

鋁邊框的技術要求
格式:pdf
大小:107KB
頁數:3P
人氣 :64
 4.8
4.8
鋁邊框的技術要求 產品名稱 文件編號 鋁邊框 版本號 A0 修訂號 頁碼 1/3 1.范圍 : 本標準規定了晶體硅太陽電池組件用鋁邊框的檢驗要求。 本檢驗標準適用于科之佳有限公司太陽電池組件用鋁邊框。 2.檢驗要求 ; (1). 幾何圖形 a. 鋁邊框幾何尺寸及加工精度應符合設計要求; b. 彎曲度:在任意長度 300mm范圍內不允許超過 0.3mm; c. 角碼與邊框的配合間隙應≤ 0.3mm, 角碼在短邊框應裝配到 位,方向正確,無大幅擺動,組角沖坑深度≥ 1 mm; d. 加工面光滑、平整、無飛邊、毛刺,四角完整無卷邊。 (2). 表面質量 : a. 邊框表面不允許有裂紋、起皮、 沙眼、夾雜物、贓物、水印、 油印等。 b.. 陽極氧化膜厚 A16。表面涂層顏色為均勻砂紋白色, 表面平 滑均勻,不允許有砂紋、流痕、鼓泡、裂紋和發粘等缺陷。



鋁邊框
格式:pdf
大小:8KB
頁數:1P
鋁合金邊框——6063-t5參數詳解 鋁合金牌號:60636063鋁合金廣泛用于建筑鋁門窗、幕墻的框架,為了保證門窗、幕墻 具有高的抗風壓性能、裝配性能、耐蝕性能和裝飾性能,對鋁合金型材綜合性能的要求遠遠 高于工業型材標準。 熱處理方式:t5表示:高溫擠壓成型后快速冷卻,然后進行人工時效處理; 物理特性:抗拉強度l>180n/mm2屈服強度>110n/mm2伸長率>8%化學成分:si硅 0.4%、fe鐵0.3%、lcu銅0.06%、mn錳0.07%、mg鎂0.61%、ni鎳0.01%、zn鋅0.01%、 al鋁97.35--98.35%質量密度:2700kg/m3 陽極氧化原理:實質是電解水,吸出氧氣后與陽極鋁框表面反應,生成致密陽極氧化膜 al2o3。 陽極氧化膜:l陽極氧化膜具有較高的硬度和耐磨性、極強的附
編輯推薦下載
談鋁邊框接地
格式:pdf
大小:202KB
頁數:2P
4.5
談鋁邊框接地 1.組件的日常維護不允許中斷或影響接地連接通道。組件或電池板 中用于接地通道的螺釘、 螺母或其他零件不允許充當組件或電池板與支架表面或框架之間的 緊固件。 2.應采用有效的主動式接地方式,例如夾緊、鉚接、螺栓或螺釘連 接、電焊、焊錫或銅焊。 接地連接應穿透所有的非導電涂層,如油漆、電氧化層或搪瓷。 3.接地連接通道的所有結合點必須機械固定,其牢固性不依賴于任 何焊接。 4.接地連接通道如果是依靠螺絲,旋入金屬的部分應至少有兩個螺 釘,或一個螺釘的兩圈 螺紋。 5.接地方式必須使用增強型絕緣措施使接地線與帶電部件隔離。 6.如果以標簽來標示設備的接地端,該標簽應置于接地端或附近; 或標示在組件或電池板 上接地端附近的接線圖上。 5.接地螺栓或螺釘的直徑應與接地通道導體的尺寸相對應,如下所 示: 設備額定電流(a)最小螺紋公稱直徑(mm
鋁邊框的技術要求熱門文檔
鋁邊框技術規格
格式:pdf
大小:22KB
頁數:1P
4.4
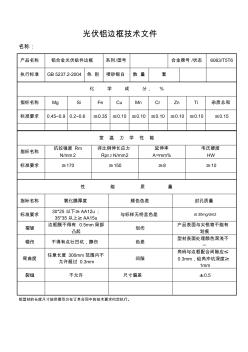
光伏鋁邊框技術文件 名稱: 產品名稱鋁合金光伏組件邊框系列/型號合金牌號/狀態6063/t5t6 執行標準gb5237.2-2004色別噴砂銀白數量套 化學成分,% 指標名稱mgsifecumncrznti雜質總和 標準要求0.45~0.90.2~0.6≤0.35≤0.10≤0.10≤0.10≤0.10≤0.10≤0.15 室溫力學性能 指標名稱 抗拉強度rm n/mm2 非比例伸長應力 rp0.2n/mm2 延伸率 a50mm% 韋氏硬度 hw 標準要求≥170≥150≥8≥10 性能質量 指標名稱氧化膜厚度顏色色差封孔質量 標準要求 30*25以下≥aa12u; 35*35以上≥aa15u 與標樣無明顯色差≤30mg/dm2 褶皺 邊框膜不得有0.5mm

