




 特殊螺距絲桿及螺母的加工 特殊螺距絲桿及螺母的加工
特殊螺距絲桿及螺母的加工 特殊螺距絲桿及螺母的加工 特殊螺距絲桿及螺母的加工
格式:pdf
大小:127KB
頁數:2P
絲桿、螺母結構是機械制造行業常用的傳動、鎖緊機構,而細長軸結構的絲桿、螺紋超長的螺母的加工,就成為機械行業單件小批量生產加工中的重點和難點。我公司為鞍鋼生產1780軋機上的壓下螺母、絲桿正是典型的此類部件,該部件尺寸、形狀及位置精度要求較
編輯推薦下載
橢球面上螺紋的加工工藝分析 橢球面上螺紋的加工工藝分析
格式:pdf
大小:140KB
頁數:3P
 4.8
4.8
通過研究橢球面上螺紋的參數化編程與加工過程,利用fanuc0imate-tc數控系統提供的宏程序編程功能,編制出了具有通用性、適用性的橢球面上螺紋的數控加工程序。該技術使用簡單,只需在主程序中對相關變量進行賦值即可完成所需橢球面上螺紋的加工,能有效地保證橢球上加工螺紋的準確性,提高產品的尺寸精度和表面質量。
高精度深孔螺紋加工工藝
格式:pdf
大小:101KB
頁數:2P
4.6
2012年第4期 45冷加工 uttingtoolsc刀具 螺紋加工是機械加工中最常見的加工之一,隨 著機械工業的發展,新材料的出現,對螺紋加工的 精度要求也越來越高,其中盲孔攻螺紋最大的困難 是切屑堵塞,絲錐擠壓切屑,造成牙松、垂直度超 差、表面粗糙度值大、底孔燒結、螺紋粘結、螺紋 劃傷、振動及絲錐經常崩牙等一系列問題。針對生 產過程中所遇到的問題,我們對一些高精度螺紋孔 的加工工藝進行了改進,取得了良好的效果。 1.工件螺紋結構特點 圖1所示為某礦山機械的聯接塊,零件材料為 合金結構鋼42crmoa,調質處理,要在聯接塊加 工四個m30×2-6h螺紋。其中螺紋剖視圖如圖2所 示,光滑圓柱孔深20mm;螺紋底孔深97mm,底 孔直徑28mm;螺紋深度85mm,有效長度65mm, 螺距2mm;螺紋精度等級為6h;螺紋孔實際軸 線必須垂直于基準平面;
螺紋及絲桿加工工藝熱門文檔

絲桿螺母的選擇
格式:pdf
大小:24KB
頁數:3P
4.4
. '. 滑動螺旋工作時,主要承受轉矩及軸向拉力(或者壓力)的作用,同時在螺桿和 螺母的旋合螺紋間有較大的相對滑動,其失效形式主要是螺紋磨損,因此,滑動 螺旋的基本尺寸,通常的根據耐磨性條件確定。下面計算絲桿的耐磨性。 已知:f=41048(n) 查《機械設計》有: d2 ][ph pf 對于梯形螺紋有h=0.5p,《查機械設計》有p=22mp 則 p fd8.02 式中:在傳動精度較高,載荷較大,壽命長時,取4 ][p為材料的許用壓力,查《機械設計》1可得][p=22mpa p f d8.02=17.28mm 可以取d2=50.5mm,滿足d2的要求。 其公稱直徑d=55mm 外螺紋mmd453 內螺紋 mmd mmd 46 56 1 4 螺距p=9mm 螺母高度h=202mm (3)絲桿強度計算 由扭矩 t=f0
直螺紋套絲加工技術交底
格式:pdf
大小:54KB
頁數:4P
4.4
技術交底記錄 工程名稱:000000000編號: 交底單位000000被交底單位 交底日期分項工程名稱鋼筋工程 交底名稱直螺紋套絲加工 一、作業條件及要求: 1.1套絲操作工人必須經專門培訓,并經考試合格后方可上崗。 1.2接頭位置應符合規定。ⅰ級接頭無要求,ⅱ級接頭在梁底排筋支座1/3處,在 梁上排筋跨中部位。 1.3熟悉圖紙,做好技術交底,按鋼筋放樣單施工。 1.4根據圖紙要求確定鋼筋套絲規格: 1.4.1豎向鋼筋:直徑25及以上直徑鋼筋均套絲 1.4.2水平鋼筋:直徑20及以上直徑鋼筋均套絲 二、施工準備 2.材料及主要機具: 2.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。加 工制作好的鋼筋端頭要平直。 2.2主要機具: 2.2.1鋼筋套絲機:型號為sz一
螺紋及絲桿加工工藝精華文檔

