

鋁合金發黑工藝
格式:pdf
大小:7KB
頁數:3P
人氣 :99
 4.4
4.4
鋁合金化學發黑新工藝 1 前言 在鋁合金產品應用中,黑色是一種重要的常見色調。它不僅可作大方典雅的表面裝飾色,還 是鋁合金制備吸熱材料、光學材料和零部件時必不可少的顏色。鋁合金著黑色有較大的市場 需求。目前鋁合金著黑色多采用傳統的電解著色和硬質陽極氧化著色法,耗電量大,需專用 設備及工夾具, 不適用于超小型工件及結構復雜的工件。 采用一種化學氧化著黑色的新技術, 通過兩步氧化著色,得到了結合力好、耐蝕性強、顏色鮮艷美觀的鋁合金黑色氧化膜。 2 實驗部分 2.1 實驗過程 鋁合金兩步法氧化發黑工藝流程: 工件→化學脫脂→堿蝕→酸蝕出光→化學氧化→發黑→封閉→干燥→成品 2.1.1 前處理 (1) 化學脫脂 用 60~65℃堿性化學脫脂液處理工件約 2 min ,除去工件表面的油污,以保證堿蝕均勻,防 止工件產生花斑。其脫脂液配方如下: NaOH



鋼鐵和鋁合金發黑的工藝流程
格式:pdf
大小:11KB
頁數:2P
鋼鐵發黑的工藝流程 鋼鐵常溫發黑工藝流程:一般為化學除油→熱水洗→清水洗→強腐蝕→二次清水洗→化學除 油→熱水洗→清水洗→弱腐蝕→二次清水洗→常溫發黑→二次清水洗→浸脫水油→送驗。 介紹一個發黑處理工藝規范:三維網技術論壇1l;j-g1\+l#\"y.{ 1、去油 1)汽油清洗; 2)100℃,10%na2co3堿水去除油跡;6b2b5u,t:g+i/f2r'z 3)冷水清洗。 2、除銹 1)25%hcl水溶液酸洗;三維網技術論壇*l2u*u/c;e,h0x,c 2)10%na2co3水溶液中和; 3)冷水清洗。三維網技術論壇8o+?(h0}7x8h1fu 3、發黑三維,cad,機械技術汽車,catia,pro/e,ug,inventor,solide
 鋁合金發動機支架澆注系統數值模擬與工藝優化
鋁合金發動機支架澆注系統數值模擬與工藝優化 鋁合金發動機支架澆注系統數值模擬與工藝優化
格式:pdf
大小:808KB
頁數:4P
針對鋁合金摩托車發動機支架在壓鑄生產中充型不合理導致模具局部溫度過熱以及鑄件充型遠端容易出現冷隔缺陷等問題,運用數值模擬方法對壓鑄工藝過程進行分析,發現內澆道結構不合理是導致以上問題的主要原因。據此,對內澆道的設計進行了優化,同時改進了模具結構。實際生產表明,改進后的內澆道形成了較理想的流態,使模具溫度分布均勻,同時消除了鑄件充型遠端的冷隔缺陷。
編輯推薦下載
鋁合金淬火工藝-鋁合金工藝
格式:pdf
大小:225KB
頁數:4P
4.3
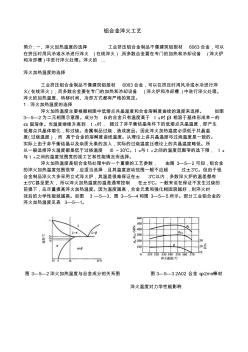
鋁合金淬火工藝 簡介:一、淬火加熱溫度的選擇工業擠壓鋁合金制品不像建筑鋁型材6063合金,可以 在擠壓時用風冷或水冷進行淬火(在線淬火),而多數合金要在專門的加熱和冷卻設備(淬火爐 和冷卻槽)中進行淬火處理。淬火的... 淬火加熱溫度的選擇 工業擠壓鋁合金制品不像建筑鋁型材6063合金,可以在擠壓時用風冷或水冷進行淬 火(在線淬火),而多數合金要在專門的加熱和冷卻設備(淬火爐和冷卻槽)中進行淬火處理。 淬火的加熱溫度、轉移時間、冷卻方式都有嚴格的規定。 1.淬火加熱溫度的選擇 淬火加熱溫度主要根據相圖中低熔點共晶溫度和合金溶解度曲線的溫度來選擇。如圖 3—5—2為二元相圖示意圖。成分為b1的合金只有溫度高于t溶時β相溶于基體形成單一的 α固溶體。當溫度繼續升高到t共時,超過了非平衡結晶條件下的低熔點共晶溫度,即產生 低熔點共晶體熔化,稱過燒。金
