

肋駁接技術交底
格式:pdf
大小:27KB
頁數:6P
人氣 :78
 4.7
4.7
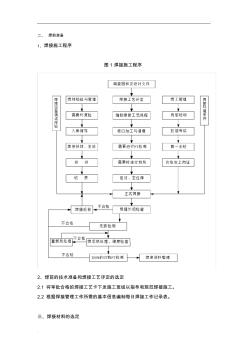
肋駁接玻璃幕墻技術交底 一,施工工藝 1、測量放線: 根據設計圖紙和控制軸線,用經緯儀和光學測距儀量出 幕墻安裝控制點控制軸線和標高,作醒目的標志線,鋼結構 的定位測量必須準確。 2 、耳板焊接和玻璃槽的安裝 耳板焊接和玻璃槽,是幕墻的根本,耳板焊接和玻璃槽 質量的好壞,直接關系到幕墻的安全性與使用壽命,根生不 牢,則整個系統會處于不穩定狀態。 2.1、 材料 耳板: 24mm厚鋼板。 玻璃槽: 50X50X3mmU型槽。 角鋼: 50X50mm鍍鋅 膨脹螺栓:Φ 10X80mm 2.1.1 操作步驟 U型玻璃槽安裝:用沖擊鉆在地面鉆Ф14mm的孔。 用毛刷或風筒將孔清理干凈,孔內不得有余灰或積水。 將膨脹螺栓插入孔中,角鋼放在膨脹螺栓上,用絲帽 固定在地面上,將 U型玻璃槽和角鋼進行焊接,再次 確定安放正確后,去渣除銹,刷防銹漆兩道。 2.2、選擇合適的焊材,焊接工藝,焊條直徑,焊接 電



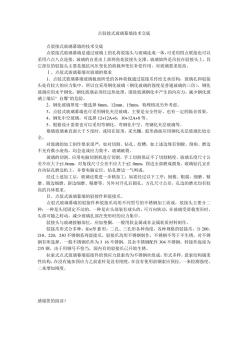
傾斜抓點式肋駁接玻璃幕墻施工技術
格式:pdf
大小:678KB
頁數:2P
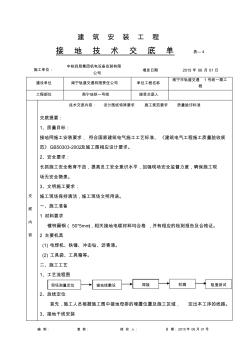
圖!傾斜抓點式肋駁接玻璃幕墻剖面 者間能達到電氣連通!但為達到可靠 的電氣連通!可用軟金屬線跨接" 北京市避雷設備檢測中心認為 #國家大劇院屋面防雷設計$符合"# $%%$&%’(()防雷規范!防雷性能達到 !類" !!" 經綜合分析!全面測試和評估!系 統抗風壓變形&防水防潮&保溫隔熱& 隔聲吸音&防雷&防火&防腐等性能均 滿足國家相關規范及’國家大劇院屋 面技術說明$" 作為一種新型的屋面系統!國家大 劇院外掛鈦板輕型金屬屋面完全摒棄 國內早期因物質匱乏而長期滯后的設 計手段!在國際先進技術的基礎之上 有所創新!使該系統能適應復雜的建 筑形體!可用于大型城市公用性建筑" #$%& !保羅(安德魯*中國國家大劇院*建筑創作! +%%+)%!*+%, +魏大中*保羅,安德魯和它的國家大劇院方 案*建筑創作!+%%+)%+*+-.
