

如何利用低速數控加工中心在鋁合金鑄件上加工小孔
格式:pdf
大小:432KB
頁數:1P
人氣 :81
 4.8
4.8
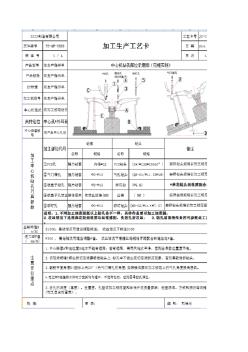
2013年 第 4期 20 冷加工 ndustrial ForumI 產業論壇 ( 1) 在數控 銑 (加 工 中心 )機 床上 加工 一 些小的或個別工裝模具零 件時,由于沒有壓裝的部 分,就需要增加工藝臺或 互換壓板來完成加工。這 樣 就造 成效 率和 精度 降 低。是否能將機床的工作 臺或增加一個附件使其自身有導磁體的功能? (2) 由于大多數是單件加工,在校正工件和 尋找基準上會浪費很多時間。所以在數控銑(加工 中心)機床上能否使用自動感應裝置進行工件的分 中和找基準點? (3)隨著計算機普遍的應用,零件圖已經都 是電腦繪制,能否實現將二、三維圖形直接在機床 上顯示后進行處理后可以生成加工程序?或者將簡 單的二、三維圖形的程序模塊化,實現人機對話? (4)對于操作人員來說在遇到機床報警后都 很頭疼,現在的一般報警都是以代碼形式出現,還 要去翻資料查詢。所以能否將故障報警信息以文字



PVC板數控加工中心
格式:pdf
大小:303KB
頁數:3P
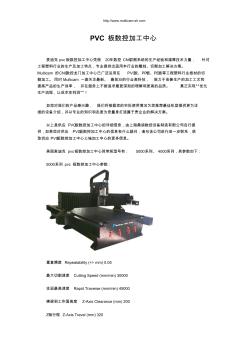
http://www.***.*** pvc板數控加工中心 麥迪克pvc板數控加工中心憑借20年數控cnc切割系統的生產經驗和雄厚技術力量,針對 工程塑料行業的生產及加工特點,專業提供出適用本行業的雕刻、切割加工解決方案。 multicam的cnc數控龍門加工中心已廣泛運用在pvc板、pp板、pe板等工程塑料行業板材的切 割加工。同時multicam一直關注最新、最前沿的行業高科技,致力于改善生產的加工工藝和 提高產品的生產效率,并在服務上不斷追求著更深刻的理解和更高的品質。真正實現“優化 生產流程,讓成本變利潤”! 如您對我們的產品感興趣,我們將根據您的實際使用情況為您推薦最佳機型提供更為詳 細的設備介紹,并以專業的知識和態度為您量身打造屬于貴企業的解決方案。 以上是供應pvc板數控加工中心的詳細信息,由上海鼎迪數控設備制造有限公司自行提
編輯推薦下載
數控加工中心刀具換刀系統的設計
格式:pdf
大小:1.1MB
頁數:21P
4.5
鄭州電力職業技術學院 課程設計說明書 題目機電一體化技術與系統課程設計 --數控加工中心刀具換刀系統的設計 系別機電工程 專業機電一體化 班級機電四班 姓名 設計時間2012/4/17 指導教師劉光定 二o一二年四月十七日 鄭州電力職業技術學院 課程設計說明書 -1- 課程設計任務書 一.設計任務 本課程取自數控加工中心刀具庫的自動控制實驗。因原有的刀具庫控制方 式過于陳舊、功能過于單一且智能度不高。效率較低并且指示燈不合理,對 刀成功后沒有正確與否的提示。針對原有功能的不足提出自己的改進方法。 對位成功的進行指示燈閃爍提示,調取不是當前工位的道時,系統能根據調 取刀具的大小自動選擇最佳刀盤轉動發向,以提高取刀效率。 改進的基本特征: 1.檔
數控加工中心刀具庫自動換刀系統
格式:pdf
大小:994KB
頁數:24P
4.7
職業技術學院 畢業論文 題目:數控加工中心自動換刀系統 學生: 學號: 院(系): 專業: 指導教師: 2013年5月3日 ⅰ 數控加工中心刀具庫自動換刀系統 摘要 本設計介紹了加工中心自動換刀裝置的機械手運動的部分設計及控制系統的設計, 最終實現自動換刀動作,介紹了目前加工中心常用的刀庫,及其在加工中心上的應用情 況,從而可以看出在數控方面的發展趨勢。 換刀裝置作為加工中心的重要組成部分,其主要作用在于減少加工過程中的非切削 時間,提高生產率,降低生產成本,進而提升機床乃至整個生產線的生產力。加工中心 自動換刀裝置是實現多工序連續加工的重要裝置,其結構設計及其控制是實現加工中心 設計制造的關鍵。加工中心的換刀過程較為復雜,動作多,動作間的相互協調多,進而 自動換刀系統的好壞直接影響加工效率的高低。 帶有自動換刀系統的
利用低速數控加工中心在鋁合金鑄件上加工小孔熱門文檔
數控加工中心操作考核要求
格式:pdf
大小:83KB
頁數:6P
4.6
數控加工中心操作考核要求 評定成績權重100% 1、實訓考核按勞動和社會保障部職業技能鑒定的要求分應知和應會考核評定成績權重70% 2、產品加工考核操作按機床操作規程、產品加工質量、加工時間評定成績權重15% 工藝創新能力根據擬訂的工藝文件評定成績權重10% 3、平時考核根據出勤、實訓態度、職業道德素質、安全文明生產實訓報告評定成績權重5% 占考核權重70%的職業技能鑒定考核內容 一、職業技能鑒定(理論知識100分) 1、安全與文明生產成績權重5% 2、基礎知識成績權重20% 3、加工準備成績權重5% 4、數控編程成績權重15% 5、數控機床操作成績權重20% 6、零件加工成績權重30% 7、數控機床維護和故障診斷成績權重5% 二、職業技能鑒定(技能操作100分) 1、工藝分析成績權重5% 2、加工準備

