

冷軋復合工藝制備超輕Mg-Li合金復鋁板
格式:pdf
大小:840KB
頁數:3P
人氣 :61
 4.3
4.3
研究了采用冷軋復合法制備Mg-Li合金復鋁板的工藝,得到了適宜的軋制制度與退火熱處理參數,結果表明軋制壓下率在60%~65%時復合效果最佳。退火時Mg-Li合金內的α相發生了明顯的球化轉變,300℃退火1h后Mg-Li合金的再結晶過程基本完成。Mg-Li合金復鋁板的密度為1.6~1.7g/cm3,具有顯著的輕質特點、而耐蝕性較單一Mg-Li合金顯著提高。



冷軋復合對鋁合金復合箔組織與性能的影響 (2)
格式:pdf
大小:282KB
頁數:4P
冷軋復合對鋁合金復合箔組織與性能的影響 某某某 1 ,某某 1 ,某某 1,2 (1.吉林大學材料與冶金學院,吉林長春130022;2.燕山大學材料與冶金學院,河北秦皇島066004;)b5e2rgbcap 摘要:研究了采用冷軋復合法生產汽車散熱器用鋁合金復合箔的工藝,主要研究了冷軋首道次壓下率、包覆層 厚度及成品前退火制度對復合箔組織與性能的影響。結果表明:皮材a4045和芯材a3003在30%~50%的首道次壓 下率下可以實現良好的初結合,冷軋工藝生產的復合箔上、下包覆層的厚度基本一致。最后一道次的精軋壓下率在 25%~35%左右時,復合箔成品的抗下垂性能最佳。復合箔成品前的退火溫度應控制在320~400℃,退火溫度為400℃ 時,退火時間以不超過80min為宜。p1eanqfdpw 關鍵詞:冷軋復合;復合箔;壓下率;抗下垂性;退
冷軋復合對鋁合金復合箔組織與性能的影響
格式:pdf
大小:277KB
頁數:8P
冷軋復合對鋁合金復合箔組織與性能的影響 某某某1,某某1,某某1 ,2 (1.吉林大學材料與冶金學院,吉林長春130022;2.燕山大學材料與冶金學院,河北秦皇島066004;) 摘要:研究了采用冷軋復合法生產汽車散熱器用鋁合金復合箔的工藝,主要研究 了冷軋首道次壓下率、包覆層厚度及成品前退火制度對復合箔組織與性能的影響。 結果表明:皮材a4045和芯材a3003在30%~50%的首道次壓下率下可以實現良好的 初結合,冷軋工藝生產的復合箔上、下包覆層的厚度基本一致。最后一道次的精軋 壓下率在25%~35%左右時,復合箔成品的抗下垂性能最佳。復合箔成品前的退火溫 度應控制在320~400℃,退火溫度為400℃時,退火時間以不超過80min為宜。 關鍵詞:冷軋復合;復合箔;壓下率;抗下垂性;退火 中圖分類號:tg335.58文獻標識碼
編輯推薦下載
 銅覆鋁板對稱軋制復合工藝研究
銅覆鋁板對稱軋制復合工藝研究 銅覆鋁板對稱軋制復合工藝研究
格式:pdf
大小:490KB
頁數:未知
4.6
運用四層對稱軋制復合法對銅覆鋁板的生產工藝進行了研究。與傳統的二層非對稱軋制復合法相對比發現,四層對稱軋制復合法的生產效率提高了近1倍,制備的復合板較平直,同時,研究了軋制時組元的變形規律及其影響因素。
鋁合金釬焊板(箔)熱軋復合工藝研究 鋁合金釬焊板(箔)熱軋復合工藝研究
格式:pdf
大小:669KB
頁數:6P
4.4
揭示基體金屬和焊層金屬在熱軋時的復合機理及成形規律,根據金屬軋制過程中的變形規律,研究了熱軋過程中及冷軋過程中包覆層的厚比變化規律,研究了鋁合金釬焊板(箔)熱軋復合工藝,開發出滿足使用要求的鋁合金釬焊板(箔)。
冷軋復合工藝制備超輕MgLi合金復鋁板熱門文檔
銅鋁冷軋復合薄帶熱處理工藝研究 銅鋁冷軋復合薄帶熱處理工藝研究
格式:pdf
大小:1.6MB
頁數:4P
4.4
利用金相顯微鏡和萬能材料試驗機,通過界面組織觀察和力學性能測試,系統研究了銅/鋁/銅冷軋復合薄帶的熱處理工藝,并討論了熱處理工藝參數對銅鋁冷軋復合薄帶界面組織和力學性能的影響規律.通過研究,得出如下結論:隨退火溫度升高或保溫時間的延長,復合帶強度降低,塑性增強;退火后復合帶界面寬度為2~5μm,界面有脆性化合物cual2,cual和cu9al4生成;410℃退火,保溫10min時復合帶綜合性能最佳,為復合薄帶的最佳熱處理工藝.
