

減振器中20鋼與純銅管的釬焊工藝
格式:pdf
大小:97KB
頁數:1P
人氣 :64
 4.3
4.3
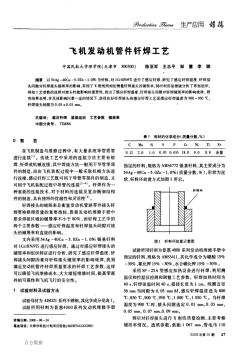
我單位生產的一種新型出口減振器,儲液筒為20號鋼,在儲液筒下方加一純銅過油管,具體結構如下圖所示。圖中件1為57mm×3mm儲液筒,件2為10mm×3mm純銅過油管。這就涉及到異種材料的焊接問題。



 不銹鋼與純銅的釬焊工藝
不銹鋼與純銅的釬焊工藝 不銹鋼與純銅的釬焊工藝
格式:pdf
大小:117KB
頁數:1P
我公司承接某電廠一產品,材質為06cr19ni10與純銅,結構如附圖所示。1.方案預定(1)按圖樣尺寸下1000mm×500mm×10mm的06cr19ni10鋼,鉆孔銑槽。(2)純銅的作用是起導電作用,可以用堆焊或加塞焊接的方法得到。2.焊接性分析06cr19ni10屬于奧氏體不銹鋼,焊接時易出現晶
紫銅管的火焰釬焊工藝 編輯推薦下載

銅鋁釬焊工藝
格式:pdf
大小:21KB
頁數:3P
4.3
天津市龍浩工業技術有限公司 地址:天津市河北區金鐘河大街愛家星河國際2-1-2103 電話:022-26366669傳真:022-26366669 目前,中小型變壓器及電力變壓器制造行業為降低產品成本,采用鋁材代替銅材,但在 產品制作過程中確會遇到鋁與銅相焊接的難題。由于鋁與銅(異種材料)的焊接性差,必須 采用特殊的焊料、焊劑,操作上也不同于一般的焊接工藝。 自2007年以來我公司連續鑄錠和等溫擠壓技術(焊劑包在直徑2.0mm的焊料中,制成 藥芯焊絲——藥芯釬料)進行開發性試驗,并經國內200多家變壓器廠批量生產,效果甚佳。 不但操作方便,接合強度高,潤濕性好,且接頭無腐蝕性。我公司可提供的焊料名稱、性能 列于下表。 編號牌號焊絲特點抗拉強度(kg/mm2) 1n0927適于鋁線、排與銅線、排相焊接。3.0-3.8 焊絲直徑2.0mm,1公斤
減振器鋼與純銅管釬焊工藝熱門文檔
 純銅-不銹鋼翅片管的氬弧焊工藝研究
純銅-不銹鋼翅片管的氬弧焊工藝研究 純銅-不銹鋼翅片管的氬弧焊工藝研究
格式:pdf
大小:203KB
頁數:2P
4.6
在制氧設備冷卻系統中,采用了c11000(t2,厚度2mm)翅片與1cr18ni9ti(φ32mm×2.5mm)管焊接的翅片管。由于2種材質的性能相差較大,存在著熱裂紋和滲透裂紋的傾向,焊接難度較大。因此,通過工藝試驗確定了合理的焊接參數,并設計了焊接專用工裝。
AgW50觸頭與紫銅的電阻釬焊工藝研究 AgW50觸頭與紫銅的電阻釬焊工藝研究
格式:pdf
大小:148KB
頁數:2P
4.4
研究了agw50和紫銅的電阻釬焊工藝,主要探討了釬接壓力、釬接時間對觸頭釬接性能的影響。試驗得到了電阻釬焊紫銅-agw50觸頭的最佳工藝參數:釬接壓力1.3~1.5mpa,釬接時間3.5~4.5s。解決了火焰釬焊存在的效率低、焊接質量不穩定等問題。
釬焊工藝參數對銅/鋼釬焊接頭組織及性能的影響 釬焊工藝參數對銅/鋼釬焊接頭組織及性能的影響
格式:pdf
大小:539KB
頁數:3P
4.6
在釬焊時間120~1500s、釬焊溫度1093~1223k的條件下,采用ag-cu共晶釬料對銅和1cr18ni9ti進行釬焊,利用掃描電鏡及能譜儀對其接頭的界面組織進行了研究。結果表明,接頭界面結構為cu/cu(s.s)/ag(s.s)+cu(s.s)/1cr18ni9ti。以抗剪強度評價其接頭的力學性能,發現當釬焊溫度為1173k、保溫時間為300s時,接頭抗剪強度最高,為214mpa。
空調器釬焊工藝的研究及應用
格式:pdf
大小:38KB
頁數:2P
4.8
通過工藝試驗,在空調釬焊中成功地采用了低銀釬料,取消了釬劑,采用了助焊劑,并用液化石油氣代替乙炔氣,滿足了產品的質量要求,取得了良好的經濟效益。
減振器鋼與純銅管釬焊工藝精華文檔
黃銅與不銹鋼管高頻感應釬焊工藝的改進 黃銅與不銹鋼管高頻感應釬焊工藝的改進
格式:pdf
大小:122KB
頁數:2P
4.7
針對黃銅與小口徑不銹鋼管高頻感應釬焊容易出現熱裂紋等焊接缺陷,分析其產生的原因,設計了新工藝,采取新措施,提高接頭的質量,大大提升了產品的合格率。
不銹鋼的釬焊工藝
格式:pdf
大小:698KB
頁數:5P
4.4
不銹鋼的釬焊工藝 不銹鋼釬焊前的清理要求比碳鋼更為嚴格。這是因為不銹鋼表 面的氧化物在釬焊時更難以用釬劑或還原性氣氛加以清除。不銹鋼釬 焊前的清理應包括清除任何油脂和油膜的脫脂工作。待焊接頭的表面 還要進行機械清理或酸液清洗。 但是,要避免用金屬絲刷子擦刷,尤其要避免使用碳鋼絲刷子 擦刷。清理以后要防止灰塵、油脂或指痕重新沾污已清理過的表面。 最好的辦法是零件一經清洗之后立即進行釬焊。如果做不到這一點, 就應該把清洗過的零件轉入密封的塑料袋中,一直封存到釬焊前為 止。 不銹鋼可以用多種方法進行釬焊,如烙鐵、火焰、感應、爐中 釬焊等方法。爐中釬焊用的爐子必須具有良好的溫度控制系統,并能 快速冷卻。 用氫氣作為保護氣體進行釬焊時,對氫氣純度的要求視釬焊 溫度和母材成分而定,即釬焊溫度越低,母材含有穩定劑越多,要求 氫氣的露點越低。例如對于1cr13和cr17ni2等馬氏體不銹鋼