《數控加工中心操作與加工》資料
格式:pdf
大小:2.7MB
頁數:23P
4.6
1 行業模塊《加工中心操作與加工》 項目1加工中心的操作編程 學習單元1加工中心的手動方法 一、fanuc0i—mate系統加工中心控制面板 fanuc0i—mate數控系統分為4個部分,分別是cnc操作面板,屏幕顯示區,屏幕軟 鍵和機床控制面板,如圖h.1.1所示。 圖h.1.1fanuc數控系統加工中心控制面板 1fanuc數控系統cnc操作面板 fanuc數控系統cnc操作面板如圖h.1.2所示,各按鍵功能見表h1.1。 cnc操作面板屏幕顯示區 屏幕軟鍵 機床控制面 板 2 圖h.1.2fanuc數控系統cnc操作面板 表h1.1:fanuc數控系統操作面板各鍵功能 鍵名稱功能說明 0~9地址、數字鍵輸入輸入字母、數字和符號 shift上檔鍵切換字符 eob段結束符鍵每條語句結束后加 “;” pos加工
鋁合金數控加工與夾具設計大學學位論文
格式:pdf
大小:5.7MB
頁數:61P
4.6
i 研 究 生 學 位 論 文 題 目 作 者 姓 名 吉 林 大 學 分類號:單位代碼:10183 研究生學號:200xxxxxxx密級: (以上為宋體加粗小四號字) 吉林大學 碩士學位論文 (專業學位) 中文論文題目(要求黑體三號字) 英文論文題目(要求arial體小三號字) (以下為宋體加粗三號字) 作者姓名: 類別: 領域(方向): 指導教師: 培養單位: 年月 i 碩士學位論文 ————————————————————— 鋁合金數控加工與夾具設計 ————————————————————— aluminumalloycncprocessingandfixturedesign (arial三號字) (以下均為宋體四號字) 作者姓名: 領域(方向): 指導教師: 類別: 答辯日期:年月日
數控加工中心在壓路機變速器箱體加工中的應用(1)
格式:pdf
大小:1.9MB
頁數:4P
4.6
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***

