

可伸縮襯套沖壓成形工藝及模具設計
格式:pdf
大小:179KB
頁數:2P
人氣 :90
 4.3
4.3
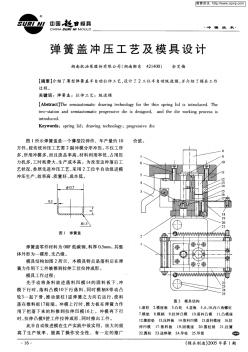
根據汽車可伸縮襯套的結構特點,采用復合縮口-脹形新工藝來生產可伸縮襯套,不但提高了零件的生產效率,同時零件的使用壽命也得到提高。文中針對可伸縮襯套進行了工藝計算及沖壓模具的設計,并介紹了可伸縮襯套復合模的結構及工作原理。



編輯推薦下載

方墊片沖壓成形工藝及模具設計
格式:pdf
大小:488KB
頁數:27P
4.7
目錄 第1章緒論......................................................1 1.1國內模具的現狀和發展趨勢...................................1 1.1.1國內模具的現狀.......................................1 1.1.2國內模具的發展趨勢...................................2 1.2國外模具的現狀和發展趨勢...................................3 1.3方墊片沖孔落料級進模具設計與制造方面.......................3 1.3.1方墊片沖孔落料級進模具設計的設計思路.................3 1.3.2方

上防塵蓋沖壓成形工藝與模具設計
格式:pdf
大小:486KB
頁數:23P
4.7
畢業設計論文 論文題目:上防塵蓋地沖壓成形工藝與模具設計 系部材料工程系 專業模具設計與制造 班級 學生姓名 學號 指導教師 畢業設計題目:上防塵墊圈沖壓成形工藝及模具設 計 起迄日期: 指導教師: 畢業設計<論文)任務書 1.本畢業設計<論文)課題來源及應達到地目地: 所示圖形為上防塵蓋零件,材料為10鋼,料厚為1.2mm, 2.本畢業設計<論文)課題任務地內容和要求<包括原始數據、技術要求、 工作要求等): 1、了解目前國內外沖壓模具地發展現狀 2、分析上防塵蓋零件地沖壓成形工藝并確定其工藝方案 3、上防塵蓋零件地沖孔模設計 4、繪制模具總裝圖,并繪制零件圖 5、上防塵蓋零件地模具安裝與調整 第1章緒論 冷沖壓是當代金屬加工
可伸縮襯套沖壓成形工藝及模具設計熱門文檔
大燈支架的沖壓成形工藝與模具設計畢業論文
格式:pdf
大小:1.4MB
頁數:31P
4.6
河南科技大學畢業設計(論文) i ·大燈支架的沖壓成形工藝與模具設計 摘要 本設計題目來源于生產實際,設計內容為沖壓工藝及模具設計,包含了板 料沖壓的要求,內容,有一定設計意義。通過對此零件的設計,加強設計者 對沖壓模具的基礎知識的理解,為以后設計復雜模具積累經驗。矚慫潤厲釤瘞睞 櫪廡賴。 本次設計分析了大燈支架的結構和成型工藝,確定了三個工步:落料沖 孔-沖孔-彎曲。計算了毛坯尺寸和沖壓力。為了提高大燈支架的生產效率, 設計了集兩道工序為一體的落料沖孔復合模,采用彈性卸料裝置。聞創溝燴鐺險 愛氌譴凈。 在模具設計中,為了提高速度和準確度,用solidworks軟件計算出了毛 坯尺寸和壓力中心,畫出了模具的裝配體圖。利用沖模手冊快速設計模具, 并進行校驗,提高了設計的速度和效率。殘騖樓諍錈瀨濟溆塹籟。 關鍵詞:落料,沖孔,復合模,彎曲,solidw
 冰箱中蓋板沖壓成形工藝與模具設計
冰箱中蓋板沖壓成形工藝與模具設計 冰箱中蓋板沖壓成形工藝與模具設計
格式:pdf
大小:295KB
頁數:5P
4.8
分析了冰箱中蓋板彎曲成形工藝,介紹了一種由預彎、二次彎曲、壓平和成形彎曲5道工序組成的沖壓工藝方案,重點闡述了2道關鍵工序的模具結構和設計要點。采用此工藝方案和模具結構,顯著提高了冰箱中蓋板的生產效率和產品質量。