不銹鋼的釬焊工藝 (2)
格式:pdf
大小:698KB
頁數:5P
4.4
不銹鋼的釬焊工藝 不銹鋼釬焊前的清理要求比碳鋼更為嚴格。這是因為不銹鋼表 面的氧化物在釬焊時更難以用釬劑或還原性氣氛加以清除。不銹鋼釬 焊前的清理應包括清除任何油脂和油膜的脫脂工作。待焊接頭的表面 還要進行機械清理或酸液清洗。 但是,要避免用金屬絲刷子擦刷,尤其要避免使用碳鋼絲刷子 擦刷。清理以后要防止灰塵、油脂或指痕重新沾污已清理過的表面。 最好的辦法是零件一經清洗之后立即進行釬焊。如果做不到這一點, 就應該把清洗過的零件轉入密封的塑料袋中,一直封存到釬焊前為 止。 不銹鋼可以用多種方法進行釬焊,如烙鐵、火焰、感應、爐中 釬焊等方法。爐中釬焊用的爐子必須具有良好的溫度控制系統,并能 快速冷卻。 用氫氣作為保護氣體進行釬焊時,對氫氣純度的要求視釬焊 溫度和母材成分而定,即釬焊溫度越低,母材含有穩定劑越多,要求 氫氣的露點越低。例如對于1cr13和cr17ni2等馬氏體不銹鋼