編輯推薦下載
帶肋鋼筋徑向擠壓連接技術交底
格式:pdf
大小:38KB
頁數:3P
4.8
技術交底 工程名稱交底部位 工程編號日期 交底內容: 1范圍 本工藝標準適用于工業與民用建筑、構筑物的鋼筋混凝土結構中直徑20~40mm的帶肋ⅱ~ ⅲ級鋼筋徑向擠壓連接施工。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋的級別、直徑(l8~40mm)必須符合設計要求及國家標準,應有出廠質量證明 及復試報告。進口鋼筋需對擠壓連接進行型式檢驗,符合性能要求后使用。 2.1.2鋼套筒的材質為低碳素鎮靜鋼,其機械性能應滿足要求。ⅱ級鋼筋用套筒屈服強度σs ≥205n/mm2;抗拉強度σb=335~520n/mm2,延伸率σs≥20%。ⅲ級鋼筋用套筒σs≥230n/mm2,σ b=390~520n/mm2,σs≥20%。直徑差大于5mm,用變截面鋼套筒。套筒規格型號g18、g20、g22、 g25、g28、g32、g3

肋板技術交底
格式:pdf
大小:101KB
頁數:9P
4.7
技術交底記錄 2016年3月17日編號:施表31 工程名稱108國道(魯家灘村-南村)改建工程第3標段交底部位肋板 施工單位北京路橋瑞通養護中心有限公司 交底內容: 一、肋板施工 1.1施工工藝 承臺頂面清潔→測量放樣(報驗)→鋼筋加工及安裝(驗收)→模板的制作及安裝(報驗)→ 混凝土澆筑→拆模→養生 1.2測量放線 測量人員復核肋板各特征點的坐標和高程,采用“雙人復核制”防止出現錯誤。肋板平面位置 利用全站儀放樣確定,高程通過水準儀和預埋水準點確定。 1.3材料準備 1.3.1鋼筋:鋼筋進場后進行自檢、監理抽檢、見證取樣,試驗檢測合格后方可使用。 1.3.2砼:采用c30普通砼,坍落度控制在140-180mm,使用前對其所用單質材料進行試驗,單 質材料檢測合格后方可拌制砼;同時對此配合比進行驗證試驗,驗證合格后方可使用。 1.4模板與腳手架
肋駁接技術交底熱門文檔
肋駁接點式玻璃幕墻的安裝方案
格式:pdf
大小:13KB
頁數:4P
4.6
肋駁接點式玻璃幕墻的安裝方案 1.安裝工藝流程 測量放線埋件處理安裝肋玻璃駁接爪件安裝玻璃安裝打膠、清理。 2.施工準備: 點式幕墻施工時采用腳手架進行施工,因而需先行搭設腳手架,具體是:直立面 內外兩側均要搭設雙排腳手架,內排腳手架距幕墻面0.5—1米。 3.測量放線: 3.1對總包提供的基準線,用激光經緯儀和激光水平儀對其進行校核,填寫基準復 核單,經業主、總包、監理確認后,進行下步施工。 3.2根據已復核的總包提供的基準線,按放線圖,利用激光水平儀,激光經緯儀放 出玻璃中線,玻璃分格線。 3.3根據測量結果與土建結構進比較,如差異較大,或超過正常的允許誤差范圍, 提出修整意見,經各方認可后進行下道工序。 4.肋玻璃支承體系安裝 4.1肋玻璃固定部分由頂部的鋼結構、中間的玻璃肋夾板和下部的u型槽組成,依 據放線、分格圖、框架的圖紙及有關標準進行安裝施工。此部分必
帶肋鋼筋套筒擠壓連接技術交底
格式:pdf
大小:26KB
頁數:2P
4.4
工程名稱交底部位 工程編號日期 帶肋鋼筋套筒擠壓連接技術交底 交底內容: 一、施工準備 (一)作業條件 1、進行套筒擠壓接頭作業的人員必須經過培訓,取證后方可上崗操作。 2、工程開工前,應由套筒擠壓接頭技術提供單位提交有效的型式檢驗報告,型式檢驗 報告必須記載送檢試件的各項參數。包括:套筒長度、外徑、內徑、擠壓道次、擠壓力、壓 痕處平均直徑或擠壓后套筒長度。以便對擠壓接頭的外觀質量進行檢查。 3、鋼筋擠壓連接作業開始前,應對每批進場鋼筋進行擠壓接頭工藝檢驗。以便檢查接 頭技術提供單位所確定的工藝參數是否與本工程的鋼筋相適應。工藝檢驗合格后,方可開始 施工。 4、檢查擠壓設備是否正常,并試壓,符合要求后方可開始作業。 5、做好技術交底。 (二)材質要求 1、鋼套筒應有出廠合格證。套筒的力學性能必須符合規定。表面不得有裂紋、折疊等 缺陷。套筒在運輸、儲存中,應按不同規格分別堆放,不得露

 某工程帶肋鋼筋徑向擠壓連接技術交底
某工程帶肋鋼筋徑向擠壓連接技術交底 某工程帶肋鋼筋徑向擠壓連接技術交底
格式:docx
大小:17KB
頁數:未知
3
某工程帶肋鋼筋徑向擠壓連接技術交底——1.1本交底適用于工業與民用建筑、構筑物的鋼筋混凝土結構中直徑20~40mm的帶肋ⅱ~ⅲ級鋼筋徑向擠壓連接施工。 2.1材料及主要機具: 2.1.1鋼筋的級別、直徑(l8~40mm)必須符合設計要求及國家標準,應有出...
