

鋁塑型材門窗
格式:pdf
大小:8KB
頁數:2P
人氣 :61
 4.4
4.4
一、 窗用型材介紹型材是窗的主要構成部分之一,目前市場最常見以及常用的門窗用 型材分為塑料型材(塑鋼材料) 、鋁合金型材、斷橋鋁合金材料等。我公司推出的這種新型 型材是通過微發泡塑料包覆鋁合金材料精心加工而成, 相比傳統的塑鋼型材和鋁合金型材及 斷橋鋁合金型材具有很多不可比擬的優勢,主要體現在以下幾點: 1、 強度高因為是鋁塑復合的新型材料,所以在加工制作時也分為兩種工序,這一點 是與傳統型材加工方式區別最大的地方, 傳統的塑鋼型材采用熱熔焊接的方式進行角部的連 接,其空腔內用于加強型材強度的襯鋼僅僅靠螺釘簡單的固定在塑料腔體內, 所以導致塑料 連接的角部外力承受能力較弱, 經過長時間的風化等外界環境的影響稍稍受力即有可能造成 角部連接的部分開裂開焊。 而鋁合金型材是采用沖壓組角和膠水連接的方式進行門窗生產加 工的,角部的鏈接相當于是卡件卡進去的, 其連接的強度不是很牢固, 所以要借助膠水



鋁塑型材門窗成本核算表
格式:pdf
大小:540KB
頁數:40P
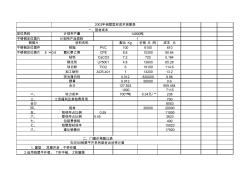
定位角碼計劃年產量 不銹鋼定位插片計劃噸產品損耗 鋼插片配比kg價格元/噸成本元 不銹鋼定位插件樹脂pvc1006100610 不銹鋼定位插片8×0.6氯化聚乙烯cpe8.81030090.64 輕鈣caco37.27205.184 穩定劑lp50014.81360065.28 鈦白粉tio2619100114.6 加工助劑acr-40111320013.2 熒光增白劑0.0128300009.96 群青0.012500000.6 合計127.824909.464 10007115 二、動力成本700°/噸0.34元/°238 三、工資福利及其他費用用700 合計8053 四、鋁材2000020000 五、鋁材所占比例0.5511000 六、塑材所占比例0.45
 木塑型材門窗設計研究
木塑型材門窗設計研究 木塑型材門窗設計研究
格式:pdf
大小:218KB
頁數:3P
系統的描述門窗的類別,為木塑門窗功能和形制的設計提供準則;闡述木塑門窗的設計原則,為木塑門窗截面設計提供依據;依據門窗配件的相關標準,為木塑門窗配件的選用提供準則。
鋁塑型材門窗熱門文檔