機械畢業設計(論文)-限位板沖壓成形工藝與模具設計厚度6(全套圖紙)
格式:pdf
大小:867KB
頁數:22P
4.3
河南機電高等專科學校畢業設計說明書 1 1緒論 目前,我國沖壓技術與工業發達國家相比還相當的落后,主要原因 是我國在沖壓基礎理論及成形工藝、模具標準化、模具設計、模具制造 工藝及設備等方面與工業發達的國家尚有相當大的差距,導致我國模具 在壽命、效率、加工精度、生產周期等方面與工業發達國家的模具相比 差距相當大。 1.1國內模具的現狀和發展趨勢 1.1.1國內模具的現狀 我國模具近年來發展很快,據不完全統計,2003年我國模具生產廠 點約有2萬多家,從業人員約50多萬人,2004年模具行業的發展保持良 好勢頭,模具企業總體上訂單充足,任務飽滿,2
淺談項目化教學法在《沖壓成形工藝與模具設計》中的應用
格式:pdf
大小:18KB
頁數:1P
4.6
本文將項目教學法的教學模式引入到《沖壓成形工藝與模具設計》教學中,對如何將理論與實踐實現有機結合,如何提高學生的技能水平作了進一步的探索,并對課程做了相應改革。

可伸縮襯套沖壓成形工藝及模具設計精華文檔
端蓋沖壓工藝及模具設計
格式:pdf
大小:861KB
頁數:21P
4.7
-1- 畢業設計說明書 題目:端蓋沖壓工藝及模具設計 年級、專業: 姓名: 學號: 指導教師: 完成時間: -2- 摘要 本設計是對給定的產品圖進行沖壓模具設計。沖壓工藝的選擇是經查閱相關 資料和和對產品形狀仔細分析的基礎上進行的;沖壓模具的選擇是在綜合考慮了 經濟性、零件的沖壓工藝性以及復雜程度等諸多因素的基礎上進行的;產品毛坯 展開尺寸的計算是在方便建設又不影響模具成型的前提下簡化為所熟悉的模型 進行的。文中還對沖壓成型零件和其它相關零件的選擇原則及選擇方法進行了說 明,另外還介紹了幾種產品形狀的毛坯展開尺寸計算的方法和簡化模型,以及沖 壓模具設計所需要使用的幾種參考書籍的查閱方法。 【關鍵詞】工藝、工藝性、沖壓工序、沖壓模具、毛坯展開尺寸 abstract thisprojectisapressdiedesignation

反光鏡沖壓工藝及模具設計
格式:pdf
大小:1.1MB
頁數:38P
4.5
i 反光鏡沖壓工藝及模具設計 摘要 本文對反光鏡外殼進行了沖壓工藝性分析,采取兩套復合模進行沖壓生產,其中包括 落料、一次拉深、二次拉深、切邊四道工序。其中落料、首次拉深為一套復合模,二次拉 深、切邊為一套模具。本次模具設計的重點主要就是復合模具的制造方面,主要解決兩套 復合模具的類型選擇兩套復合模具上的主要零部件的設計和計算;設計模具結構;繪制出 裝配圖及零件圖;模具的三維設計和裝配。 關鍵詞:拉深件;成形性分析;模具設計;反光鏡;落料拉伸復合模;拉深切邊復合 模; abstract inthispaper,thestampingprocessofthereflectorshellisanalyzed,andtwosetsof compounddieareusedforstampingproduction,includingf

合頁沖壓工藝分析及模具設計
格式:pdf
大小:1.0MB
頁數:44P
4.7
目錄 摘要........................................................................................................................................iii abstract...................................................................................................................iv 第1章緒論...................................................................................................................
可伸縮襯套沖壓成形工藝及模具設計最新文檔
端蓋沖壓工藝及模具設計
格式:pdf
大小:5KB
頁數:2P
4.6
由于各種沖壓零件的形狀、尺寸、公差要求和批量等的不同,所以生產中所 采用的沖壓工序種類繁多。通常可按下述方法分類。 一、按變形性質分類 (一)分離工序 被加工材料在外力作用下產生變形,當作用在變形部分的相當應力達到了材 料的抗剪強度,材料便產生剪裂而分離,從而形成一定形狀和尺寸的零件。這些 沖壓工序統稱分離工序,如剪裁一沖孔、落料、切口等。 (二)成形工序 被加工材料在外力作用下,作用在變形部分的相當應力處于材料的屈服極限 與強度極限之間,材料僅僅產生塑性變形,從而得到一定形狀和尺寸的零件,這 些沖壓工序統稱成形工序,如彎曲、拉深、成形等變形工序。 二、按基本變形方式分類 (一)沖裁 使材料沿封閉或不封閉的輪廓剪裂而分離的沖壓工序為沖裁,如沖孔、落料 等。 (二)彎曲 將材料彎成一定角度或形狀的沖壓工序稱為彎曲,如壓彎、卷邊、扭曲等。 (三)拉深 將平板毛坯拉成空心件,或將空心
沖壓模具蓋帽沖壓工藝及模具設計
格式:pdf
大小:835KB
頁數:30P
4.6
畢業設計 題目蓋帽沖壓工藝及模具設計 英文題目blocksstampingprocessandmolddesign 二零一一年六月十日 東華理工大學長江學院畢業設計摘要 摘要 本論文設計的是沖壓模,利用的是復合模生產,首先對沖壓件進行工藝分析,然 后確定模具類型及模具零件。主要內容包括沖壓工藝性分析、拉深工藝方案的確定、 毛坯尺寸計算、排樣方案的確定及計算、裁板方案及計算、工序的合并與工序順序、 計算各工序的壓力、落料拉深復合模的設計、落料刃口、計算拉深部分刃口尺寸、模 架的選擇、壓力機的選擇及校核、模具的綜合性分析、模具的裝配、校核模具閉合高 度、繪制模具總裝配圖及零件圖。 關鍵詞:復合模;沖壓模具、排樣圖、工序 東華理工大學長江學院畢業設計abstract abstract thisthesispunchmould