某工程帶肋鋼筋徑向擠壓連接技術交底 某工程帶肋鋼筋徑向擠壓連接技術交底
格式:docx
大小:18KB
頁數:未知
3
某工程帶肋鋼筋徑向擠壓連接技術交底——交底內容: 帶肋鋼筋徑向擠壓連接 1范圍 本工藝標準適用于工業與民用建筑、構筑物的鋼筋混凝土結構中直徑20~40mm的帶肋ⅱ~ⅲ級鋼筋徑向擠壓連接施工。 2施工準備 2.1材料及主要機具: ...
技術交底(全)帶肋鋼筋徑向擠壓連接
格式:pdf
大小:7KB
頁數:3P
4.4
帶肋鋼筋徑向擠壓連接 1.1本工藝標準適用于工業與民用建筑、構筑物的鋼筋混凝土結構 中直徑20~40mm的帶肋ⅱ~ⅲ級鋼筋徑向擠壓連接施工。 2.1材料及主要機具: 2.1.1鋼筋的級別、直徑(l8~40mm)必須符合設計要求及國 家標準,應有出廠質量證明及復試報告。進口鋼筋需對擠壓連接進行 型式檢驗,符合性能要求后使用。 2.1.2鋼套筒的材質為低碳素鎮靜鋼,其機械性能應滿足要求。 ⅱ級鋼筋用套筒屈服強度髎≥205n/mm2;抗拉強度骲=335~ 520n/mm2,延伸率髎≥20%。ⅲ級紙鈑錳淄攙s≥230n/mm2,骲 =390~520n/mm2,髎≥20%。直徑差大于5mm,用變截面鋼套筒。 套筒規格型號g18、g20、g22、g25、g28、g32、g36、g40,套筒 應有出廠合格證,分批驗收。 2.1.3主要機具有:超高壓泵站、油管、壓鉗、鋼筋擠壓
肋駁接技術交底精華文檔
帶肋鋼筋套筒擠壓連接技術交底 (2)
格式:pdf
大小:14KB
頁數:2P
4.5
帶肋鋼筋套筒擠壓連接技術交底 一、施工準備(一)作業條件1、進行套筒擠壓接頭作業的人員必須經過培訓, 取證后方可上崗操作。2、工程開工前,應由套筒擠壓接頭技術提供單位提交有 效的型式檢驗報告。型式檢驗 一、施工準備 (一)作業條件 1、進行套筒擠壓接頭作業的人員必須經過培訓,取證后方可上崗操作。 2、工程開工前,應由套筒擠壓接頭技術提供單位提交有效的型式檢驗報告。 型式檢驗報 告必須記載送檢試件的各項參數。包括:套筒長度、外徑、內徑、擠壓道次、 擠壓力、壓痕 處平均直徑或擠壓后套筒長度。以便對擠壓接頭的外觀質量進行檢查。 3、鋼筋擠壓連接作業開始前,應對每批進場鋼筋進行擠壓接頭工藝檢驗。 以便檢查接頭 技術提供單位所確定的工藝參數是否與本工程的鋼筋相適應。工藝檢驗合格 后,方可開始施 工。 4、檢查擠壓設備是否正常,并試壓,符合要求后方可開始作業。 5、做好技術交底。 (
剝肋滾壓直螺紋連接技術交底
格式:pdf
大小:13KB
頁數:3P
4.7
剝肋滾壓直螺紋連接技術交底 一、施工工藝: 平頭→剝肋滾壓螺紋→絲頭檢驗→利用套筒連接→接頭檢驗→完成。 絲頭加工過程是:將待加工鋼筋夾在設備的臺鉗上,開動機器,扳 動進給裝置、動里頭向前移動,開始剝肋滾壓螺紋,等滾壓到調定位置 后,設備自動停機并反轉,將鋼筋端部退出動力頭,扳動進給裝置將設 備復位,鋼筋絲頭加工完成。 二、施工規定 1.施工準備 參加滾壓直螺紋施工的人員必須進行技術培訓,經考試合格后方可 持證上崗操作。 鋼筋應調直后加工,切口端面宜與鋼筋軸線垂直,端頭彎曲、馬蹄 嚴重的應切除,不得用氣割下料。 2.鋼筋絲頭加工 加工絲頭時,應采用水溶性切削液,當氣溫低于0℃時,應摻入 15-20%亞硝酸鈉。嚴禁用機油作切削液或不加切削液加工絲頭。 絲頭長度為標準型套筒長度的1/2,其中公差為+2p(p為螺 距)。 操作工人應按要求檢查絲頭的加工質量,每加工