制冷設備管路釬焊工藝(論文)
格式:pdf
大小:707KB
頁數:3P
4.8
制冷設備管路釬焊工藝 作者:時陽,張蓓,王家凱,王志民 作者單位:時陽,張蓓(鄭州輕工業學院,河南,鄭州,450002),王家凱,王志民(鄭州長城科工貿有限公 司,河南,鄭州,450041) 刊名: 焊接技術 英文刊名:weldingtechnology 年,卷(期):2010,39(1) 被引用次數:1次 參考文獻(4條) 1.張啟運;莊鴻壽釬焊手冊1998 2.劉歡龍;崔全合紫銅管釬焊工藝2000(04) 3.方洪淵簡明釬焊手冊1999 4.宋克儉銅管典型焊接方法的應用[期刊論文]-化工建設工程2001(03) 本文讀者也讀過(9條) 1.張毓新.李少青.蘆鳳桂.姚舜.zhangyu-xin.lishao-qing.lufeng-gui.yaoshun毛細管板接頭真空電子束釬 焊工藝[期刊論文]-機
減振器鋼與純銅管釬焊工藝最新文檔
刃具硬質合金與結構鋼釬焊工藝研究 刃具硬質合金與結構鋼釬焊工藝研究
格式:pdf
大小:79KB
頁數:1P
4.4
本論文以刃具硬質合金與結構鋼釬焊工藝為研究對象,通過研究其工藝過程,掌握其工作原理,使回轉類刃具硬質合金與結構鋼釬焊的毛胚料可以合格批產。
高爐貫流式純銅風口MIG焊工藝 高爐貫流式純銅風口MIG焊工藝
格式:pdf
大小:100KB
頁數:2P
4.5
貫流式高爐純銅風口因其水循環快,導熱效果好,使用壽命長而成為各鋼鐵公司煉鋼高爐的重要部件,但其在焊接時易產生裂紋、氣孔、未熔合等技術
不銹鋼波紋管的軟釬焊工藝 不銹鋼波紋管的軟釬焊工藝
格式:pdf
大小:293KB
頁數:2P
4.7
在儀表制造中,經常遇到不銹鋼波紋管與配件的組裝焊接工藝問題。有的儀表,由于技術要求,不允許高溫加熱釬焊,只能低溫加熱釬焊,即稱為軟釬焊。有的同志反映,用鉻鐵釬焊不銹鋼波紋管焊不上,困難較多。其實,只要掌握了它的工藝要點,不銹鋼波紋管的軟釬焊是沒有困難的。下面就介紹這方面的工藝要點。
關于銅制采暖散熱器釬焊工藝的實驗研究
格式:pdf
大小:132KB
頁數:3P
3
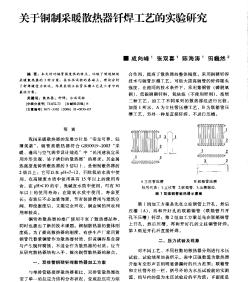
關于銅制采暖散熱器釬焊工藝的實驗研究——本文針對銅管強度低的特點,比較了制造銅制采暖散熱器的3種方案。在水壓試驗的基礎上,理論分析了釬焊縫受力狀況。結果表明立柱管壓槽工藝是三者中的最優方案。
柴油機調速器飛錘支架部件螺紋銅釬焊工藝的設計 柴油機調速器飛錘支架部件螺紋銅釬焊工藝的設計
格式:pdf
大小:433KB
頁數:3P
4.7
依據銅釬焊的技術特點,通過對調速器飛錘支架部件螺紋銅釬焊接頭間隙的計算,設計了支架與支架軸內外螺紋中徑尺寸的配合公差及其裝配時施以的預緊扭矩,有效地控制了飛錘支架部件螺紋銅釬焊接頭的間隙,保證了飛錘支架部件釬焊,并在其最終滲碳淬火、回火后,支架軸的拆卸扭矩穩定大于110n·m,確保了部件的整體力學性能。
紫銅管的火焰釬焊工藝 紫銅管的火焰釬焊工藝
格式:pdf
大小:106KB
頁數:1P
4.6
紫銅的焊接性分析表明紫銅熔焊時易產生裂紋、未焊透和氣孔等問題,而紫銅釬焊可避免這些問題的產生,進而介紹紫銅管的火焰釬焊5-藝。
基于4R理論的鋁銅管接頭釬焊工藝的研究 基于4R理論的鋁銅管接頭釬焊工藝的研究
格式:pdf
大小:429KB
頁數:2P
4.3
試驗選用在制冷行業有著廣泛應用的鋁銅管接頭進行工藝研究,針對釬焊時插接長度分別為3、5、7mm的鋁銅管接頭進行了力學性能、氣密性、交變載荷、分離試驗的測試。試驗結果表明,3、5、7mm插接接頭的鋁銅管均能滿足制冷行業的要求,而3mm插接接頭的鋁銅管更易分離,質量損失率也相對較小。所以,在保證焊接接頭質量的情況下,擴口管插接越短越有利于材料的再回收利用。
減振器鋼與純銅管釬焊工藝相關
文輯推薦
知識推薦
百科推薦


職位:房建市政造價工程師
擅長專業:土建 安裝 裝飾 市政 園林