高級數控加工中心培養模式修改
格式:pdf
大小:57KB
頁數:3P
4.3
數控加工中心專業(高級工)培養模式 初中起點學制:4年(3+1) 序 號 課程 總 學 時 第一 學期 第二 學期 第三 學期 第四 學期 第五 學期 第六 學期 第七 學期 第八 學期 1德育(二)(三)60通用模式 頂 崗 實 習 2體育40 通用模式 3語文(第四版)上下80 4數學(第四版)上下80 5機械制圖(第五版)180通用模式 6機械基礎(第四版)120一體化 7公差配合與測量技術(中級)80一體化 8 金屬材料與 熱處理(第五版) 40通用 模式 9機制工藝80 通用模式 10數控工藝學120 11計算機應用基礎60 通用模式 12創新與創業40 13銑工工藝學120通用模式 14autocad100通用模式 15車床數字控制40通用模式 16數控原理及系統100通用模
利用低速數控加工中心在鋁合金鑄件上加工小孔精華文檔
數控加工中心定額標準的編制
格式:pdf
大小:176KB
頁數:3P
4.4
針對電機生產企業數控加工中心加工的兩種典型產品,文中介紹了制定相應定額標準的編制過程和結果,為單件、小批量生產類型的企業科學編制工藝定額提供了可行的方法。
數控加工中心刀具換刀系統的設計 (2)
格式:pdf
大小:1.2MB
頁數:23P
4.7
課程設計說明書 題目機電一體化技術與系統課程設計 --數控加工中心刀具換刀系統的設計 系別 專業 班級 姓名 設計時間 指導教師 xxxx年xx月xx日 xx學院 課程設計說明書 -1- 目錄 一、課程設計任務,,,,,,,,,,,,,,,,,3 二、課程設計要求,,,,,,,,,,,,,,,,,4 三、課程設計參數設置,,,,,,,,,,,,,,,4 四、課程設計過程,,,,,,,,,,,,,,,,,4 第一節plc基本介紹,,,,,,,,,,,,,,4 1.1plc介紹,,,,,,,,,,,,,,,4 1.2plc的組成,,,,,,,,,,,,,,

數控加工中心安全操作規程
格式:pdf
大小:6KB
頁數:2P
4.4
數控加工中心安全操作規程 1、機床通電后,檢查各開關、按鈕和鍵是否正常、靈活及機床是否有異常情況,發現異常 立即報告相關人員。 2、機床各坐標軸回零,空運轉10-15min以上,方可操作。 3、操作前檢查所有壓力表,檢查操作面板上的開關、指示燈以及安全裝置是否正常。在需 手工潤滑的地方添加潤滑油。 4、在手脈及手動進給時,一定要弄清正負方向,認準按鍵,方可操作。 5、自動換刀前,首先檢查顯示器顯示的主軸上的刀位號,刀庫對應的刀座上不能安裝有刀, 其次檢查刀庫是否亂刀(即刀庫上的標號與控制器內的刀號不對應),避免主軸與刀柄相撞。 6、依工藝卡對應安裝刀具到刀庫上,檢查是否定位好,并檢查裝置在主軸孔上的刀是否在 主軸孔內拉緊。 7、對所要運行的程序要在計算機上模擬運行確認無誤后,填寫好“數控機加工任務單”,并 由指導老師檢查、審閱后,方可輸入機床。 8、在運行任何程序之前,皆應
數控加工中心管理制度
格式:pdf
大小:11KB
頁數:6P
4.6
1 數控加工中心管理制度 第一章總則 第一條為了做到對數控設備、加工中心等設備的正確使用和精心維護保 養,確保設備正常運行,根據公司實際情況,制定本制度。 第二條本制度適用于成都晉林石油機械公司。 第二章數控機床的特點及應用 第三條數控機床的特點 數控機床就是用數字化信號對機床運動及其加工過程進行控制的 一種加工設備。現代數控機床是一種典型的集光、機、電、磁技術 于一體的加工設備。數控加工設備主要分切(磨)削加工、壓力加 工和特種加工(如電火花加工、線切割加工等)三大類。切削加工類 數控機床的加工過程能按預定的程序自動進行,消除了人為的操作 誤差和實現了手工操作難以達到的控制精度,加工精度還可以通過 軟件來校正和補償,因此,可以獲得比工作母機自身精度還要高的 加工精度及重復定位精度;工件在一次裝夾后,能先后進行粗、精 加工,配置自動換刀裝置后,還
利用低速數控加工中心在鋁合金鑄件上加工小孔最新文檔
 換檔支架鋁合金鑄件降低針孔度熔體處理
換檔支架鋁合金鑄件降低針孔度熔體處理 換檔支架鋁合金鑄件降低針孔度熔體處理
格式:pdf
大小:209KB
頁數:未知
4.4
對一種汽車換檔支架鋁合金鑄件存在多針孔和硬質點等缺陷原因進行分析,提出了消除鑄造缺陷方案,結合采用原料除油工藝、改進排雜凈化除氫熔劑配方、控制熔煉溫度、改進澆注過濾技術等,鑄件的針孔度由原來的3級提高到1級,鑄件的針孔率下降了50%左右,提升了產品的性能,有效降低了成本。
鋁合金鑄件機箱四孔定位加工工藝方法研究 鋁合金鑄件機箱四孔定位加工工藝方法研究
格式:pdf
大小:167KB
頁數:未知
4.7
鑄造鋁合金材料因其良好的抗腐蝕性、流動性和切削加工性能,適合鑄造薄壁、形狀復雜和強度高的機箱等各類零件。根據實際生產過程中某薄壁類鑄件機箱加工中易變形的問題,進行工藝流程改進,總結出鑄件機箱的典型加工工藝方法,提高了產品質量和生產效率。
在數控加工中心上進行法蘭盤鉆孔的編程分析 在數控加工中心上進行法蘭盤鉆孔的編程分析
格式:pdf
大小:406KB
頁數:2P
4.7
本校在進行產學結合的過程中,為某企業加工法蘭盤,在數控車床上車削毛坯,然后用fanuc數控加工中心進行法蘭盤的鉆孔,加工的產品精度高,質量好,滿足用戶需求,現將鉆孔的編程給予總結,希望能在實踐中推廣應用。