帶肋鋼筋徑向擠壓連接工程技術交底
格式:pdf
大小:46KB
頁數:4P
4.4
帶肋鋼筋徑向擠壓連接工程技術交底 工程名稱:帶肋鋼筋徑向擠壓連接 交底部位 工程編號 日期 交底內容: 1、范圍 本工藝標準適用于工業與民用建筑、構筑物的鋼筋混凝土結構中直徑20~40mm的帶肋ⅱ ~ⅲ級鋼筋徑向擠壓連接施工。 2、施工準備 2.1材料及主要機具: 2.1.1鋼筋的級別、直徑(l8~40mm)必須符合設計要求及國家標準,應有出廠質量證明及復 試報告。進口鋼筋需對擠壓連接進行型式檢驗,符合性能要求后使用。 2.1.2鋼套筒的材質為低碳素鎮靜鋼,其機械性能應滿足要求。ⅱ級鋼筋用套筒屈服強度 σs≥205n/mm2;抗拉強度σb=335~520n/mm2,延伸率σs≥20%。ⅲ級鋼筋用套筒 σs≥230n/mm2,σb=390~520n/mm2,σs≥20%。直徑差大于5mm,用變截面鋼套筒。套筒規格型 號g18
冷擠壓連接技術交底
格式:pdf
大小:45KB
頁數:4P
4.6
施工技術交底記錄 年月日施管表5 工程名稱 滬宜公路(s6公路-葉城路)道路改建 工程1標 分部工程鉆孔灌注樁 分項工程名稱鋼筋機械連接施工技術交底 交底內容: 一、施工準備 1.1擠壓機準備 (1)注油:首先將新油注入超高壓泵站的電動油泵,液壓油使用yb-n32抗磨液壓油。加油時, 須用200目濾網濾去油中雜質,油面至郵箱油標中線以下。 (2)油路連接:首先確認壓接鉗油路接頭和換向閥油路接頭的“o”型密封圈正確,然后將超 高壓軟管接頭連接到壓接鉗和換向閥上,換向閥一端的b型接頭用手將連接螺帽擰緊,壓接頭一端 a型接頭用扳手將螺帽擰緊。 (3)壓模安裝:壓接鉗出廠時,已安裝好壓模。如需更換壓模時,可卸下下壓模擋鐵與下壓模 連接用的螺栓,換上所需的下壓模;卸除活塞桿端部固定上壓模的頂絲和鋼球,卸下壓模,換上所 需的上壓模。上、下壓模需配套使用
接地技術交底
格式:pdf
大小:18KB
頁數:3P
4.4
接地技術交底 一、接地扁鋼與立柱內鋼筋焊接時,搭接長度不少于6倍鋼筋外徑, 并雙面焊接,扁鋼與扁鋼連接時,搭接長度不少于兩倍扁鋼寬度, 且要求三面焊接,焊接部位刷瀝青漆防腐。 二、扁鋼設計埋深-1.00m。 三、接地圖紙中標示引下線的位置,在立柱外側600mm處預埋一 塊100*100mm鋼板,鋼板面與立柱混凝土外面平,鋼板內側用兩 根不小于ф12鋼筋與立柱主筋焊接牢固,搭接長度6倍外徑,雙 面焊接。廠房頂部向下返約300mm與立柱下部對應預埋鋼板。 四、立柱主筋在垂直方向上連接方式為焊接,否則需要在鋼筋連接 處焊接跨接鋼筋,保證電氣連續性;每根立柱每層至少有一箍筋 與各主筋焊接方式連接 五、廠房外部與廠房內部接地連接通過立柱預埋鋼板,設置接地斷 接卡。接地網出地面加dn50鍍鋅鋼管作為套管,套管高出地面 宜統一為100~150mm。接地網與設備連
肋駁接技術交底最新文檔

接樁技術交底
格式:pdf
大小:26KB
頁數:2P
4.7