鋼筋直螺紋套絲加工
格式:pdf
大小:10KB
頁數:3P
4.8
鋼筋直螺紋套絲加工 1、鋼筋端面宜平整并與鋼筋軸線垂直,不得有馬蹄形或扭曲(鋼筋 下料工具必須用無齒鋸下料,嚴禁用切斷機下料);鋼筋端部不得有 彎曲;出現彎曲時應彎曲。 2、外形質量:絲頭有效螺紋數量不得少于設計規定;牙頂寬度大于 0.3p的不完整螺紋累計長度不得超過兩個螺紋周長,鋼筋絲頭的牙形、 螺距必須于連接套的牙形、螺距規相吻合;每種鋼筋絲頭有效扣數: φ168.5-9.5扣、φ189-10扣、φ2010.5-11.5扣、φ2211.5-12.5 扣、φ2510.5-12.5扣、φ2811-12扣、φ3212-14扣; 3、絲頭尺寸檢驗:通環規、止環規必須放置鋼筋加工現場,用專用 的螺紋環規檢驗,其環通規應能順利的旋入,環止規旋入長度不得超 過3p。 4、加工的絲頭應逐個進行自檢,不合格的絲頭應切去重新加工。 5、絲頭加工完畢經檢驗合格后,應立即帶上塑料保護帽
管道套絲螺紋加工尺寸
格式:pdf
大小:18KB
頁數:1P
4.4
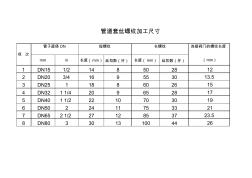
mmin長度(mm)絲扣數(牙)長度(mm)絲扣數(牙) 1dn151/21485028 2dn203/41695530 3dn2511886026 4dn3211/42096528 5dn4011/222107030 6dn50224117533 7dn6521/227128537 8dn803301310044 19 21 23.5 26 項次 管子直徑dn短螺紋長螺紋連接閥門的螺紋長度 管道套絲螺紋加工尺寸 (mm) 12 13.5 15 17