鋅鋁合金件發黑通用規范
格式:pdf
大小:20KB
頁數:2P
4.4
xx件有限公司涂裝車間鋅鋁合金件發黑通用規范 文件號q/zh-a-41-2003 版本號c 編制審核批準共2頁第1頁 日期日期日期生效日期 1.目的 為了指導涂裝車間鋅鋁合金件發黑操作,以便更有效地控制產品質量,保證操作 人員的人身安全,特制定本工藝規范。 2.適用范圍 本規范適用于涂裝車間鋅鋁合金件發黑處理工序的控制和管理。 3.操作規則 一、作業前相關準備工作 操作人員作業前必須穿戴好長筒水鞋、橡膠長手套、防毒面罩、防護眼鏡等勞保 用品。 二、工藝流程 除油→清洗→發黑→清洗→烘干 三、操作步驟 1)將工件用專用框裝好,放入除油槽中除去表面油污。(除油槽所用脫脂劑的使用 方法及脫脂效果檢測參見《涂裝車間鋅鋁合金件前處理通用規范》) 2)用清潔的自來水將工件表面殘留堿液清洗干凈。 3)將工件放入配制好的發黑液中浸泡160-1
鋁合金發黑工藝熱門文檔
鋁合金及鋁合金元件的生產工藝 鋁合金及鋁合金元件的生產工藝
格式:pdf
大小:51KB
頁數:1P
4.4
美國專利us6402860b2本發明涉及的鋁合金成分如下:(1)1wt%~6wt%組份a(它是從ti、v、hf、zr組中選出的一種或多種元素);(2)3wt%~13.5wt%組份b(它是從la、ce、pr、nd、含鈰的稀土合金、ca、sr、ba組中選出的一種或多種元素);(3)2wt%~18wt%組份c(從mg和li組中選出的一種或多種元素)。其加工步驟為:先將鋁合金加工成含有組份a、b和c的預型
鋁合金擠壓工藝
格式:pdf
大小:48KB
頁數:8P
4.3
鋁及鋁合金熱擠壓工藝操作規程 本規程適合于500-800噸擠壓機上擠壓6061、6063等合金型材、棒 材管材的工藝要求,包括鑄棒加熱制度、擠壓制度、拉伸扭擰校直、 鋸切、取樣、人工時效制度、包裝等。 其工藝流程如下: 擠壓前準備---鑄棒加熱---擠壓---拉伸扭擰校直---鋸切(定尺) ---取樣檢查---人工時效---包裝入庫。(不氧化型材) 1.擠壓前的準備 1.1開機前,對設備的電源。控制系統、液壓系統和機械設備進行檢 查,并按規定潤滑設備,無異常時,可進行空負荷運轉,當確定設備 處于正常狀態后,方可開始生產。 1.2檢查模具的規格和工作帶等處質量,確認符合生產單要求時將模 子、模墊、模支承試裝,并預先加熱。此項工作應在開機前預先做好。 模具加熱溫度平模,420°c-450°c,分流模450°c+/-5°c。保溫加熱時 間不少于2小時。(到溫后計算) 1
鋁合金工藝
格式:pdf
大小:64KB
頁數:12P
4.4
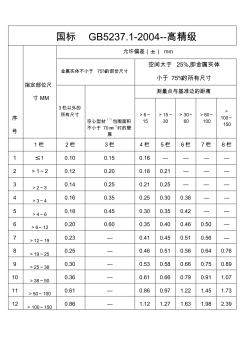
國標gb5237.1-2004--高精級 序 號 指定部位尺 寸mm 允許偏差(±)mm 金屬實體不小于75%的部份尺寸 空間大于25%,即金屬實體 小于75%的所有尺寸 3欄以外的 所有尺寸 空心型材 (1) 包圍面積 不小于70㎜2時的壁 厚 測量點與基準邊的距離 >6~ 15 >15~ 30 >30~ 60 >60~ 100 > 100~ 150 1欄2欄3欄4欄5欄6欄7欄8欄 1≤10.100.150.16———— 2>1~20.120.200.180.21——— 3 >2~30.140.250.210.25——— 4 >3~40.160.350.250.300.38—— 5 >4~60.180.450.300.350.42—— 6 >6~120.200.600.35