中鐵十四局集團太倉項目部 第1頁共2頁 鉆孔樁施工技術交底 工程名稱太倉港區玖龍路七浦塘大橋工程分部工程樁基工程 分項工程名稱鉆孔灌注樁接樁技術交底 一、施工準備 1、場地平整 對施工現場鉆孔樁棄土集中堆放,做好測量放樣及挖孔的準備工作。 2、測量放樣 先測量出澆筑完成后的樁頂標高,根據設計標高確定需要開挖的基坑深度。依圖 紙設計放出樁位中點。測量放樣樁位中點偏差小于2mm,中樁樁位應及時保護做明 顯標識,護樁十字線允許偏差小于2mm。以交底形式交由作業班組以樁位中點拉十 字線引出護樁,經現場技術員檢驗無誤后用混凝土對護樁加以保護。 3、各工種必須持證上崗。 4、配備滿足施工的機具設備, 二、施工機具 高壓水槍、空氣壓縮機、風鎬、線錘、50插入式震動器、電焊機、棉紗、鐵鍬。 三、施工作業 1、挖孔: 在樁基周圍原位置用人工配合機械開挖出1m的工作面,便于

涵洞接長技術交底
格式:pdf
大小:57KB
頁數:11P
4.5
------------學資學習網-------提供考研資料------- 交底級別 ------------學資學習網-------提供考研資料------- 涵洞接長施工技術交底書 ⅲ級標yazq-3改建鐵路陽安線增建第二線項目名稱頁第 頁共交底編號工程名稱涵洞接長設計文件圖號施工部位交底日期交底內容: 一、施工準備 1.施工前與設備管理單位進行現場勘查采用挖探溝的方式對地下管線進行探查, 探明走 向及埋深后,立即進行處理。防止挖斷地下光電纜,確保施工范圍內無電力、通 訊設備。 2.已根據設計圖紙并結合現場對該涵洞進行調查,現場地形地貌、水文條件等與 設計相 ------------學資學習網-------提供考研資料------- 符合,并根據圖紙已完成備料計劃。 3.根據設計院交樁表、設計圖紙已放出涵洞中線位置,并已完成涵洞精確的定位
肋板施工技術交底
格式:pdf
大小:48KB
頁數:11P
4.7
1 工程技術質量、安全交底記錄表 項目名稱 g310洛陽市境(市區段)改建工程 一標 樁號或地點 k35+042.476 橋梁 交底項目肋板施工交底時間2014年07月12日 主 要 內 容 肋板施工交底主要內容如下: 一、施工準備及施工工藝 二、注意事項 三、質量標準及保障措施 四、危險源辨識及分析 五、安全管理措施 六、環境保護 詳細交底內容見附件 交底人 參加人 2 一、施工準備及施工工藝 肋板施工工藝框架圖 水 平 施 工 縫 鑿 毛 鋼 筋 加 工 與 安 裝 支 模 板 澆 筑 砼 拆 模 板 養 生 (一)、施工準備 1、場地、人員準備 肋板施工前,應保證施工場地內水、電、路暢通,場地平整,以便施工設 備、車輛順利進出場地。 組織有關人員學習施工圖紙、《公路橋涵施工技術規范》(jtg/tf50-2011) 及肋板施工技術交底和安全交底,對特殊工種機械操
焊接技術交底
格式:pdf
大小:35KB
頁數:3P
4.4