螺紋的標準及螺紋應用
格式:pdf
大小:39KB
頁數:2P
4.6
螺紋的標準及螺紋應用 螺紋的標準及螺紋應用 npt、z錐管螺紋bsp、r、r1、rc,zg、rt、pt、bspt錐管螺紋 螺紋尺 寸 (英 寸) 螺紋牙 數 基面上的螺紋直徑 牙型 角 螺紋尺 寸 (英 寸) 螺紋 牙數 基面上的螺紋直徑 牙型 角大徑中徑小徑大徑中徑小徑 1/16277.8947.1426.398 600 1/16287.7237.1426.561 550 1/82710.2429.4898.7371/8289.7289.1478.566 1/41813.61612.48711.3581/41913.15712.30111.445 3/81817.05515.92614.7973/81916.66215.80614.950 1/21421.22419.772
螺紋連接施工工藝
格式:pdf
大小:28KB
頁數:5P
4.6
鋼筋錐螺紋連接 錐螺紋連接是利用鋼筋端頭加工成的錐形螺紋與內壁帶有相同內螺 紋(錐形)的連接套筒相互擰緊后靠錐形螺紋相互咬合來傳遞鋼筋的 拉力或壓力。 技術要點有: (1)要有嚴格質量管理的專業隊伍; (2)嚴格控制絲頭現場加工質量 絲頭加工質量檢驗方法:①要求牙形飽滿,無斷牙、禿牙缺陷,且與 牙形規的牙形吻合,牙齒表面光潔的為合格品。②錐螺紋絲頭的錐度 與小端直徑的檢驗;絲頭錐度與卡規吻合,小端直徑在卡斷或環規容 許誤差之內為合格。 錐螺紋連接套筒同樣是影響接頭強度的重要因素,除了材質應進行嚴 格控制外,必須由有豐富經驗的工廠集中生產才能保證質量。 錐螺紋連接的特點是利用螺紋錐度越擰越緊。《鋼筋錐螺紋接頭技術 規程》要求連接鋼筋時,應對正軸線將鋼筋擰入連接套,然后用力矩 扳手擰緊。接頭擰緊值應滿足表中規定的力矩值,不得超擰。擰緊后 的接頭應作上標記。為保證擰緊力矩的精度,
絲桿座機加工工藝規程及夾具設計學課程設計(夾具設計)畢業設計
格式:pdf
大小:998KB
頁數:23P
4.8
1 絲杠座機械加工工藝規程與機床夾具設計 一、設計任務 1.設計課題:絲桿座加工工藝規程設計 銑槽80.020專用夾具設計 2.生產綱領:年產量10000件,屬于大批量生產 3.設計要求:(1)零件毛坯圖1張 (2)機械加工工藝過程卡片1套 (3)機械加工主要工序的工序卡片1套 (4)夾具裝配圖1張 (5)夾具零件圖若干張 (6)設計說明書1份 二、設計說明書 前言 《機械制造工藝學》課程設計是學完《機械制造工藝學》課程后進行的一個 實踐教學環節,是應用所學基礎理論、專業知識與技能去分析和解決生產實際問 題的一次綜合訓練。它要求學生全面地綜合運用本課程及有關先修課程的理論和 實踐知識,進行零件加工工藝規程的設計和機床夾具的設計。 我希望通過這次課程設計培養獨立思考、獨立工作以及綜合運用過去所學過的 全部課程進行機械制造工藝及結構設計的基本能力,
螺紋及絲桿加工工藝最新文檔
兩種深孔大直徑螺紋加工刀桿 兩種深孔大直徑螺紋加工刀桿
格式:pdf
大小:144KB
頁數:1P
4.4
加工較長的深孔螺紋,刀桿伸出越長,刀桿剛度就越差,在加工過程中產生振動而造成啃刀,或產生讓刀,使螺紋底部產生錐度,零件表面會出現波紋,加工出的內螺紋無法使用。而且整個加工過程不易觀察,操作受到限制,質量很難保證。
等強螺紋鋼錨桿桿體加工工藝改進 等強螺紋鋼錨桿桿體加工工藝改進
格式:pdf
大小:1.2MB
頁數:1P
4.4
近年來吉林煤業集團的錨桿支護及加固技術的應用越來越廣泛,隨著這項技術的發展,多種類型錨桿不斷涌現。結合自己多年來,加工制作錨桿桿體的工作實踐經驗,闡述了礦用錨桿的支護特點、等強螺紋鋼錨桿的特點、等強螺紋錨桿桿體加工工藝改進、桿體改進后的特征及優點。
NPT螺紋PT螺紋G螺紋和公制螺紋的區別
格式:pdf
大小:26KB
頁數:2P
4.4
ps1/16-286.56.6326.49pt1/16-286.16.26.2446.384 ps1/8-288.58.6378.495pt1/8-288.18.28.2498.388 ps1/4-1911.411.54911.341pt1/4-1910.71110.96211.174 ps3/8-191515.05414.846pt3/8-1914.214.514.44814.658 ps1/2-1418.518.77318.489pt1/2-1417.61817.97918.263 ps3/4-142424.25923.975pt3/4-142323.523.37823.663 ps1-1130.230.47130.111pt1-112929.529
外螺紋加工采用搓絲或滾絲工藝對應毛坯直徑快速查詢表
格式:pdf
大小:104KB
頁數:4P
4.5
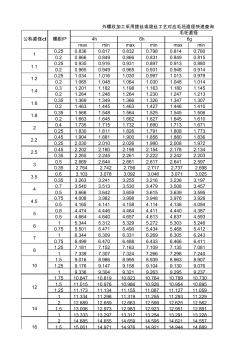
maxminmaxminmaxmin 0.250.8360.8170.8320.7980.8140.780 0.20.8660.8490.8660.8310.8490.815 0.250.9350.9160.9310.8970.9130.880 0.20.9650.9490.9650.9310.9480.914 0.251.0341.0161.0300.9971.0130.979 0.21.0651.0481.0641.0301.0481.014 0.31.2011.1821.1981.1631.1801.145 0.21.2641.2481.2641.2301.2471.213 0.351.3691.3491.3661.3261.3471.307 0.21.4631.
全牙形螺紋刀片加工預留電鍍余量螺紋 全牙形螺紋刀片加工預留電鍍余量螺紋
格式:pdf
大小:141KB
頁數:3P
4.7
普通標準螺紋在牙頂部和根部削平1/8p,牙形的頂部用外圓刀成形,牙形斜面處依靠普通的螺紋刀保證。全牙形螺紋的包括大中小徑在內的全部牙形均依靠全牙形螺紋刀直接成形,僅在螺紋頂部兩
自制銑絲裝置加工玻璃鋼件螺紋 自制銑絲裝置加工玻璃鋼件螺紋
格式:pdf
大小:55KB
頁數:未知
4.5
我公司目前加工的一種零件材料為玻璃鋼,結構為筒形,兩端為長25mm的m60×1.5mm內螺紋。由于玻璃鋼材料具有密度小、強度高以及高硬度質點多的特性,生產中使用yw1普通螺紋車刀加工時,極易產生起層和掉渣現象,嚴重影響了產品質量。
高效率螺紋加工——拉削式絲錐 高效率螺紋加工——拉削式絲錐
格式:pdf
大小:301KB
頁數:未知
4.3
本文介紹了一種新型螺紋刀具結構——內螺紋拉削式絲錐。用拉削螺紋代替了車削螺紋。加工精度高于車削,效率提高了4倍,且易于推廣使用。
拉削加工滾球絲桿螺母雙圓弧滾道新工藝 拉削加工滾球絲桿螺母雙圓弧滾道新工藝
格式:pdf
大小:222KB
頁數:未知
4.5
介紹了在c620普通車床上用拉削雙圓弧專用夾具加工滾球絲桿螺母的工藝方法,與旋風車削法相比,該工藝生產效率提高1倍,工藝成本降低40%。
螺紋及絲桿加工工藝相關
文輯推薦
知識推薦
百科推薦


職位:預結算員造價工程師
擅長專業:土建 安裝 裝飾 市政 園林