鋁合金發動機缸蓋鑄造工藝的計算機模擬分析
格式:pdf
大小:1.2MB
頁數:5P
4.8
在對鋁合金發動機缸蓋進行工藝分析的基礎上,制定了3組澆注方案,分別為縫隙式頂冒口補縮澆注系統、頂冒口直接澆注系統、半開放式半包圍型橫澆道澆注系統。通過使用鑄造數值模擬軟件對金屬液的充型和凝固過程進行數值模擬,認為縫隙式頂冒口補縮澆注系統為最優方案。確定了缸蓋的優化工藝參數:模具預熱溫度為400℃,澆注溫度為720℃。在該組優化的工藝參數下,通過對金屬液的充型和凝固過程的動態觀察,預測了充型時間、凝固時間和可能存在的縮松、縮孔及氣孔缺陷的分布與體積分數。
鋁合金發黑工藝精華文檔

鋁合金
格式:pdf
大小:5KB
頁數:2P
4.5
鋁型材6063-t5中的6063跟t5代表什么 1、合金編號:我國目前通用的是美國鋁業協會〈aluminiumassociation〉的 編號。茲舉 例說明如下:1070-h14(純鋁) 2017-t4(熱處理合金) 3004-h32(非熱處理合金) 2.1第一位數:表示主要添加合金元素。 1:純鋁 2:主要添加合金元素為銅 3:主要添加合金元素為錳或錳與鎂 4:主要添加合金元素為矽 5:主要添加合金元素為鎂 6:主要添加合金元素為矽與鎂 7:主要添加合金元素為鋅與鎂 8:不屬於上列合金系的新合金 2.2第二位數:表示原合金中主要添加合金元素含量或雜質成分含量經修改的 合金。 0:表原合金 1:表原合金經第一次修改 2:表原合金經第二次修改 2.3第三及四位數: 純鋁:表示原合金 合金:表示個別合金的代號 "-″:后面的hn或tn表
鋁合金
格式:pdf
大小:19KB
頁數:3P
4.8
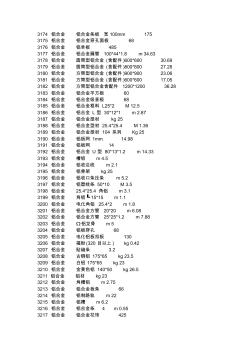
3174鋁合金鋁合金條板寬100mm175 3175鋁合金鋁合金穿孔面板68 3176鋁合金鋁單板485 3177鋁合金鋁合金扁管100*44*1.8m34.63 3178鋁合金圓筒型鋁合金(含配件)600*60030.69 3179鋁合金圓筒型鋁合金(含配件)800*80027.28 3180鋁合金方筒型鋁合金(含配件)900*90023.06 3181鋁合金方筒型鋁合金(含配件)600*60017.05 3182鋁合金方筒型鋁合金含配件1200*120036.28 3183鋁合金鋁合金平方板60 3184鋁合金鋁合金吸音板68 3185鋁合金鋁合金框料l25*2m12.5 3186鋁合金鋁合金l型30*12*1m2.87 31
鋁合金工藝卡片
格式:pdf
大小:666KB
頁數:17P
4.6
鋁合金平開窗工藝卡片 編制: 審核: 批準: 青島集力塑鋼異型材有限公司 0102030405 06070810 09 11 12 141513 鋁合金門窗制作 工藝規范 產品名稱鋁合金你平開窗產品編號文件目錄 序號工序編號工序名稱頁碼序號工序編號工序名稱頁碼 aa鋁合金平開窗工藝流程圖1010密封條裝配10 101型材選料11111五金件裝配11 202主型材下料21212玻璃切割、兩玻裝配12 303中梃下料31313成品總檢13 404端銑41414包裝14 505銑排水孔51515入庫15 606沖切鎖孔6 707打工藝孔7 808組角8 909玻璃壓條切割9 青
鋁合金鑄造工藝
格式:pdf
大小:16KB
頁數:7P
4.3
