

利舊HK40鋼爐管與Cr5Mo鋼彎頭的焊接
格式:pdf
大小:249KB
頁數:4P
人氣 :63
 4.8
4.8
通過分析HK40鋼的組織和焊接性能,特別是在高溫服役6萬h以后的組織變化,再結合Cr5Mo鋼的焊接性能,制定了焊接舊爐管HK40與Cr5Mo彎頭的方法和工藝,經過2次對比試驗,確定了具體的焊接施工方案。按照該方案施工,節約了新爐管,舊爐管得到重新利用,提高了煉油廠焦化爐的運轉周期和經濟效益。



 耐熱鋼1Cr5Mo爐管與ZG25彎頭的焊接
耐熱鋼1Cr5Mo爐管與ZG25彎頭的焊接 耐熱鋼1Cr5Mo爐管與ZG25彎頭的焊接
格式:pdf
大小:537KB
頁數:4P
本文介紹采用奧氏體填充材料進行1cr5mo與zg25異種母材焊接的焊接工藝和操作要領,進一步對焊接過程中易出現的問題進行分析并提出解決途徑。焊后經100%射線檢測,ⅱ級片合格率達到95%。
1Cr5Mo與20鋼爐管的焊接 1Cr5Mo與20鋼爐管的焊接
格式:pdf
大小:434KB
頁數:未知
煉油化工裝置中管式加熱爐多采用1cr5mo和20鋼材質爐管。由于爐管量大、位置復雜且必須現場焊接,為保證異種鋼的焊接質量,滿足1cr5mo鋼焊接性能要求,改進焊接工藝并進行工藝評定試驗,確定了合理的焊接工藝參數,完成了2000個1cr5mo與20鋼爐管接頭的現場焊接,接頭質量合格,保證了工期,取得了較明顯的經濟效益。
編輯推薦下載
耐熱鋼Cr5Mo與不銹鋼316L的焊接 耐熱鋼Cr5Mo與不銹鋼316L的焊接
格式:pdf
大小:161KB
頁數:3P
4.5
在錦州石化公司一套常減壓裝置檢修中,新建減壓爐一臺,這臺爐輻射室包括44根耐熱鋼cr5mo爐管和20根不銹鋼316l爐管。cr5mo爐管焊接采用φ1.6mm焊絲(h1cr5mo)氬弧焊打底,其余各層用φ3.2mm焊條電弧焊r507(e1-5mov-15)填充。
利舊HK40鋼爐管與Cr5Mo鋼彎頭的焊接熱門文檔
HK-40爐管與15CrMo法蘭的焊接 HK-40爐管與15CrMo法蘭的焊接
格式:pdf
大小:102KB
頁數:未知
4.6
錦西石化分公司制氫裝置轉化爐檢修中,施工單位進行了hk-40爐管與15crmo法蘭的焊接。結合這次焊接,本文敘述了hk-40鋼和15crmo鋼的焊接特點;介紹了焊材的選擇、焊接方法和檢查方法;通過焊接實踐,給出了焊條選擇、焊接和檢查要點。

