

開式整體葉盤四坐標插銑開槽粗加工刀位軌跡規劃
格式:pdf
大小:2.0MB
頁數:4P
人氣 :51
 4.5
4.5
提出在開式整體葉盤的粗加工階段,采用插銑加工代替傳統的五軸數控加工點銑和側銑,實現高效加工。提出將自由曲面蛻變為直紋面,將復雜自由曲面粗加工問題轉化為簡單的直紋面粗加工問題。這種方法的加工效卑比傳統加工方法提高約60%以上。



 開式整體葉盤通道插銑粗加工技術的研究
開式整體葉盤通道插銑粗加工技術的研究 開式整體葉盤通道插銑粗加工技術的研究
格式:pdf
大小:587KB
頁數:3P
針對整體葉盤等復雜結構件,從鍛造毛坯到最終零件加工成形,需要切除大量的多余材料的問題,提出了一種開式整體葉盤通道的五坐標插銑粗加工方法。利用直紋面逼近葉型曲面,進而確定通道粗加工區域的邊界輪廓;通過連接刀心軌跡線和刀軸驅動線上的對應點,規劃插銑粗加工葉盤通道時的刀具軌跡。加工實踐表明,利用插銑方式,可以有效避免粗加工過程中的振動現象,開式整體葉盤的粗加工效率提高50%以上。
整體葉盤通道電解加工電極多維運動軌跡優化 整體葉盤通道電解加工電極多維運動軌跡優化
格式:pdf
大小:1.1MB
頁數:7P
為了提高整體葉盤通道余量分布的均勻性,提出了電極運動軌跡優化方法。分析了電解加工間隙對電極運動軌跡的影響,優化了工具電極在葉頂及葉根圓柱面上的運動軌跡,并基于軌跡線上采樣點作擬合垂線段中點的樣條曲線獲得新的軌跡線。為了驗證優化后軌跡的合理性,進行了葉盤通道電解加工對比試驗。試驗表明,與優化前的軌跡相比,采用優化后的軌跡,通道型面余量差從4.5mm減小到2.0mm,葉片上采樣點所對應的葉盆與葉背的余量差從3.5mm減小到1.2mm,說明該軌跡優化方法能夠均勻通道型面的余量分布,優化了后續精加工工序的加工環境。
編輯推薦下載
數控超聲磨削陶瓷葉片型面刀位軌跡計算 數控超聲磨削陶瓷葉片型面刀位軌跡計算
格式:pdf
大小:774KB
頁數:4P
4.7
介紹了陶瓷超聲磨削加工現狀,建立了平行直紋面數學模型.分析了用圓柱磨輪四軸數控超聲磨削平行直紋面時原理誤差,并提出減小誤差的措施,計算出磨輪空間軌跡,并進行陶瓷葉片型面超聲磨削加工工藝試驗.試驗結果表明,超聲磨削加工陶瓷葉片型面是可行的,所完成的刀位計算可有效減小原理誤差.
螺旋羅茨轉子四軸加工刀路規劃 螺旋羅茨轉子四軸加工刀路規劃
格式:pdf
大小:295KB
頁數:未知
4.6
通過分析螺旋羅茨轉子的成型規律,建立了球頭刀加工螺旋轉子的加工模型,規劃了刀具路徑,通過等弧長平分法和控制殘留高度的等參數法兩種方式處理轉子端面型線數據點,比較了兩種數據點處理優缺點,在此基礎上定制了一種規律化的四軸編程模版,采用該模版不需太多編程經驗可以快速編制加工程序,從而高效加工螺旋轉子,在實際加工中,取得了較好的社會經濟效益。
開式整體葉盤四坐標插銑開槽粗加工刀位軌跡規劃熱門文檔
汽輪機長葉片型面雙刀加工刀位軌跡優化算法 汽輪機長葉片型面雙刀加工刀位軌跡優化算法
格式:pdf
大小:448KB
頁數:未知
4.5
為改善汽輪機長葉片型面加工中的變形問題,提出了2種優化目標下的葉片型面雙銑刀對刀加工刀位軌跡規劃算法。首先建立了牛鼻刀的切削力與切削參數、刀具姿態的關系模型,在此基礎上分別以最小徑向切削合力和最小切削合力矩為優化目標計算了2把銑刀的切削刀位點和刀具姿態。采用有限元分析方法對比了傳統單銑刀切削加工路徑、未優化雙刀切削加工路徑和2種雙銑刀切削加工路徑下的葉片加工變形情況,結果顯示:在一組給定的常用切削參數下,徑向切削合力優化軌跡算法和切削合力矩優化軌跡算法可分別將葉片的平均加工變形減小約31%和55%;沿優化后的雙刀切削加工路徑加工能夠有效改善葉片整體受力情況,減小葉片的加工變形,提高加工精度和效率。