 PVC及型材門窗市場新動向
PVC及型材門窗市場新動向 PVC及型材門窗市場新動向
格式:pdf
大小:145KB
頁數:2P
4.5
本刊:秘書長,異型材及門窗在塑料行業占有很重要的位置,有言道窺一斑而知全豹,秘書長你怎么看我國塑料行業的發展形勢?王存吉:自去年四季度以來,由于經濟環境惡化導致需求放緩,加上
歐美型材門窗標準及性能特點的比較
格式:pdf
大小:17KB
頁數:9P
4.4
歐美型材門窗標準及性能特點的比較 我國塑料門窗是上世紀80年代開始從歐洲和美國引進成套的設 備、模具、配方、工藝以及門窗的組裝技術等生產技術,到目前主要 形成兩種完全不同風格的型材和門窗體系。1988年2月13日,我國 輕工部批準頒布gb8814—88標準,它等效采用日本工業標準 jisk6785—1985《窗框用硬pvc型材》。1995年開始對該標準進行修 訂,本次修訂標準的主要依據仍是jisk6785,于1998年公布,1999 年開始執行。1994年12月5日,我國建設部批準頒布《pvc塑料門 jg/t3017—94》標準和《pvc塑料窗jg/t3018—94》標準,它們等 效采用德國din18055、din4108及din4109中有關門(窗)的技術要 求。gb8814—98標準、jg/t3017—94標準和jg/t3018—94標準構 成
型材門窗制作與安裝規范手冊
格式:pdf
大小:237KB
頁數:6P
4.7
-1- 目錄 第一章pvc塑料門窗組裝工藝.............................2 第一節型材下料.........................................2 第二節銑排水孔和氣壓平衡孔.............................8 第三節銑五金件安裝槽孔................................10 第四節增強型鋼的切割與裝配............................10 第五節型材焊接........................................12 第六節焊瘤清理........................................16 第七節密封條的安裝..................
實德型材門窗制作與安裝規范手冊講解
格式:pdf
大小:2.9MB
頁數:50P
4.5
大連實德塑膠工業有限公司 dalianshideplasticindustryco.,ltd -1- 目錄 第一章pvc塑料門窗組裝工藝.............................2 第一節型材下料.........................................2 第二節銑排水孔和氣壓平衡孔.............................8 第三節銑五金件安裝槽孔................................10 第四節增強型鋼的切割與裝配............................10 第五節型材焊接........................................12 第六節焊瘤清理...........
鋁塑型材門窗精華文檔
鋁型材門窗與粉末涂料的完美組合
格式:pdf
大小:7KB
頁數:3P
4.5
鋁型材門窗與粉末涂料的完美組合 粉末涂料噴涂鋁型材、門窗幕墻已經廣泛被應用,但 人們往往關注鋁型材、門窗幕墻本身,忽視了粉末涂料的重 要作用。朗法博認為,如果鋁型材、門窗幕墻是個帥小伙, 那么粉末涂料就是帥小伙身上漂亮的衣服。粉末涂料涂裝在 鋁型材、門窗幕墻表面,除了具有很好的裝飾作用,還能保 護他們免受暴曬、雨雪、腐蝕等外界的破壞,延長使用壽命。 在粉末涂料使用過程中,鋁型材、門窗幕墻及地產商用 戶會遇到一些共性的問題,如色差、褪色、粉化等。色差是 因為粉末涂料的批次生產一致性差,質量控制不嚴,從而導 致目視看到的顏色不一致。褪色是由于粉末涂料中顏料的耐 光性能不理想,在陽光的照射下,使用幾年就出現了顏色變 化,影響涂膜的外觀效果。粉化則是粉末涂料使用了耐紫外 線性能差的樹脂,固化后樹脂發生光裂解,失去了對涂膜的 防護作用;粉末涂料在配方設計和原材料選用上不合理,生 產過程管控不嚴格
鋼塑共擠型材門窗被列入廣州亞運城設計標準 鋼塑共擠型材門窗被列入廣州亞運城設計標準
格式:pdf
大小:17KB
頁數:1P
4.4
第16屆亞運會將于2010年11月12日至27日在中國廣州進行,位于廣州新城的亞運村主體工程(媒體村、運動員村、技術官員村)已經于2008年4月全面動工,預計2010年3月建成。