碳遷移對鎳基和奧氏體焊條焊接的Cr5Mo異種鋼焊接接頭蠕變破斷壽命的影響
格式:pdf
大小:272KB
頁數:4P
3
碳遷移對鎳基和奧氏體焊條焊接的cr5mo異種鋼焊接接頭蠕變破斷壽命的影響——基于節約費用和施工方便的考慮,工程應用中常采用異種鋼焊接。cr5mo異種鋼焊接接頭廣泛應用于煉油、石油化工等過程工業中的高溫環境。針對鎳基和奧氏體焊條焊接的cr5mo異種鋼焊接接頭...
1Cr5Mo與20鋼管異種接頭的焊接 1Cr5Mo與20鋼管異種接頭的焊接
格式:pdf
大小:345KB
頁數:未知
4.5
通過1cr5mo與20鋼管的焊接試驗,選擇了j507焊條為該異種接頭的焊接材料,并給出了防止裂紋、保證工程焊接質量的有效工藝措施.試驗結果在工程中得到應用并取得了滿意效果.
1Cr5Mo與20鋼管異種接頭的焊接 1Cr5Mo與20鋼管異種接頭的焊接
格式:pdf
大小:74KB
頁數:3P
4.4
通過1cr5mo與20鋼管的焊接試驗,選擇了j507焊條為該異種接頭的焊接材料,并給出了防止裂紋、保證工程焊接質量的有效工藝措施。試驗結果在工程中得到應用并取得了滿意效果。
Cr5Mo低合金耐熱鋼焊接冷裂紋的防止 Cr5Mo低合金耐熱鋼焊接冷裂紋的防止
格式:pdf
大小:133KB
頁數:2P
4.8
本文從冷裂紋的形成機理及其影響因素入手,制定出合理的焊接工藝,防止cr5mo低合金耐熱鋼焊接冷裂紋的產生.
利舊HK40鋼爐管與Cr5Mo鋼彎頭的焊接精華文檔
 1Cr5Mo中合金耐熱鋼管的焊接
1Cr5Mo中合金耐熱鋼管的焊接 1Cr5Mo中合金耐熱鋼管的焊接
格式:pdf
大小:26KB
頁數:2P
4.5
1cr5mo屬于中合金耐熱鋼,合金元素含量和碳當量高,焊接性差。采用母材加工焊絲的方法替代標準焊絲,克服了采購不到焊接材料的困難,解決了生產急需。通過試驗研究,制訂了合理、可行的焊接工藝,生產出質量合格的產品。
1Cr5Mo管道焊接方案
格式:pdf
大小:55KB
頁數:7P
4.5
1cr5mo合金鋼管焊接及熱處理方案 審批: 審核: 編制: 江蘇江安集團有限公司 目次 1范圍..........................................................3 2焊接方法及焊材................................................3 3坡口加工及要求................................................4 4焊前預熱......................................................4 5焊接..........................................................5 6焊后熱處理..............
厚板1Cr5Mo焊接工藝分析 厚板1Cr5Mo焊接工藝分析
格式:pdf
大小:180KB
頁數:4P
4.6
針對厚80mm的1cr5mo鋼板的焊接,從脆硬傾向和再熱裂紋兩方面分析了母材的焊接性;從焊接方法、焊接材料、焊接坡口、焊前預熱、焊后熱處理的選擇進行了焊接工藝探討;并按照標準jb4708-2000進行了焊接工藝評定,拉伸、彎曲和沖擊韌性試驗均符合標準要求,從而確定了厚板1cr5mo的焊接工藝要點是:控制預熱溫度和層間溫度,選擇合理的焊接工藝參數,焊后立即進行中間熱處理和最終整體熱處理,從而保證了產品的焊接質量。
利舊HK40鋼爐管與Cr5Mo鋼彎頭的焊接最新文檔
1Cr5Mo焊接工藝評定
格式:pdf
大小:85KB
頁數:5P
4.5