技術質量交底記錄 建設單位南通寶鋼鋼鐵有限公司工程名稱寶鋼集團南鋼產品結構調 整和配套工程 交底日期交底地點現場辦公室 交底部位鋼結構安裝焊接技術交底 引用規范規程《鋼結構施工及驗收規范》gb50205-2001 控制要點: 1.施工人員必須持證上崗,并在允許施焊的范圍、有效期內操作,了解焊接 工藝。 2.保證焊接設備具有參數穩定、調節靈活,滿足焊接工藝要求和安全可靠的 性能。 3.施工人員明確焊接部位的焊接形式和焊縫高度。 4.現場對接焊縫要求質量等級為二級,并采取超聲波探傷。 5.選擇與母材強度相當的焊接材料,在使用前必須按規定對焊接材料進行烘 干處理。 接受交底人員簽名: 見會議簽到單 交底記錄共條;計頁(交底內容見附頁) 交底人(簽名)年月日 技術交底卡 一、工程概況 寶鋼集團南鋼產品結構調整和配套工程ⅰ標,主要包括:煉鋼及連
焊接技術交底
格式:pdf
大小:234KB
頁數:10P
4.4
. . 二、焊前準備 1、焊接施工程序 圖1焊接施工程序 2、焊前的技術準備和焊接工藝評定的選定 2.1將審批合格的焊接工藝卡下發施工班組以指導和規范焊接施工。 2.2根據焊接管理工作所需的基本信息編制每日焊接工作記錄表。 三、焊接材料的選定 . . 3.1焊材的選用 根據焊接接頭的種類和規格,并結合相關規范和選定的焊接工藝評定選擇焊 材,具體焊材選用如表1所示: 表2焊材選用表 序號材質焊接方法焊材 120# gtawchg-56 smawche427r 2l245ns gtawhs09mnshg-3 smawj427sha 3q345d gtawchg-56 smawj507 3.2焊條的烘干 焊條的烘干參數一般以產品說明書的要求為準,沒有特殊要求的按表3所示 表3焊材烘干參數表 焊條類別烘干溫度(℃)恒溫
接地技術交底
格式:pdf
大小:60KB
頁數:6P
4.3
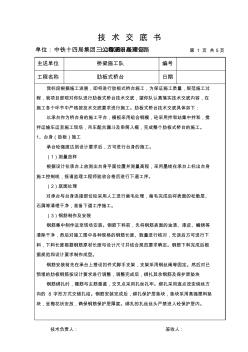
編制:復核:接收人:日期:2015年06月01號 建筑安裝工程 接地技術交底單表—4 施工單位: 中鐵四局集團機電設備安裝有限 公司 填發日期2015年06月01日 建設單位南寧軌道交通有限責任公司單位工程名稱 南寧市軌道交通1號線一期工 程 工程部位南寧地鐵一號線接受交底人 技術交底內容:設計圖紙特殊要求施工規范要求質量驗評標準 交 底 內 容 交底提要: 1、質量目標: 接地網施工安裝要求,符合國家建筑電氣施工工藝標準、《建筑電氣工程施工質量驗收規 范》gb50303-2002及施工圖相應設計要求。 2、安全要求: 長抓施工安全教育不放,提高員工安全意識水平,加強現場安全監督力度,確保施工現 場無安全隱患。 3、文明施工要求: 施工現場保持清潔,施工現場文明用語。 一、施工準備 1材料要求 鍍鋅扁鋼(5

接樁技術交底
格式:pdf
大小:15KB
頁數:1P
4.7
技術交底記錄 施工單位:廣西建工集團第四建筑工程有限責任公司 工程名稱 熊果酸穿心蓮提取生產線 項目 日期 交底部位cfg樁接樁頁數共1頁,第1頁 交底內容:cfg樁接樁技術措施 一、施工準備 1、場地平整 對施工現場鉆孔樁棄土集中堆放,做好測量放樣及挖孔的準備工作。 2、各工種必須持證上崗。 3、配備滿足施工的機具設備。 二、施工機具 高壓水槍、空氣壓縮機、風鎬、線錘、50插入式震動器、電焊機、棉紗、鐵鍬。 三、施工作業 1、斷樁頭小于100mm可不采用接樁,大于100mm須接樁,接樁前須挖出樁頭,人工剔出混凝土 新鮮面,斷面鑿毛,并用毛刷清理浮土。 2、樁的斷面需用清水沖洗干凈,然后刷素水泥漿一道,做為結合層; 3、在斷樁處以樁頭中心為基點周圈外擴205mm,即直徑為610mm。用鐵皮圍成護筒,罩在樁頭 上,樁頭中心與護筒軸線基本重合,護筒外用樁