釬焊-熱軋復合工藝制備不銹鋼/碳鋼復合板 釬焊-熱軋復合工藝制備不銹鋼/碳鋼復合板
格式:pdf
大小:870KB
頁數:5P
4.7
針對不銹鋼/碳鋼復合板爆炸-軋制復合工藝存在的主要問題,提出了釬焊—熱軋制備新技術,研究了主要工藝參數對釬焊復合板結合強度的影響,分析了釬焊復合板熱軋的結合機理,測試了復合板的主要力學性能。結果表明,采用自制的銀基釬料可以實現不銹鋼/碳鋼有效的釬焊結合,理想的釬焊工藝參數為:釬焊溫度755~770℃,釬焊時間2.5~3min。熱軋過程中釬料層表現出了良好的塑性,壓下率為40%時,軋后釬料層未出現斷裂、分層。軋制中釬料層同基體形成的金屬鍵顯著提高了不銹鋼/釬料界面的結合強度,熱軋復合板的抗剪強度達到了342.6mpa。
不銹鋼/鋁(鋁合金)五層復合板復合工藝及變形規律研究 不銹鋼/鋁(鋁合金)五層復合板復合工藝及變形規律研究
格式:pdf
大小:448KB
頁數:未知
4.5
通過對不銹鋼/鋁/鋁合金/鋁不銹鋼五層復合板的多種復合工藝及變形規律的研究,確定了此種五層復合材料的最佳復合工藝及變形特點。
鋁合金釬焊復合板冷軋工藝分析及軋制力計算 鋁合金釬焊復合板冷軋工藝分析及軋制力計算
格式:pdf
大小:194KB
頁數:未知
4.5
文章針對4343/3003/4343鋁合金釬焊復合板,介紹了其冷軋復合的工藝方法及冷軋過程中的影響因素。并介紹了本公司與某鋁業公司合作開發的φ850×1500mm鋁合金釬焊復合板冷復合機組的軋制力參數計算。
不銹鋼/鋁(鋁合金)五層復合板復合工藝及變形規律研究 不銹鋼/鋁(鋁合金)五層復合板復合工藝及變形規律研究
格式:pdf
大小:89KB
頁數:3P
4.6
通過對不銹鋼/鋁/鋁合金/鋁不銹鋼五層復合板的多種復合工藝及變形規律的研究,確定了此種五層復合材料的最佳復合工藝及變形特點。
冷軋復合工藝制備超輕MgLi合金復鋁板精華文檔
采用爆炸-軋制法制備鈦/鋁復合板 采用爆炸-軋制法制備鈦/鋁復合板
格式:pdf
大小:209KB
頁數:3P
4.6
主要對制備1.5mm鈦/鋁復合薄板的爆炸軋制工藝進行了實驗研究。通過實驗,確定了ta1和2a12這兩種合金的爆炸焊接工藝參數。為了解決單張復合板在軋制過程中纏繞軋輥的問題,提出了兩張爆炸焊接鈦/鋁復合板的對稱軋制工藝,并且得到了成功的應用。對于軋制過程中復合板鈦層表面出現的間歇性開裂現象,也進行了詳細的分析。兩種基體金屬流動變形的不同步性以及鋁對鈦產生的不均勻牽引變形力是導致復合板鈦層表面開裂的主要原因
鋁錫20銅—鋼雙金屬板復合工藝的改進 鋁錫20銅—鋼雙金屬板復合工藝的改進
格式:pdf
大小:62KB
頁數:未知
4.7
對鋁錫20銅-鋼雙金屬板的復合工藝進行改進,將其熱復合工藝改進為冷復合工藝,降低生產成本700元/t,并已在生產實踐中應用,取得了很好的經濟效益。
聚四氟乙烯鋁合金復合膜制備工藝條件研究 聚四氟乙烯鋁合金復合膜制備工藝條件研究
格式:pdf
大小:229KB
頁數:3P
4.4