表b.1焊接作業指導書 單位名稱濟南鍋爐壓力容器檢驗研究所 焊接作業指導書編號wps06-30日期06.9.10焊接工藝評定報告編號pqr06-30 焊接方法gtaw+smaw機動化程度(手工、機動、自動)手工 焊接接頭: 坡口形式:v型 襯墊(材料及規格)無 其他/ 簡圖:(接頭形式、坡口形式與尺寸、焊層、焊道布置 及順序) 母材: 類別號fe-5b組別號fe-5b-1與類別號fe-5b組別號fe-5b-1相焊或 標準號gb-9948-2006材料代號1cr5mo與標準號gb-9948-2006材料代號1cr5mo相焊 對接焊縫焊件母材厚度范圍1.5-28mm 角焊縫焊件母材厚度范圍不限 管子直徑、壁厚范圍:對接焊縫1.5-28mm角焊縫不限 其他 填充金屬: 焊材類別:焊絲/焊條 焊材標準:gb424
耐熱Cr—Mo鋼的焊接 耐熱Cr—Mo鋼的焊接
格式:pdf
大小:179KB
頁數:未知
4.5
耐熱cr-mo在鍋爐等服役溫度高的條件下大量運用,它們具有高溫耐氧化性及耐蝕性,高溫強度,高溫長時間加熱的穩定性,常溫及高溫的熱加工性能優良,良好的焊接性。被廣泛應用于各重要領域,因此其焊接質量必須得到保證。
 ZG40Cr30Ni15W5Mo3V離心鑄鋼管的焊接工藝
ZG40Cr30Ni15W5Mo3V離心鑄鋼管的焊接工藝 ZG40Cr30Ni15W5Mo3V離心鑄鋼管的焊接工藝
格式:pdf
大小:263KB
頁數:4P
4.5
通過對某多晶硅工程項目10萬t/a合成裝置轉化系統離心鑄鋼管zg40cr30ni15w5mo3v的化學成分分析,評定管道焊接工藝,從而制定了正確的焊接施工工藝,保證了該項目zg40cr30ni15w5mo3v管道的焊接質量,為類似的管道焊接提供了技術工藝參數,具有很好的推廣應用價值。
1CrMo與20鋼爐管的焊接 1CrMo與20鋼爐管的焊接
格式:pdf
大小:111KB
頁數:3P
4.5
煉油化工裝置中管式加熱爐多采用1cr5mo和22鋼材質爐管,由于爐管量大,位置復雜且必須現場焊接,為保證異種鋼的焊接質量,滿足1cr5mo鋼焊接性能要求,改進焊接工藝并進行工藝評定試驗,胡定了合理的焊接工藝參數,完成了2000年1crmo與20鋼爐管接頭的現場焊接,接頭質量合格,保證了工期,取得了較明顯的經濟效益。
4Cr5MoSiV1與Q235A鋼的焊接 4Cr5MoSiV1與Q235A鋼的焊接
格式:pdf
大小:119KB
頁數:2P
4.5
在生產中,常常會遇到兩種本體組織不同的鋼材的焊接。由于彼此的化學成分或金屬組織不同,力學性能差異較大或者線膨脹系數相差很大等諸多因素的影響,所以給焊接帶來了比較大的困難。我公司型材廠擠壓機在更換擠壓筒內襯時,就遇到了4cr5mosiv1與q235a
發電機組汽輪機主蒸氣線Cr5Mo鋼管焊接出現的問題及處理方法 發電機組汽輪機主蒸氣線Cr5Mo鋼管焊接出現的問題及處理方法
格式:pdf
大小:16KB
頁數:2P
4.7
cr5mo鋼管對接焊縫經焊后無終斷熱處理24h后進行rt100%檢測,發現在高空焊接水平固定焊口4~6~8點位置全部是冷裂紋,通過對材料的化學成分及焊接過程控制分析從材料本身的淬硬傾向,預熱溫度和層間的控制未能達到工藝要求,是產生冷裂紋的主要原因。文章從預熱保持層間溫度的方法等方面詳細介紹了返修工藝并取得了很好的效果。

12Cr5Mo鋼管,12Cr5Mo無縫鋼管 (2)
格式:pdf
大小:130KB
頁數:5P
4.7
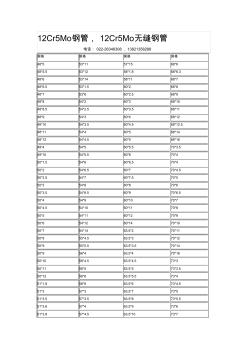
12cr5mo鋼管,12cr5mo無縫鋼管 電話:022-26346308,13821358288 規格規格規格規格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660
12Cr5Mo鋼管,12Cr5Mo無縫鋼管
格式:pdf
大小:130KB
頁數:5P
4.4
12cr5mo鋼管,12cr5mo無縫鋼管 電話:022-26346308,13821358288 規格規格規格規格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660
利舊HK40鋼爐管與Cr5Mo鋼彎頭的焊接相關
文輯推薦
知識推薦
百科推薦

職位:水運專業監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