電池板鋁邊框沖孔模的設計
格式:pdf
大小:1.3MB
頁數:46P
4.6
畢業設計說明書 課題:電池板鋁邊框沖孔模的設計 子課題: 同課題學生姓名: 專業 學生姓名 班組 學號 指導教師 完成日期 畢業設計資料目錄 級專業班 學生姓名指導教師評閱教師 設計(論文)題目電池板鋁邊框沖孔模的設計 設計(論文)成績________________ 編號名稱件數 1電池板鋁邊框沖孔模總裝圖1張 2零件圖22張 3畢業設計說明書1份 4工藝卡片1張 5 6 7 8 9 10 20**年05月10日 摘要 如今沖壓業與塑料工業的發展迅猛,沖壓模具與塑料模具在其中發揮著至 關重要的作用。對于即將畢業又提前就業的我們如何選擇一個比較適合的畢業
太陽能鋁邊框沖孔模設計
格式:pdf
大小:141KB
頁數:20P
4.4
基于電池板鋁邊框沖孔模的設計 摘要 如今沖壓業與塑料工業的發展迅猛,沖壓模具與塑料模具在其中發揮著至關 重要的作用。對于即將畢業又提前就業的我們如何選擇一個比較適合的畢業設計 課題呢?課題是我自己在廠里找的。即選了一套沖裁模,然后一方面根據廠里的 實際生產情況,另一方面再運用我在學校里學到的一定的基礎知識(即理論知 識),從而完成我的畢業設計。 關鍵詞:沖壓沖壓模具沖裁模 目錄 摘要???????????????????????????????i 第一章引言 1.1畢業設計簡介???????????????????????1 1.2介紹工廠情況???????????????????????1 1.3選題原因?????????????????????????1 1.4選題意義?????????????????????????2 第二章設計課題 2.1
太陽能鋁邊框沖孔模設計
格式:pdf
大小:130KB
頁數:18P
4.3
基于電池板鋁邊框沖孔模的設計 摘要 如今沖壓業與塑料工業的發展迅猛,沖壓模具與塑料模具在其中發揮著至關 重要的作用。對于即將畢業又提前就業的我們如何選擇一個比較適合的畢業設計 課題呢?課題是我自己在廠里找的。即選了一套沖裁模,然后一方面根據廠里的 實際生產情況,另一方面再運用我在學校里學到的一定的基礎知識(即理論知 識),從而完成我的畢業設計。 關鍵詞:沖壓沖壓模具沖裁模 目錄 摘要,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,i 第一章引言 1.1畢業設計簡介,,,,,,,,,,,,,,,,,,,,,,,1 1.2介紹工廠情況,,,,,,,,,,,,,,,,,,,,,,,1 1.3選題原因,,,,,,,,,,,,,,,,,,,,,,,,,1 1.4選題意義,,,,,,,,,,,,,,,,,,,,,,,,,2 第二章設計課

太陽能鋁邊框加工設備
格式:pdf
大小:234KB
頁數:2P
4.5
http://www.***.***/ 太陽能鋁邊框加工設備 太陽能的鋁制邊框是光伏太陽能電池板組件用鋁合金型材固定框架。太陽能行業發展多 年。設備要求已經比以前大大提高。對太陽能組件鋁邊框的加工要求也普遍提升。數控加工 中心設備早已悄然進入,進口先進的加工設備帶來強有力的市場占有度。 美國麥迪克設備專業加工太陽能鋁邊框。 加工范圍(mm)600*3600 主軸旋轉數度(rpm)4000-24000(無級變速) 定位精度(mm)+/-0.05 重復定位精度(mm)+/-0.025 主軸功率(kw)12 主軸產地意大利 主軸冷卻方式液冷 刀具冷卻方式噴嘴噴霧冷卻 橫梁到臺面高度(mm)300 最大加工速度(m/min)30 最大空移速度(m/min)(x軸)45 最大空移速度(m/min)(y軸)45
鋁邊框的技術要求精華文檔
太陽能鋁邊框設計說明書