肋板臺技術交底書
格式:pdf
大小:57KB
頁數:6P
4.8
技術負責人:簽收人: 技術交底書 單位:中鐵十四局集團三公司濟樂高速公路lqsg6標項目經理部第1頁共5頁 主送單位橋梁施工隊編號 工程名稱肋板式橋臺日期 我標段根據施工進展,即將進行肋板式橋臺施工,為保證施工質量,規范施工過 程,我項目部現對你隊進行肋板式橋臺技術交底,望你隊認真落實技術交底內容,在 施工各個環節中嚴格按技術交底要求進行施工。肋板式橋臺技術交底具體如下: 以承臺作為橋臺身的施工平臺,模板采用組合鋼模,砼采用拌和站集中拌和,攪 拌運輸車運至施工現場,吊車配合漏斗及串筒入模,完成整個肋板式橋臺的施工。 1、臺身(肋板)施工 承臺砼強度達到設計要求后,方可進行臺身的施工。 (1)測量放樣 根據設計在承臺上放測出臺身平面位置并測量高程,采用墨線在承臺上標出臺身 施工控制線,報請監理工程師驗收合格后進行下道工序。 (2)底面處理 對承臺與臺身連接部位砼采

肋板施工技術交底
格式:pdf
大小:122KB
頁數:15P
4.7
中交榆佳股份高速公路總承包項目經理部第一分部肋板施工技術交底 中交股份榆佳高速總承包項目經理部第一分部 中交股份榆佳高速公路總承包項目經理部第一分部 工程技術質量交底記錄表 文件編號:yjgs-1-jd-09 項目名稱 中交股份榆佳高速公路 第n1~n3合同段 樁號或地點 k2+150~k30+000 所有橋梁 交底項目肋板施工交底時間2011年09月日 主 要 內 容 肋板施工交底主要內容如下: 一、施工準備及施工工藝 二、注意事項 三、質量標準及保障措施 四、危險源辨識及分析 五、安全管理措施 六、環境保護 詳細交底內容見附件 交底人 參加人 中交榆佳股份高速公路總承包項目經理部第一分部肋板施工技術交底 中交股份榆佳高速總承包項目經理部第一分部 中交股份榆佳高速公路總承包項目經理部第一分部 工程技術質量交底記錄表 文件編號:yjgs-1-jd-09 項目名稱
模板技術交底技術交底
格式:pdf
大小:170KB
頁數:7P
4.3
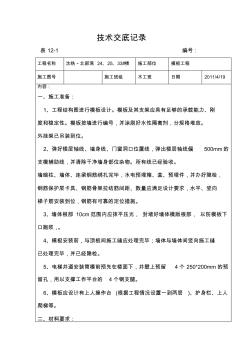
技術交底記錄 表12-1編號: 工程名稱沈鐵·北部灣24、25、33#樓施工部位模板工程 施工圖號施工班組木工班日期2011/4/19 內容: 一、施工準備: 1、工程結構圖進行模板設計。模板及其支架應具有足夠的承載能力、剛 度和穩定性。模板按墻進行編號,并涂刷好水性隔離劑,分規格堆放。 外掛架已吊裝到位。 2、彈好樓層軸線、墻身線、門窗洞口位置線,彈出樓層軸線偏500mm的 支模輔助線,并清除干凈墻身部位雜物。所有線已經驗收。 墻暗柱、墻體、連梁鋼筋綁扎完畢,水電預埋箱、盒、預埋件,并辦好隱檢, 鋼筋保護層卡具、鋼筋骨架拉結筋間距、數量應滿足設計要求,水平、豎向 梯子筋安裝到位,鋼筋有可靠的定位措施。 3、墻體根部10cm范圍內應抹平壓光,封堵好墻體模版根部,以防模板下 口跑漿
肋駁接技術交底相關
文輯推薦
知識推薦
百科推薦

職位:水工結構工程師
擅長專業:土建 安裝 裝飾 市政 園林