選用鉬酸鈉、氟化鈉、高錳酸鉀為主、輔鹽,在ph為2,成膜溫度為40℃和成膜時間為20min的條件下,制備了鋁合金化學轉化膜,之后在ptfe的乳液中進行聚四氟乙烯鋁合金復合膜的制備,采用正交試驗法確定了ptfe的濃度2g/l、成膜時間40min、成膜溫度80℃為最佳工藝條件。經過sem掃描電鏡觀察,鋁合金表面復合膜分布均勻,成膜情況良好。通過耐蝕性、耐磨性等性能檢測,表現出良好的防腐蝕和耐磨的性能。
3.鋁板冷軋工藝計算及校核分解
格式:pdf
大小:849KB
頁數:10P
4.5
第四章:冷軋工藝理論和計算 4.1軋制規程的設計 1.1基本概念 軋制規程也叫做軋制制度,它包括壓下制度、速度制度、溫度制度、張力制 度和輥型制度,是指軋制過程中各道次的壓下量分配以及相應的力能參數設定。 它主要式根據產品的技術要求、原料條件及生產設備的情況,運用數學公式(模 型)或圖表進行計算,從而確定軋制方法,確定壓下制度、速度制度、溫度制度、 張力制度和輥型制度,以便在安全操作條件下得達到優質、高產、低消耗的目的。 4.2制定軋制規程的原則和要求 1在設備能力容許的條件下盡量(提高道次壓下量、縮減軋制道次、縮短軋制 周期、確定合理速度規程等等)提高產量。 2在保證操作穩定的條件下提高質量。 總之,充分而又合理地發揮軋機的設備能力,通過適當減少軋制道次和提高軋 制速度來增加產量,保證產品的質量。 3壓下規程的分配依據和要求 制定壓下的依據是產
3.鋁板冷軋工藝計算及校核
格式:pdf
大小:841KB
頁數:10P
4.8
精品文檔,供參考! 第四章:冷軋工藝理論和計算 4.1軋制規程的設計 1.1基本概念 軋制規程也叫做軋制制度,它包括壓下制度、速度制度、溫度制度、張力制 度和輥型制度,是指軋制過程中各道次的壓下量分配以及相應的力能參數設定。 它主要式根據產品的技術要求、原料條件及生產設備的情況,運用數學公式(模 型)或圖表進行計算,從而確定軋制方法,確定壓下制度、速度制度、溫度制度、 張力制度和輥型制度,以便在安全操作條件下得達到優質、高產、低消耗的目的。 4.2制定軋制規程的原則和要求 1在設備能力容許的條件下盡量(提高道次壓下量、縮減軋制道次、縮短軋制 周期、確定合理速度規程等等)提高產量。 2在保證操作穩定的條件下提高質量。 總之,充分而又合理地發揮軋機的設備能力,通過適當減少軋制道次和提高軋 制速度來增加產量,保證產品的質量。 3壓下規程的分配依據和要求
冷軋復合工藝制備超輕MgLi合金復鋁板最新文檔
3.鋁板冷軋工藝計算及校核
格式:pdf
大小:849KB
頁數:10P
4.5
第四章:冷軋工藝理論和計算 4.1軋制規程的設計 1.1基本概念 軋制規程也叫做軋制制度,它包括壓下制度、速度制度、溫度制度、張力制 度和輥型制度,是指軋制過程中各道次的壓下量分配以及相應的力能參數設定。 它主要式根據產品的技術要求、原料條件及生產設備的情況,運用數學公式(模 型)或圖表進行計算,從而確定軋制方法,確定壓下制度、速度制度、溫度制度、 張力制度和輥型制度,以便在安全操作條件下得達到優質、高產、低消耗的目的。 4.2制定軋制規程的原則和要求 1在設備能力容許的條件下盡量(提高道次壓下量、縮減軋制道次、縮短軋制 周期、確定合理速度規程等等)提高產量。 2在保證操作穩定的條件下提高質量。 總之,充分而又合理地發揮軋機的設備能力,通過適當減少軋制道次和提高軋 制速度來增加產量,保證產品的質量。 3壓下規程的分配依據和要求 制定壓下的依據是產