格式:pdf
大小:59KB
頁數:9P
4.6
河南誠耐能源技術有限公司 太陽能鋁邊框設計說明書 河南誠耐能源技術有限公司由臺灣年代廚衛有限公司、江蘇振發太陽能科技發展公司、 年代能源環保工程有限公司共同合作組建而成,專業從事新能源的技術研究及新能源產品開 發,同時又是江蘇振發太陽能科技公司在中原的唯一大型生產及銷售基地,是專業從事生物 質能、太陽能產品研發、生產和銷售的高科技企業,座落在風景秀麗、經濟發達、人文底蘊 深厚的“歷史文化古城”--鄭州市。公司擁有一大批長期從事生物質能、光伏、電子、自動 控制、照明等領域的研究員、高級工程師以及其他方面的專業技術人才,是河南省民營科技 企業。公司與無錫尚德太陽能電力有限公司、中國農業機械化科學研究院可再生能源所合作 組建了太陽能應用產業聯合體。公司擁有iso9001質量體系認證、ce認證、甲級工程咨詢、 甲級專項工程設計、甲級工程總承包資格并在太陽能電力應用方面獲得了1

模具畢業設計30電池板鋁邊框沖孔模的設計
格式:pdf
大小:127KB
頁數:17P
4.4
第-1-頁/共17頁 第一章引言 1.1畢業設計簡介 課題是我自己在廠里找的。即選了一套沖裁模,然后一方面根據廠里的實際 生產情況,另一方面再運用我在學校里學到的一定的基礎知識(即理論知識), 從而完成我的畢業設計。 1.2介紹公司情況 公司名為江陰愛康太陽能器材有限公司,位于華士鎮穿山路61號。公司目 前主要加工太陽能電池板鋁邊框、游戲機鋁邊框、天花支架、切割us鋁框等等。 加工出來的產品相當于是半成品。這其中的加工過程的工序是比較簡單,一條生 產線的工序一般是切斷、切邊、沖孔、落料、鉆孔、擴孔、吹氣、放治具、去毛 刺、過程檢查、成品檢查、擦酒精、打包,最后將箱子置于托盤上捆包。這相應 的設備有:切割機、沖床、折彎機、鉆床、治具等等。 廠里加工的原材料是鋁合金型材,材質軟、規格6063-t5,加工時有一定的 粘性,表面是一層保護膜,是通過氧化電泳,
鋁邊框的技術要求最新文檔
太陽能鋁邊框沖孔模設計收集資料
格式:pdf
大小:141KB
頁數:20P
4.6
基于電池板鋁邊框沖孔模的設計 摘要 如今沖壓業與塑料工業的發展迅猛,沖壓模具與塑料模具在其中發揮著至關 重要的作用。對于即將畢業又提前就業的我們如何選擇一個比較適合的畢業設計 課題呢?課題是我自己在廠里找的。即選了一套沖裁模,然后一方面根據廠里的 實際生產情況,另一方面再運用我在學校里學到的一定的基礎知識(即理論知 識),從而完成我的畢業設計。 關鍵詞:沖壓沖壓模具沖裁模 目錄 摘要???????????????????????????????i 第一章引言 1.1畢業設計簡介???????????????????????1 1.2介紹工廠情況???????????????????????1 1.3選題原因?????????????????????????1 1.4選題意義?????????????????????????2 第二章設計課題 2.1
模具畢業設計92太陽能鋁邊框沖孔模設計
格式:pdf
大小:132KB
頁數:19P
4.6
太陽能鋁邊框沖孔模設計 第-1-頁 基于電池板鋁邊框沖孔模的設計 摘要 如今沖壓業與塑料工業的發展迅猛,沖壓模具與塑料模具在其中發揮著至關 重要的作用。對于即將畢業又提前就業的我們如何選擇一個比較適合的畢業設計 課題呢?課題是我自己在廠里找的。即選了一套沖裁模,然后一方面根據廠里的 實際生產情況,另一方面再運用我在學校里學到的一定的基礎知識(即理論知 識),從而完成我的畢業設計。 關鍵詞:沖壓沖壓模具沖裁模 目錄 摘要,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,i 第一章引言 1.1畢業設計簡介,,,,,,,,,,,,,,,,,,,,,,,1 1.2介紹工廠情況,,,,,,,,,,,,,,,,,,,,,,,1 1.3選題原因,,,,,,,,,,,,,,,,,,,,,,,,,1 1.4選題意義,,,,,,,,,,,,,,