1 鋁合金鑄造工藝 一、鑄造概論 鋁合金鑄造的種類如下: 由于鋁合金各組元不同,從而表現出合金的物理、化學性能均有所不同,結晶過程也不盡相同。 故必須針對鋁合金特性,合理選擇鑄造方法,才能防止或在許可范圍內減少鑄造缺陷的產生,從而優 化鑄件。 1、鋁合金鑄造工藝性能 鋁合金鑄造工藝性能,通常理解為在充滿鑄型、結晶和冷卻過程中表現最為突出的那些性能的 綜合。流動性、收縮性、氣密性、鑄造應力、吸氣性。鋁合金這些特性取決于合金的成分,但也與鑄 造因素、合金加熱溫度、鑄型的復雜程度、澆冒口系統、澆口形狀等有關。 (1)流動性 流動性是指合金液體充填鑄型的能力。流動性的大小決定合金能否鑄造復雜的鑄件。在鋁合金中 共晶合金的流動性最好。 影響流動性的因素很多,主要是成分、溫度以及合金液體中存在金屬氧化物、金屬化合物及其他 污染物的固相顆粒,但外在的根本因素為澆注溫度及澆注壓力(俗稱澆
鋁合金發黑工藝最新文檔
焊接鋁合金工藝
格式:pdf
大小:8KB
頁數:3P
4.4
焊接工藝規程 1、焊前清理 鋁及鋁合金焊接前首先用丙酮試劑擦拭焊件表面去除油污,隨后直接用直 徑0.15-0.2mm鋼絲刷清理表面氧化物,露出金屬光澤為止。不允許使用磨光 機或普通砂紙清理,避免沙粒留在金屬表面,焊接時進入熔池形成夾渣等焊接 缺陷。 2、焊接時機 焊件清理完成到施焊時間應盡量短,一半在清理后4小時內施焊,清理后 如存放時間過長(如超24小時)應重新清理。 3、焊前預熱 薄、小鋁件一般不用預熱,厚度在10mm及以上板材焊前需進行焊前預熱, 板材厚度不同加熱溫度不同。10mm-15mm板材焊接前采用乙炔火焰加熱,溫 度100-150度去除水分。厚大件法蘭焊接時加溫400-500度,預熱可以減少變 形,減少氣孔等缺陷。 4、焊接過程參數 板板對接焊接 采用手工打底雙面焊單面成形,焊縫寬度20±1mm,焊縫余高1~2mm,焊縫 直線度不得大于1mm。 將
鋁合金工藝標準
格式:pdf
大小:24KB
頁數:4P
4.4
8-3鋁合金門窗安裝工藝標準(803-1996) 1范圍 本工藝標準適用于工業與民用建筑的鋁合金門窗安裝。 2施工準備 2.1材料及主要機具: 2.1.1鋁合金門窗:規格、型號應符合設計要求,且應有出廠合格證。 2.1.2鋁合金門窗所用的五金配件應與門窗型號相匹配。所用的零附件及固定件最好采 用不銹鋼件,若用其它材質,必須進行防腐處理。 2.1.3防腐材料及保溫材料均應符合圖紙要求,且應有產品的出廠合格證。 2.1.4325號以上水泥;中砂按要求備齊。 2.1.5與結構固定的連接鐵腳、鐵接鐵板,應按圖紙要求的規格備好。并做好防腐處理。 2.1.6焊條的規格、型號應與所焊的焊件相符,且應有出廠合格證。 2.1.7嵌縫材料、密封膏的品種、型號應符合設計要求。 2.1.8防銹漆、鐵紗(或鋁紗)、壓紗條等均應符合設計要求,且有產品的出廠合格證。 2.1.9
鋁合金熱軋工藝
格式:pdf
大小:58KB
頁數:6P
4.5
. . 鋁及鋁合金熱軋工藝 熱軋坯料主要采用的是半連續、連續兩種生產方式生產鋁錠,現代化的熱連軋大部分 都是采用半連續鑄造的生產方式生產鑄錠,可生產出來的鑄錠重量重,鑄錠的尺寸、表面、 化學成分和內部質量較高 一鑄錠的制備和質量要求。 (1)鑄錠的選擇應考慮到客戶的質量需求和自身設備能力和工藝水平。(舉例子) (2)鑄錠的厚度選擇的依據:成品厚度和變形率 (3)鑄錠寬度選擇的依據:成品的寬度和合金的切邊量 (4)鑄錠長度的選擇依據:熱軋卷的卷徑 二鑄錠的斷面形狀: (1)圓弧形 (2)梯形 (3)v字形 (4)長方形 三鑄錠切頭尾的目的 四熱軋前鑄錠頭尾的處理方式 (1)表面要求不高的產品可以對鑄錠澆鑄口和底部不做任何處理 (2)對表面要求高的產品必須將頭尾鑄造缺陷部分全部切除 (3)鑄錠切頭切尾長度的確定 合金用途膨脹端(≥mm)澆口端(≥