塑鋼型材門窗制作與安裝規范手冊
格式:pdf
大小:2.9MB
頁數:50P
4.6
大連實德塑膠工業有限公司 dalianshideplasticindustryco.,ltd -1- 目錄 第一章pvc塑料門窗組裝工藝.............................2 第一節型材下料.........................................2 第二節銑排水孔和氣壓平衡孔.............................8 第三節銑五金件安裝槽孔................................10 第四節增強型鋼的切割與裝配............................10 第五節型材焊接........................................12 第六節焊瘤清理...........
鋁塑型材鋸銑加工中心送料機械手氣動系統設計 鋁塑型材鋸銑加工中心送料機械手氣動系統設計
格式:pdf
大小:398KB
頁數:3P
4.5
分析了鋁塑型材鋸銑加工的特點及功能要求,提出了應用氣動方式驅動送料機械手和自動輸料臺的解決方案,實現了鋁塑型材鋸銑組合自動加工,顯著提高了生產效率和加工質量的穩定性
鋁塑型材門窗最新文檔
PVC-U異型材門窗焊接工藝的探討 PVC-U異型材門窗焊接工藝的探討
格式:pdf
大小:427KB
頁數:3P
4.5
采用四因素三水平正交試驗考察了影響pvc-u異型材門窗焊接強度的關鍵因素(焊接溫度、熔融時間、焊接時間、焊接壓力等)。結果表明:①影響pvc-u異型材門窗焊角強度的最主要因素是熔融時間,之后依次是焊接時間、焊接壓力、焊接溫度;②適宜的工藝條件為:焊接溫度245~255℃、熔融時間30s左右、焊接時間30s左右、焊接壓力0.4mpa左右。
玻璃鋼型材門窗二期項目建議書
格式:pdf
大小:20KB
頁數:6P
4.7
玻璃鋼型材門窗二期項目建議書 一、項目概況 (一)項目名稱:玻璃鋼型材門窗二期項目 (二)建設地點及用地規模 位于北京市房山區長溝鎮新世紀產業基地,用地面積13.4公頃。 (三)主要建設內容及規模 1.總建筑面積 項目建設總建筑面積為56626㎡,包括生產車間,庫房及配套設施用房,綜合樓。項目一期建設已完成 投入使用。項目二期建設附屬生產廠,建筑面積為32798m2,其中包括:生產車間,庫房及配套設施用 房,附屬生產廠。 2.工藝 目前國內外玻璃鋼拉擠工藝牽引方式分為兩種,一種是液壓接力式牽引,另一種是覆帶連續式牽引。國 外設備模具采取的是固定方式。房云盛公司創用活動三維可調式模具臺,在校正型材方法上除了采用國外 方式還可以采用活動式調整臺來矯正,房云盛公司的牽引機完全采用計算機控制,定尺、升速、降速、溫 度、焐車清積留等各種程序由計算機完成。
塑型門窗異型材優化下料設計 塑型門窗異型材優化下料設計
格式:pdf
大小:105KB
頁數:2P
4.5
目前國內的塑料門窗生產企業大多數采用單一下料法,由此產生的殘料比例大。文中在分析定長條優化下料數學模型的基礎上,利用線性規劃單純形優化的知識,提出了可編程實現的求解算法。實踐表明,采用優化下料可明顯降低原材料的消耗,有利于提高經濟效益,并減少廢料對環境的污染。
門窗用鋁塑鋁型材復合流程
格式:pdf
大小:251KB
頁數:5P
4.3
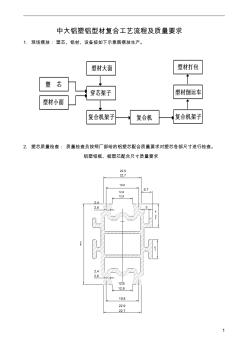
1 中大鋁塑鋁型材復合工藝流程及質量要求 1.現場擺放:塑芯、鋁材、設備按如下示意圖擺放生產。 2.塑芯質量檢查:質量檢查員按照廠部給的鋁塑芯配合質量要求對塑芯各部尺寸進行檢查。 鋁塑鋁框、梃塑芯配合尺寸質量要求 12,6 12,8 22.9 22,7 12,6 12,8 22.9 22,7 4 2 19,8 19,8 2,4 2,6 1 0 1 2 , 4 3 6.7 2,4 2,6 2 (1)22.7、22.9是與鋁型材配合尺寸,表示質量檢測尺寸控制在22.7--22.9㎜范圍內。原 則是尺寸只能小,不能大,即22.6㎜也可以。 (2)12.6、12.8是與鋁型材配合尺寸,表示質量檢測尺寸控制在12.6--12.8㎜范圍內。尺 寸的原則是尺寸只能大,不能小,即12.9㎜也可以。 (3)2.4、2.6是與鋁型材配合尺寸,表示質量檢測尺寸控制在
門窗用鋁塑鋁型材復合流程
格式:pdf
大小:285KB
頁數:9P
4.8
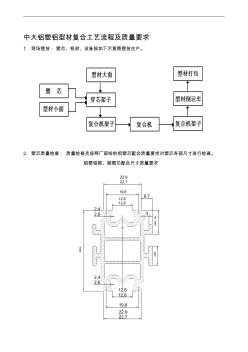
中大鋁塑鋁型材復合工藝流程及質量要求 1.現場擺放:塑芯、鋁材、設備按如下示意圖擺放生產。 2.塑芯質量檢查:質量檢查員按照廠部給的鋁塑芯配合質量要求對塑芯各部尺寸進行檢查。 鋁塑鋁框、梃塑芯配合尺寸質量要求 12,6 12,8 22.9 22,7 12,6 12,8 22.9 22,7 4 2 19,8 19,8 2,4 2,6 1 0 1 2, 4 3 6.7 2,4 2,6 (1)22.7、22.9是與鋁型材配合尺寸,表示質量檢測尺寸控制在22.7--22.9㎜范圍內。原 則是尺寸只能小,不能大,即22.6㎜也可以。 (2)12.6、12.8是與鋁型材配合尺寸,表示質量檢測尺寸控制在12.6--12.8㎜范圍內。尺 寸的原則是尺寸只能大,不能小,即12.9㎜也可以。 (3)2.4、2.6是與鋁型材配合尺寸,表示質量檢測尺寸控制在2.4—2.
鋼塑共擠型材門窗被列入廣州亞運城設計標準 鋼塑共擠型材門窗被列入廣州亞運城設計標準
格式:pdf
大小:79KB
頁數:未知
4.4
第16屆亞運會將于2010年11月12日至27日在中國廣州進行,位于廣州新城的亞運村主體工程(媒體村、運動員村、技術官員村)已經于2008年4月全面動工,預計2010年3月建成。
鋁塑型材門窗相關
文輯推薦
知識推薦
百科推薦


職位:暖通項目經理
擅長專業:土建 安裝 裝飾 市政 園林