復合鋁板吊頂工藝
格式:pdf
大小:48KB
頁數:5P
4.4
1、施工工藝 (1)工藝流程 頂棚標高彈水平線劃龍骨分檔線安裝水電管 線 固定吊掛桿件安裝主龍骨安裝次龍骨 封九夾板基層 安裝罩面板 (2)操作工藝 1)彈線 用水準線在房間內每個墻(柱)角上抄出水平點(若墻體較長,中間 也應適當抄幾個點),彈出水準線(水準線距地面一般為500mm),從水 準線量至吊頂設計高度加上金屬板的厚度和折邊的高度,用粉線沿墻 (柱)彈出水準線,即為吊頂次龍骨的下皮線,同時,按吊頂平面圖, 在混凝土頂板彈出主龍骨的位置。主龍骨應從吊頂中心向兩邊分,最大 間距為1000mm,遇到梁和管道固定點大于設計和規程要求,應增加吊桿 的固定點。 2)固定吊掛桿件 采用膨脹
電纜用銅/鋁復合帶制備工藝研究 電纜用銅/鋁復合帶制備工藝研究
格式:pdf
大小:782KB
頁數:4P
4.3
研究了制備工藝對電纜用銅/鋁復合帶組織和性能的影響.結果表明:電纜用銅/鋁復合帶冷軋復合加工率應大于67%,合理的退火工藝為310℃×1.5h.銅/鋁復合界面是通過軋制物理結合-退火冶金結合機理形成的.
一種鋁塑復合板的回收循環制備工藝 一種鋁塑復合板的回收循環制備工藝
格式:pdf
大小:55KB
頁數:未知
4.4
專利申請號:cn201610068166.6公開號:cn106335267a申請日:2016.02.01公開日:2017.01.18申請人:揭陽市運泰裝飾材料有限公司本發明涉及一種鋁塑板制備工藝,尤其涉及一種廢舊塑料、廢舊鋁材循環利用制備鋁塑板的工藝。主要包括:(1)化
鎂/鋁復合板材制備工藝及性能研究 鎂/鋁復合板材制備工藝及性能研究
格式:pdf
大小:234KB
頁數:3P
4.5
為了改善鎂合金板材的耐腐蝕性能,文章采用軋制復合工藝,將a5052鋁板包覆在az31b鎂合金鑄軋板坯表面,通過多道次大壓下軋制工藝制備出了鎂/鋁復合板,并考察了復合工藝、熱處理工藝對復合板組織、力學性能的影響。研究結果表明:當軋制溫度為300~400℃、道次壓下率為30%~40%時,鎂、鋁板材可以實現良好的復合,但隨著復合板材熱處理溫度的提高,復合界面脆化程度增大,板材力學性能下降,鎂/鋁復合板材的熱處理溫度應控制在h24溫度以下。
超音速等離子一感應復合技術制備高鋁銅合金涂層特性 超音速等離子一感應復合技術制備高鋁銅合金涂層特性
格式:pdf
大小:1.1MB
頁數:未知
4.6
為了探討超音速等離子一感應重熔復合技術制備粗粉高鋁銅合金材料涂層的能力以及所制備涂層的特點,采用超音速等噴涂預制涂層,采用高頻感應加熱對涂層重熔處理,研究了該復合技術制備涂層的微觀組織結構特征和界面結合狀態.結果發現:粗粉高鋁銅合金粉體超音速等離子噴涂層氧化嚴重,尤其在界面處聚集了大量的氧化物,使涂層和基體不能實現有效結合,涂層中較多的氧化和孔隙,隔離了層流片的熔結,并且涂層成分偏析嚴重.經過感應重熔后的涂層組織細小均勻,大量的氧化物排出,涂層和基體實現了冶金結合,同時感應加熱使涂層成分分布更加均勻.研究結果表明超音速等離子一感應重熔復合技術具有制備高鋁銅合金粗粉涂層的能力,在涂層與基體界面處能夠形成寬度為10-15μm的冶金結合帶.