機械制造中數控加工中心程序的標準格式化
格式:pdf
大小:17KB
頁數:2P
4.3
為了保證數控加工的安全,便于檢查、調整,編程時根據數控系統的指令,設置某一標準程序格式,提高編程的效率與可靠性。
實木窗的發展及其數控加工中心的應用前景 實木窗的發展及其數控加工中心的應用前景
格式:pdf
大小:32KB
頁數:3P
4.5
在對新型實木窗和傳統窗進行比較的基礎上分析了實木窗的優點,結合我國具體國情和歐洲實木窗的普及情況,論述了我國與歐洲國家的實木窗及其數控加工中心技術的差距,分析了實木窗數控加工中心國產化和在國內的應用前景。
金屬型鋁合金鑄件鑄造工藝探討 金屬型鋁合金鑄件鑄造工藝探討
格式:pdf
大小:426KB
頁數:2P
4.5
某金屬型鑄造鋁合金鑄件結構復雜,易出現縮松缺陷,產品合格率低。通過對鑄件結構和工藝性進行分析,找到了該鑄件的鑄造工藝難點及合理的鑄造工藝方法。通過試驗改進,解決了該鋁合金鑄件易出現的縮松問題。
鋁合金鑄件中夾雜和氫含量關系
格式:pdf
大小:14KB
頁數:3P
4.5
鋁合金鑄件中夾雜和氫含量關系 隨著汽車工業的發展鋁合金鑄件的使用越來越多,對鑄件的要求也越來越高。 除要求保證化學成分、力學性能和尺寸精度外,鋁合金鑄件還不允許有縮孔、縮 松、氣孔、渣孔等鑄造缺陷。鋁液凈化處理是保證高質量鋁合金產品的措施之一, 也是提高鋁合金綜合質量的主要手段。鋁液的精煉效果對氣孔、縮孔、夾雜的形 成有重要的影響,且直接影響鋁合金鑄件的物理性能、力學性能。沒有高質量的 鋁液,即使后續處理再先進,缺陷一旦產生它就始終存在產品之中,高質量的鑄 件就難以獲得。因此必須重視鋁液中的氣體和夾雜物,并采取措施來清除鋁液中 的氣體和夾雜物。 1、鋁液中的氣體和夾雜物 鋁液中的氣體主要是氫氣(約占80%~90%),其次是氮氣、氧氣、一氧化碳等。 氫幾乎不溶于固態鋁,而在液態溶解度很大。氫在固相線上下的溶解度為每100g 鋁液的氫含量是0.65ml和0.
盤類鋁合金鑄件低壓鑄造工藝優化?? 盤類鋁合金鑄件低壓鑄造工藝優化??
格式:pdf
大小:599KB
頁數:4P
4.6
通過改善合金充型及凝固條件,對鋁合金盤類鑄件低壓鑄造工藝方案進行優化,消除了鑄件表面類似“折疊”缺陷,獲得了品質優良的鑄件。
國家標準《鋁合金鑄件》解讀 國家標準《鋁合金鑄件》解讀
格式:pdf
大小:168KB
頁數:未知
4.6
1標準概況國家標準gb/t9438《鋁合金鑄件》于1988年首次制定,并于1999年進行第1次修訂,2012年進行第2次修訂。全國鑄造標準化技術委員會委托沈陽鑄造研究所等11家單位共同修訂《鋁合金鑄件》國家標準。2012年8月形成《鋁合金鑄件》標準征求意見稿,2012年10月形成標準送審稿。2012年12月在天津進行了審查,最后形成了標準報批稿。

利用低速數控加工中心在鋁合金鑄件上加工小孔相關
文輯推薦
知識推薦
百科推薦


職位:一級消防工程師
擅長專業:土建 安裝 裝飾 市政 園林