模具畢業設計116太陽能鋁邊框沖孔模設計
格式:pdf
大小:122KB
頁數:17P
4.5
太陽能鋁邊框沖孔模設計 第-1-頁 第一章引言 1.1畢業設計簡介 課題是我自己在廠里找的。即選了一套沖裁模,然后一方面根據廠里的實際 生產情況,另一方面再運用我在學校里學到的一定的基礎知識(即理論知識), 從而完成我的畢業設計。 1.2介紹公司情況 公司名為江陰愛康太陽能器材有限公司,位于華士鎮穿山路61號。公司目 前主要加工太陽能電池板鋁邊框、游戲機鋁邊框、天花支架、切割us鋁框等等。 加工出來的產品相當于是半成品。這其中的加工過程的工序是比較簡單,一條生 產線的工序一般是切斷、切邊、沖孔、落料、鉆孔、擴孔、吹氣、放治具、去毛 刺、過程檢查、成品檢查、擦酒精、打包,最后將箱子置于托盤上捆包。這相應 的設備有:切割機、沖床、折彎機、鉆床、治具等等。 廠里加工的原材料是鋁合金型材,材質軟、規格6063-t5,加工時有一定的 粘性,表面是一層保護膜,是通過
太陽能光伏組件用鋁邊框檢驗項目
格式:pdf
大小:61KB
頁數:4P
4.5
太陽電池組件用鋁邊框檢驗方法 1目的 規范鋁邊框的技術要求,檢驗方法,判定準則,確保產品符合太陽電池組件使用要求。 2范圍 本規范適用于地面用太陽電池組件用鋁邊框的進貨檢驗。 3技術要求 3.1材質:鋁合金牌號及狀態:6063-t5、化學成分符合js-c11規定。 3.2邊框、角碼加工要求 3.2.1鋁型材截面尺寸及精度應符合本公司相應規格的設計要求,未注尺寸偏差應符合gb5237.1高精級要求。 3.2.2邊框、角碼規格和邊框、角碼安裝孔加工尺寸及精度應符合本公司相應規格的設計要求,邊框尺寸偏差 為0、+0.5mm. 3.2.3角碼與邊框的配合間隙應≤0.5mm,角碼在短邊框應裝配到位,方向正確,無大幅擺動,組角沖坑深度 ≥1mm,掛重10kg角碼不脫出。 3.2.4加工面光滑、平整、無飛邊、毛刺、鋁屑、四角完整無卷邊現象,不允許有缺口、塌邊
【CN209748479U】一種太陽能光伏鋁邊框組合結構【專利】
格式:pdf
大小:179KB
頁數:7P
4.5
(19)中華人民共和國國家知識產權局 (12)實用新型專利 (10)授權公告號 (45)授權公告日 (21)申請號201920560603.5 (22)申請日2019.04.24 (73)專利權人無錫光電寶新能源科技有限公司 地址214000江蘇省無錫市濱湖區建筑西 路599號1幢13層1305室 (72)發明人溫冬波 劉周凱 (51)int.cl. h02s30/10(2014.01) (54)實用新型名稱 一種太陽能光伏鋁邊框組合結構 (57)摘要 本實用新型公開了一種太陽能光伏鋁邊框 組合結構,包括兩個分別卡緊固定在光伏板兩端 的光伏板卡件,所述光伏板卡件包括上夾板、頂 板和下夾板,所述上夾板和下夾板的側邊等間隔 焊接固定有耳板,所述耳板分別通過銷軸轉動連 接于頂板的上下邊緣,所述頂板的背面等間隔焊 接有凸塊,且凸塊活動設置在

制作照片邊框(一)
格式:pdf
大小:784KB
頁數:9P
4.6
制作照片邊框(一) 制作照片邊框(一) 今天我們來學習制作一個簡單的照片邊框,通 過制作過程,來熟悉ps的一些工具與制作手法。 1、打開ps,打開一張照片。現在我們要為這張 照片做一個背景圖,并改變一下照片的邊框。 此主題相關圖片如下: 2、為背景層改名。在圖層面板,現在有一個 圖層名為“背景”。這個背景層的右邊有一個小 鎖。凡是第一次打開一個圖片總是有這樣一個上 了鎖的背景層。現在我們要改變它的名稱。雙擊 背景層,彈出一個對話框。在名稱中寫上“照片” 后按“好”字。 此主題相關圖片如下: 3、創建新的圖層。按一下圖層面板最下面的 “創建新的圖層”按鈕,在背景層的上面出現了一 個新圖層,名稱為“圖層1”。新圖層是不會上鎖 的,改名就比較容易。我們可以雙擊這三個字, 改名稱為“新背景”。 此主題相關圖片如下: 4、凡是新建的圖層,都是全透明的。我們可 以看到在
