接氬氣保護罩
格式:pdf
大小:180KB
頁數:3P
4.7
針對高合金不銹鋼和耐熱鋼管焊接接頭施焊需要氬氣保護(防止接頭產生氧化、氣孔等缺陷)的特點,設計了一種焊接保護罩,可提高焊接一次合格率并節約氬氣,降低工程施工成本。介紹了這一焊接保護罩的結構及其使用方法。

焊接質量管理標準
格式:pdf
大小:695KB
頁數:25P
4.6
焊接質量管理標準 編制:制造工藝工程部 審核:段偉群 批準:王曉軍 日期:2006年9月1日 焊接質量管理標準 1范圍 本標準規定了焊接質量檢查的標準、檢查的方法和焊接缺陷的處理。 本標準適用于車體開發和批生產階段的焊接質量的檢查。 2目的 焊接在制造安全、舒適的汽車方面起著重要的作用,焊接問題和對顧客生命 構成傷害的重要缺陷相關聯。因此,本標準將具體、詳細的介紹檢查項目和檢 查標準,以便有效的控制焊接質量。 3檢查周期 3.1開發階段:每個時期,至少一臺車進行全破壞檢查; 3.2批生產階段:討論和確定全破壞檢查的詳細內容,由質檢部門負責周期檢 查和生產過程中的檢查。 a)全破壞檢查:每4個月檢查一次; b)周期檢查:依據生產檢查表進行檢查; c)生產過程中的檢查:討論確定需要目視和半破壞檢查的部位。 4焊接質量等級 具體內容見表1 表1

提高不銹鋼地漏焊接質量
格式:pdf
大小:132KB
頁數:10P
4.4
qc報告 1 qc報告 提高不銹鋼地漏焊接質量 qc報告 2 不銹鋼地漏的加工與焊接 一小組概況 1、小組簡介表 表1小組簡介 小組名稱檢修三班qc小組成立時間2012年3月20日 課題名稱不銹鋼地漏的加工與焊接完成時間2012年9月20日 小組類型現場型qc完成時間2012年9月 活動次數7次小組人數6人 2、小組人員的組成 表2小組人員組成 序號姓名性別職務分工項目 1xxx男xx高工組長、組織與實施 2xxx男xx工程師技術指導與協調 3xxx男xx高級技師技術指導 4xxx男xx技師收集材料與現場實施 5xxx男xx工程師收集材料與現場實施 6xxx男xx工人現場操作 二、選題理由 1、1、根據生產實際需要,時常進行不銹鋼地漏的焊接,為使焊接質量達

為了提高天生港電廠技改工程的焊接質量.
格式:pdf
大小:587KB
頁數:34P
4.3
1.1.目的 為了提高天生港電廠技改工程的焊接質量,鼓勵和激發廣大焊接人員的工作積極性,確保受監焊口的 一次合格率在95%以上。 1.2.適用范圍 南通天電技改工程(2*330mw機組)焊接物資、焊接施工、焊接質檢所涉及各項目的管理。 1.3.相關文件 1.3.1.國家及電力系統行業管理的有關政策、法令、條例、標準; 1.3.2.電力系統的規程、規范和規則; 1.3.3.dl647-1998電力工業鍋爐壓力容器檢驗規程; 1.3.4.dl5031-94電力建設施工驗收技術規范(管道篇); 1.3.5.dl5048-95電力建設施工驗收技術規范(管道焊縫超聲波篇); 1.3.6.dlt5069-1996電力建設施工驗收技術規范(鋼制承壓管道對接焊縫射線檢驗篇); 1.3.7.dl5007-92電力建設施工驗收規范(火力發電廠焊接篇); 1.3.8.火電
焊接缺陷及焊接質量檢驗
格式:pdf
大小:10KB
頁數:3P
4.6
焊接缺陷及焊接質量檢驗 焊接缺陷及焊接質量檢驗 1.焊接缺陷:按焊接缺陷在焊縫中的位置,可分為外部缺陷和內部缺陷兩大 類。外部缺陷位于焊縫區的外表面,用肉眼或低倍放大鏡。例如:焊縫尺寸 不符合要求、咬邊、焊瘤、弧坑、燒穿、下塌、表面氣孔、表面裂紋等。內 部缺陷位于焊縫內部,需用破壞性實驗或無損探傷方法來發現。例如:未焊 透、未熔合、夾渣、內部氣孔、內部裂紋等。 2.常見電焊缺陷: (1)焊縫尺寸不符合要求主要指焊縫寬窄不一、高低不平、余高不足或過 高等。焊縫尺寸過小會降低焊接接頭強度;尺寸過大將增加結構的應力 和變形,造成應力集中,還增加焊接工作量。 (2)咬邊由于焊接參數選擇不當,或操作工藝不正確,沿焊趾的母材部位 產生的溝槽或凸陷即為咬邊。咬邊使母材金屬的有效截面減少,減弱了 焊接接頭的強度,而且在咬邊處易引起應力集中,承載后有可能在咬邊 處產生裂紋,甚至引起結構的
利用氬氣保護罩提高鎳管焊接質量相關
文輯推薦
知識推薦
百科推薦


職位:給排水專業工程師
擅長專業:土建 安裝 裝飾 市政 園林