簡述穿條式隔熱鋁型材的復合工藝
格式:pdf
大小:788KB
頁數:4P
4.6
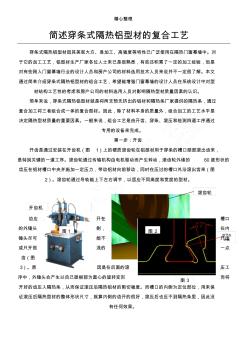
精心整理 簡述穿條式隔熱鋁型材的復合工藝 穿條式隔熱鋁型材因其美觀大方、易加工、高強度等特性已廣泛使用在隔熱門窗幕墻中。對 于它的加工工藝,鋁型材生產廠家各位人士來已是很熟悉,有些還積累了一定的加工經驗,但是 對有些剛入門窗幕墻行業的設計人員和房產公司的材料選用技術人員來說并不一定很了解。本文 通過簡單介紹穿條式隔熱鋁型材的組合工藝,希望能增強門窗幕墻的設計人員在系統設計中對型 材結構工藝性的考慮和房產公司的材料選用人員對影響隔熱型材質量因素的認識。 簡單來說,穿條式隔熱鋁型材就是將兩支預先擠出的鋁材和隔熱條廠家提供的隔熱條,通過 復合加工將三者組合成一體的復合型材。因此,除了材料本身的質量外,組合加工的工藝水平是 決定隔熱型材質量的重要因素。一般來說,組合工藝是由開齒、穿條、滾壓和檢測四道工序通過 專用的設備來完成。 第一步:開齒 開齒是通過安裝在開齒機(圖1)上的硬質滾齒輪在鋁型材用
冷軋鋁板帶材生產的板形控制
格式:pdf
大小:81KB
頁數:4P
4.3
冷軋鋁板帶材生產的板形控制 x 胥福順1,李全1,楊鋼2,楊鵬1 (1.云南鋁業股份有限公司,云南昆明650502,2.云南冶金集團總公司,云南昆明650051) 摘要:闡述了冷軋板形的定義和控制方法,研究了鋁鑄軋坯料板形、軋制油、軋輥粗度、道次加工率的分 配、張力分配、彎輥控制、熱凸度等因素對冷板板形的影響機理和相應的控制方法,通過控制達到改善冷軋板形 的目的。 關鍵詞:冷軋鋁板;板形;影響因素;控制方法 中圖分類號:tg33518文獻標識碼:a文章編號:1006-0308(2006)01-0053-03 plateshapecontrolincoldrollingofaluminumsheets xufu-shun 1 ,liquan 1 ,yanggang
粉末冶金制備鋁及其復合材料的組織與性能 粉末冶金制備鋁及其復合材料的組織與性能
格式:pdf
大小:515KB
頁數:3P
4.7
采用粉末冶金的方法分別在ar氣氛保護下及真空爐中制備鋁及其復合材料,探討了坯塊的壓制壓力、燒結溫度與時間對粉末冶金鋁及其復合材料的影響,并研究了其顯微組織與性能。結果表明,只有在足夠高的壓力和溫度條件下(壓應力700n/mm2,溫度640℃~700℃),才能獲得外形完好、組織致密的鋁及其復合材料;鋁基復合材料比基體具有更高的致密度,真空爐中燒結的鋁基復合材料的致密度達97.20%,其彈性模量、抗拉強度和屈服強度分別為67600n/mm23、45.7n/mm2和206.2n/mm2。
軋制復合-粉末冶金發泡工藝制備泡沫鋁夾心板 軋制復合-粉末冶金發泡工藝制備泡沫鋁夾心板
格式:pdf
大小:262KB
頁數:5P
4.6
針對目前泡沫鋁夾心板制備工藝中存在的主要問題,將軋制復合技術應用于可發泡復合板的制備,以獲得更高的芯層粉末致密度與界面結合強度.研究結果表明,預壓成型后的芯層粉體通過軋制過程能夠同鋼面板實現牢固的初結合,軋后芯層粉末的致密度明顯高于熱壓復合板,粉末顆粒間呈緊密的層片狀結構,為發泡過程創造了有利條件.綜合考慮界面結合強度、芯層粉末致密度及軋制缺陷等因素,軋制壓下率應控制在60%~70%為宜.復合板在適宜的發泡工藝下可以獲得理想的泡沫體結構,最佳發泡溫度為620~640℃,發泡時間為8~10min.發泡后在界面上生成了厚度均約為10μm的金屬間化合物feal3及fe/al固溶體,無脆性金屬間化合物fe2al5生成,界面形成了理想的冶金結合.
冷軋復合工藝制備超輕MgLi合金復鋁板相關
文輯推薦
知識推薦
百科推薦


職位:通信與廣電工程
擅長專業:土建 安裝 裝飾 市政 園林