某公司鋁合金邊框質量檢驗標準
格式:pdf
大小:38KB
頁數:4P
4.4
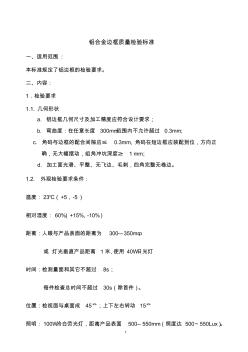
1 鋁合金邊框質量檢驗標準 一、適用范圍: 本標準規定了鋁邊框的檢驗要求。 二、內容: 1.檢驗要求 1.1.幾何形狀 a.鋁邊框幾何尺寸及加工精度應符合設計要求; b.彎曲度:在任意長度300mm范圍內不允許超過0.3mm; c.角碼與邊框的配合間隙應≤0.3mm,角碼在短邊框應裝配到位,方向正 確,無大幅擺動,組角沖坑深度≥1mm; d.加工面光滑、平整、無飛邊、毛刺,四角完整無卷邊。 1.2.外觀檢驗要求條件: 溫度:23℃(+5,-5) 相對濕度:60%(+15%,-10%) 距離:人眼與產品表面的距離為300—350mm。 或燈光垂直產品距離1米,使用40w日光燈 時間:檢測量面和其它不超過8s; 每件檢查總時間不超過30s(除首件)。 位置:檢視面與桌面成45°;上下左右轉動15° 照明:100w冷白熒光燈,距離產品表面50


鋁塑板技術要求
格式:pdf
大小:11KB
頁數:1P
4.8
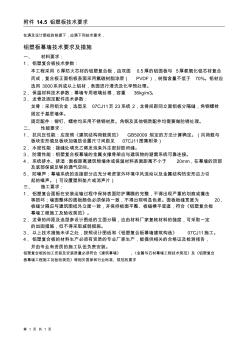
附件14.5鋁塑板技術要求 第1頁共1頁 在滿足設計圖紙的前提下,應滿下列技術要求, 鋁塑板幕墻技術要求及措施 一、材料要求: 1,鋁塑復合板技術參數: 本工程采用6厚防火芯材的鋁塑復合板,由雙面0.5厚的鋁面板與5厚氫氧化鋁芯材復合 而成,復合板正面鋁板表面采用氟碳樹脂涂層(pvdf),樹脂含量不低于70%。鋁材應 選用3000系列或以上鋁材,表面進行清洗及化學預處理。 2,保溫材料技術參數:幕墻專用玻璃絲棉,容重36kg/m3。 3,龍骨及固定配件技術參數: 龍骨:采用鋁合金,選型見07cj11頁23系統2,龍骨間距同立面鋁板分隔縫,角鋼螺栓 固定于基層墻體。 固定配件:鉚釘、螺栓均采用不銹鋼材質。角鋼及其他鋼質配件均需要做防銹處理。 二、性能要求: 1,抗風壓性能:應按照《建筑結構荷載規范》gb50009規定的方法計算確定。(風荷載與
鋁單板技術要求 (2)
格式:pdf
大小:595KB
頁數:4P
4.7
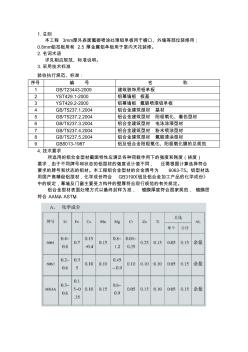
1.總則 本工程3mm厚外表面氟碳噴涂處理鋁單板用于檐口、外墻等部位裝修用; 0.8mm鋁扣板用和2.5厚金屬鋁單板用于室內天花裝修。 2.名詞術語 詳見相應規范、標準說明。 3.采用技術標準 驗收執行規范、標準: 序號編號名稱 1gb/t23443-2009建筑裝飾用鋁單板 2yst429.1-2000鋁幕墻板板基 3yst429.2-2000鋁幕墻板氟碳噴漆鋁單板 4gb/t5237.1.2004鋁合金建筑型材基材 5gb/t5237.2.2004鋁合金建筑型材陽極氧化、著色型材 6gb/t5237.3.2004鋁合金建筑型材電泳涂漆型材 7gb/t5237.4.2004鋁合金建筑型材粉末噴涂型材 8gb/t5237.5.2004鋁合金建筑型材氟碳漆涂型材 9gb8013-1987鋁及鋁合金陽極氧化、陽極氧化膜的總規范 4
鋁邊框的技術要求相關
文輯推薦
知識推薦
百科推薦

職位:地鐵專業監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