沖壓模具蓋帽沖壓工藝及模具設計文獻綜述
格式:pdf
大小:16KB
頁數:9P
4.6
一、沖壓的概念及其優點 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 二、課題國內外現狀 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 三、課題研究主要成果 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 四、未來沖壓模具制造技術發展趨勢 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 五、中國汽車沖壓技術發展存在的問題 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 六、主要參考文獻 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 七、指導教師意見 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 一、沖壓的概念及其優點 (1)沖壓的概念 冷沖壓是在常溫下利用沖模在壓力機上對材料施加壓力,使其產生分 離或變形,從而獲得一定形狀、尺寸和性能的零件加工方法。它是一種壓力
 安裝支架的成形工藝分析及模具設計
安裝支架的成形工藝分析及模具設計 安裝支架的成形工藝分析及模具設計
格式:pdf
大小:1.2MB
頁數:4P
4.4
通過對安裝支架成形工藝的分析,重點介紹了此工藝方案下的壓彎成形的難點,并介紹了壓彎模結構設計的特點及模具的工作過程。
U型封口鋁卡沖壓成形工藝及模具設計 U型封口鋁卡沖壓成形工藝及模具設計
格式:pdf
大小:212KB
頁數:未知
4.5
通過對u型封口鋁卡結構和沖壓工藝分析,介紹了模具結構和重要模具零部件的設計要點,解決了u型封口鋁卡自動送料和出件的問題,對類似沖壓零件的模具設計具有一定的參考作用。
一次彎曲負角沖壓成形工藝與模具設計 一次彎曲負角沖壓成形工藝與模具設計
格式:pdf
大小:139KB
頁數:2P
4.7
沖壓件上的一些特殊結構給沖壓生產帶來困難,彎曲負角(小于90°的角度)就是其中之一。本文通過改進模具結構,在彎曲凸模上增加了可以轉動的活動凸模,轉動凸模與模具開合動作過程相配合,完成負角的彎曲過程。將傳統的、必須經過兩次彎曲才能成形的負角,改為一次彎曲成形,簡化了成形工序,降低了生產成本,提高了生產效率,獲得了良好的效果。
襯套冷擠壓成形數值模擬分析與模具設計 襯套冷擠壓成形數值模擬分析與模具設計
格式:pdf
大小:219KB
頁數:未知
4.5
針對襯套零件的特點,分析了成形工藝及擠壓前處理,應用deform-3d軟件建立有限元模型進行仿真模擬,定點追蹤了關鍵部位在成形過程中的應力、應變、流速等變化情況,并依此為依據設計出雙層組合式預應力擠壓模,為實際生產提供了有價值的參考。
內套管失穩成形工藝及模具設計 內套管失穩成形工藝及模具設計
格式:pdf
大小:464KB
頁數:3P
4.5
通過對長度較大的小直徑管形零件的工藝分析,介紹了一種利用直桿在一定壓力下失穩的特性來成形的新方法,并對其工藝流程、模具原理、成形力計算和模具結構進行了詳細分析。采用擴口壓環模進行生產后,勞動強度大大降低,提高了生產效率。
20鋼中間框成形工藝及模具設計 20鋼中間框成形工藝及模具設計
格式:pdf
大小:474KB
頁數:3P
4.4
分析了中間框的成形工藝,計算了工件的展開尺寸、彎曲力及沖孔力。闡述了凸、凹模之間的間隙,介紹了中間框彎曲模具和沖孔模具的結構設計。生產實踐證明,模具結構簡單實用,工藝過程合理,加工的產品質量好。它適合批量生產。
可伸縮襯套沖壓成形工藝及模具設計相關
文輯推薦
知識推薦
百科推薦

職位:建造師課程講師
擅長專業:土建 安裝 裝飾 市政 園林