帶冠整體葉輪銑削加工工藝的探討 帶冠整體葉輪銑削加工工藝的探討
格式:pdf
大小:113KB
頁數:1P
4.3
葉輪是渦輪式發動機的主要部件,時至今日它已經被廣泛的應用在各生產領域中,成為制造業、航天工業等國民經濟部門的主要設備。本文從帶冠整體葉輪銑削加工工藝現狀入手,探討了其相關加工新工藝,以供同行參考。
法蘭盤加工工藝規劃
格式:pdf
大小:305KB
頁數:5P
4.4
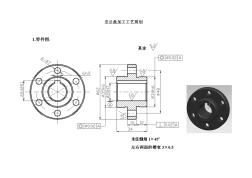
法蘭盤加工工藝規劃 2.零件分析 1)零件的結構特點 該法蘭是一個過渡聯接件,用于軸與其他部件的聯接,軸與¢20h7孔配合,并通過鍵槽傳遞扭矩,¢34h6和¢35h6分別用于不同孔徑 部件配合。6個¢7的孔用于部件的緊定。 2)零件毛坯與生產綱領 零件毛坯采用ht200鑄造而成,年產量為5000件,屬小批生產。 查表的總體毛坯余量為徑向單邊3mm,軸向3mm。 3)零件各加工表面及技術要求(查公差與配合表) 序號加工表面基本尺寸(mm)公差等級(mm)尺寸公差(mm)位置公差(mm)表面粗糙度(m) 162外圓面62自由公差————6.3 235外圓面35it6 0 -0.016 0.020.8 334外圓面34it60 -0.016 0.020.8 420內孔20it7 +0.021 0

三坐標測量機在整體葉盤葉片型面檢測中的應用
格式:pdf
大小:1.3MB
頁數:4P
4.6
葉片型面是整體葉盤設計和加工中的重要參數,能夠顯著影響整機性能。為了精確測量整體葉盤葉片葉型,以三坐標測量機在航空發動機整體葉盤測量方面的應用為對象,提出了用三坐標測量機通過三維曲線掃描的方法對整體葉盤葉片型面進行檢測,并說明了幾種不同情況的葉片葉型的計算處理方法。利用此方法可以避免傳統二維曲線掃描帶來的余弦誤差,使得計算結果更加準確。
焊管端面加工刀盤設計初探 焊管端面加工刀盤設計初探
格式:pdf
大小:417KB
頁數:3P
4.8
本文重點介紹內外倒角三種刀盤的設計::(1)復合刀具+平頭刀的雙刀式,(2)浮動式倒角刀+平頭刀的雙刀式,(3)內外倒角刀+平頭刀的三刀式。對此三種刀盤的安裝、對刀分別作了敘述,并對各優缺點和應用場合作了比較。
開式整體葉盤四坐標插銑開槽粗加工刀位軌跡規劃精華文檔
齒輪盤銑刀后刀面多軸聯動數控磨削仿真 齒輪盤銑刀后刀面多軸聯動數控磨削仿真
格式:pdf
大小:573KB
頁數:5P
4.6
設計直紋面組合刀頭,對盤形齒輪銑刀后刀面的數控磨削加工進行仿真。首先根據后刀面設計的理論公式,提出參數化設計方法,給出了在不同前后角參數下后刀面磨削點坐標計算公式及uv網坐標。分析、計算出磨削過程中對應的旋轉軸數據,并推導出砂輪半徑補償計算公式。然后,用曲率方法分析磨削時的局部干涉現象,推導出避免局部干涉的砂輪半徑可選擇范圍。最后基于vc、opengl平臺給出了后刀面網格圖和砂輪中心加工運動軌跡圖。
基于車銑復合加工的燈罩CAM刀路設計 基于車銑復合加工的燈罩CAM刀路設計
格式:pdf
大小:246KB
頁數:未知
4.5
以回轉零件車/銑復合數控加工為目標,結合企業生產實際,采用優化的數控加工工藝對零件進行數控編程,并采用自定義的后處理文件生成了相應數控系統的數控代碼.實驗結果表明,該零件的加工質量達到了預期的加工要求,為回轉零件車/銑復合數控加工提供了設計思路和方法,對其他類零件的數控加工方案具有重要的指導意義.