鋁合金鍛造生產工藝研究
格式:pdf
大小:35KB
頁數:1P
4.4
光機電optics&mechanics&electrics 76軍民兩用技術與產品2016·2(下) 鍛造生產是一個很古老的行業,鍛造生產的優越性在于它不但 獲得機械零件的形狀,而且能改善材料的內部組織,提高力學性能。 由于鋁及鋁合金性能優異,因此其已經廣泛應用于機械、電力、電子、 汽車、船舶、建筑、儀表、五金以及家庭生活用品等各個領域。因此, 對于力學性能要求高、承受力大的重要機械零件,多數采用鋁合金 鍛造方法來制造。在飛機上鋁合金鍛造件的重量占77%,坦克上鍛 造件重量占68%,汽車上鋁合金鍛造件重量占76%。 一、鋁合金鍛造工藝流程及特點分析 (一)主要制造流程。鍛壓生產在工業行業中占有極重要的地位, 鋁合金也是鍛造中常用的材料,凡是用低碳鋼可以鍛出的各種鍛造, 都可以用鋁合金鍛造生產。合金鍛造零件大多數都是安全件,又是
鋁合金窗(施工工藝)
格式:pdf
大小:10KB
頁數:4P
4.5
2.1材料及主要機具: 2.1.1玻璃:平板玻璃、磨砂玻璃、彩色玻璃、壓花玻璃等品種、規格按設計要求選用, 進場的玻璃必須有產品合格證。 2.1.2橡膠壓條,規格應符合設計要求。 2.1.3密封膠的使用應符合設計要求,并應有產品合格證及使用說明。 2.1.4氯丁橡膠墊片及鋁合金墊片,根據需要準備。 2.1.5玻璃膠的選用應與鋁合金相匹配,并應有出廠合格證。 2.1.6主要機具:工作臺、玻璃刀、直尺、鋼絲甜、毛筆、手動吸盤、電動真空吸盤、 電動吊籃(安裝玻璃幕墻)、運玻璃小車、鋼卷尺、工具袋、抹布或棉絲、安全帶、注膠槍 等。 2.2作業條件: 2.2.1玻璃安裝應在門窗鋁合金已裝好,膠和油漆末涂刷前。 2.2.2玻璃安裝前應對安裝的框、扇幾何尺寸、表面平整度、拼接節點等是否牢固進行 認真的檢查。 2.2.3根據安裝需要將玻璃運到指定地點,并按安裝順序碼放
鋁合金及鋁合金元件的生產工藝 鋁合金及鋁合金元件的生產工藝
格式:pdf
大小:51KB
頁數:未知
4.4
本發明涉及的鋁合金成分如下:(1)1wt%-6wt%組份a(它是從ti、v、hf、zr組中選出的一種或多種元素);(2)3wt%。13.5wt%組份b(它是從la、ce、pr、nd、含鈰的稀土合金、ca、sr、batch中選出的一種或多種元素);(3)2wt%~18wt%組份cl從mg和li組中選出的一種或多種元素)。其加工步驟為:先將鋁合金加工成含有組份a、b和c的預型件,然后再將該預型件加熱n200℃~600℃之間的溫度,其溫度上升率在2℃/s-200℃/s之間。生產預型件的步驟為:快速形成鋁合金固化粉末;鋁合金包括鋁晶體和金屬間化合物,鋁晶體的平均晶粒直徑≤1000nm;金屬間化合物的平均晶粒直徑≤50nm;鋁合金的硬度hrb在50。100之間,溫度≥2000c時臨界鐓粗比率為70%,在20℃時伸長率≥10%。
 鋁合金犧牲陽極常用的相變材料有哪些
鋁合金犧牲陽極常用的相變材料有哪些 鋁合金犧牲陽極常用的相變材料有哪些
格式:docx
大小:12KB
頁數:未知
4.3
石蠟是一種常見的相變材料,具有合適的相變溫度范圍,在40-70℃左右,能在一定程度上滿足鋁合金犧牲陽極在不同環境溫度下的溫度調節需求。
鋁合金犧牲陽極原理及應用環境 鋁合金發黑工藝相關
文輯推薦
知識推薦
百科推薦

職位:主創規劃師
擅長專業:土建 安裝 裝飾 市政 園林