加工鑄鐵鑄鋼工件的高效正面銑刀 加工鑄鐵鑄鋼工件的高效正面銑刀
格式:pdf
大小:72KB
頁數:未知
4.6
日本住友電氣工業于2010年6月23日上市“sec—dnx”型、“sec—dnh”型、“sec—dnhs”型可高效加工鑄鐵及鑄鋼工件的刀頭更換式正面銑刀的刀體以及用于這些刀體的刀片。該產品適用于加工汽車及船舶的發動機部件、汽車的車底部件、機床及產業設備的基礎部分等形狀復雜的大尺寸部件。
內螺紋加工銑刀的直徑選擇分析 內螺紋加工銑刀的直徑選擇分析
格式:pdf
大小:167KB
頁數:3P
4.6
以理論分析為手段,確定了內螺紋加工銑刀可用的直徑范圍,并對該范圍內最佳直徑的選擇進行了分析,為生產實踐中內螺紋銑刀直徑的選擇提供了參考。
開式整體葉盤四坐標插銑開槽粗加工刀位軌跡規劃最新文檔
鋁合金加工立銑刀系列 鋁合金加工立銑刀系列
格式:pdf
大小:70KB
頁數:未知
4.6
刀具以超細晶硬質合金材質為基體,并具備最適宜的刀具結構和刀型設計,結合精良的制造工藝;滿足航空航天業對刀具嚴苛的要求,實現高精度和高效率加工。
可磨式機夾硬質合金銑槽刀的設計 可磨式機夾硬質合金銑槽刀的設計
格式:pdf
大小:394KB
頁數:4P
4.7
主要闡述了機械加工中刀具因素給生產帶來的困擾,如經常會遇到加工一些帶溝槽的零件,使用常規刀具加工零件,生產效率低、產品質量難保證、刀具易損壞且修復困難、浪費嚴重。而新型可磨式機夾硬質合金銑槽刀的設計與制作,解決了加工中的難題。當刀齒磨后,可將刀齒取下修磨刀刃,用自制的對刀儀校對刀齒刀尖,重新把刀齒安裝在刀柄上加工。這種新型銑溝槽刀可在普通銑床或數控銑床上使用,可銑溝槽、平面和端面,可機外對刀,減少占機時間,操作簡便,結構簡單,工效高,成本低。實踐證明,新型可磨式機夾硬質合金銑槽刀能滿足加工需求。
自動鋸槽機開槽加工中鋸條方向的控制 自動鋸槽機開槽加工中鋸條方向的控制
格式:pdf
大小:359KB
頁數:2P
4.5
分析了紙盒模切版鑲刀槽的加工精度對模切版質量的影響,重點闡述了自動鋸切自由曲線和圓弧槽時,為減少槽寬誤差實時控制鋸條加工方向與曲線槽切線方向保持一致的方法。
三元開槽焊葉輪加工及自動焊接控制的研究 三元開槽焊葉輪加工及自動焊接控制的研究
格式:pdf
大小:555KB
頁數:4P
4.6
本文論述了閉式三元葉輪開槽自動焊接中關鍵的兩項技術,即閉式三元開槽焊葉輪的輪蓋開槽、輪盤和輪蓋加工、三元葉片銑制的加工要點和制造過程,以及應用焊接機器人實現自動焊接的控制方法的研究。此兩項關鍵技術是最終開槽焊接成功的保證。
 鋁合金材料專用麻花鉆的開槽刀
鋁合金材料專用麻花鉆的開槽刀 鋁合金材料專用麻花鉆的開槽刀
格式:pdf
大小:124KB
頁數:未知
4.4
隨著鋁合金材料的廣泛使用,加工鋁合金麻花鉆的需求量大增。但用普通麻花鉆鉆削鋁合金材料時,鉆削不順暢,使用效率低。我們用普通鉆頭做了一次切削試驗(切試工件為鋁合金缸蓋),發現在鉆削過程中鉆尖處粘屑很嚴重,鉆削速度慢且振動較大,鉆頭壽命低。為此,我們設計了輕合金材
數控銑用螺紋銑刀加工螺紋的優勢和方法 數控銑用螺紋銑刀加工螺紋的優勢和方法
格式:pdf
大小:90KB
頁數:未知
4.5
針對外形較大、較重零件上螺紋孔和直徑較大螺紋孔加工困難的問題,闡述用螺紋銑刀在數控機床上銑削螺紋孔的優勢和方法。
等螺旋角錐形銑刀的加工工藝
格式:pdf
大小:1.1MB
頁數:36P
4.7
北華航天工業學院畢業論文 畢業設計報告(論文) 報告(論文)題目:等螺旋角錐形銑刀的加工工藝 作者所在系部:機電工程學院 作者所在專業:飛行器制造工程 作者所在班級:b131311 作者姓名:吳忠得 作者學號:201321749 指導教師姓名:蔣放 完成時間:2017年6月1日 北華航天工業學院教務處制 北華航天工業學院畢業論文 若想大致了解本文的思路,可以首先看看第4章傳動比的 分配及非園齒輪嚙合節線圓的仿真 本文真正做到了,按照某一把等螺旋角錐形銑刀的技術要 求,求出了各級傳動比,其中包含非園齒輪的傳動比以及園 齒輪嚙合節線圓的仿真。 北華航天工業學院畢業論文 北華航天工業學院 本科生畢業設計(論文)原創性及知識產權聲明 本人鄭重聲明:所呈交的畢業設計(論文) 是本人在指導教師的指導下,獨立進行研究工作取得的成果。除文中
開式整體葉盤四坐標插銑開槽粗加工刀位軌跡規劃相關
文輯推薦
知識推薦
百科推薦


職位:土建工程師
擅長專業:土建 安裝 裝飾 市政 園林


