




 價值工程在支承輥熱加工工藝優化中的應用
價值工程在支承輥熱加工工藝優化中的應用 價值工程在支承輥熱加工工藝優化中的應用
格式:pdf
大小:397KB
頁數:3P
輥身截面直徑1250~1650mm、輥體重量25~55t的冷熱軋支承輥是我公司開發并批量生產的重要軋機備件。自80年以來在國內武鋼、寶鋼等各大鋼廠使用,軋輥質量和使用壽命都比較高,部份軋輥的軋制量已達到或超過國外同類產品水平。該產品以質量優良、性能可靠而深受用戶好評,并獲得機電部、四川省優質產品稱號。但由于支承輥技術要求高,生產環節多,生產周期長,加之近兩年來原材料、能源價格提高,
機械工程材料與熱加工工藝 機械工程材料與熱加工工藝
格式:pdf
大小:21KB
頁數:1P
為適應當前高等學校"機械工程材料與熱加工工藝"課程學時壓縮的教學要求,本教材對教學內容進行了必要的精簡和調整,著重介紹各類工程材料的組織結
編輯推薦下載
《工程材料及熱加工工藝基礎》基礎題
格式:pdf
大小:139KB
頁數:18P
 4.7
4.7
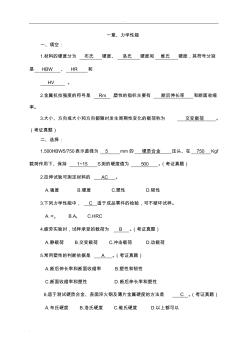
. . 一章、力學性能 一、填空: 1.材料的硬度分為布氏硬度、洛氏硬度和維氏硬度,其符號分別 是hbw、hr和 hv。 2.金屬抗拉強度的符號是rm,塑性的指標主要有斷后伸長率和斷面收縮 率。 3.大小、方向或大小和方向都隨時發生周期性變化的載荷稱為交變載荷。 (考證真題) 二、選擇: 1.500hbw5/750表示直徑為5mm的硬質合金壓頭、在750kgf 載荷作用下、保持1~15s測的硬度值為500。(考證真題) 2.拉伸試驗可測定材料的ac。 a.強度b.硬度c.塑性d.韌性 3.下列力學性能中,c適于成品零件的檢驗,可不破壞試樣。 a.bb.akc.hrc 4.疲勞實驗時,試樣承受的載荷為b。(考證真題) a.靜載荷b.交變載荷c.沖擊載荷d.動載荷 5.常用塑性的判斷依據是a。(考證真
價值工程優化支承輥熱加工工藝熱門文檔
工業發動機電動機轉子的熱加工工藝優化 工業發動機電動機轉子的熱加工工藝優化
格式:pdf
大小:2.1MB
頁數:4P
4.8
發動機轉子運行時要承受高速旋轉產生的巨大離心力和傳遞扭矩及自重產生的彎曲應力,具有復雜的工作條件和受力狀態,因此要求轉子的鍛件冶金質量好、材質均勻,綜合力學性能要求高,超聲波檢測要求嚴格,因此對冶煉、鍛造、熱處理專業度都提出了極高的要求.我公司對轉子的冶煉、鍛造、熱處理工藝進行了分析改進及優化,為用戶生產出了完全符合要求的產品.

金屬工藝學(熱加工1)復習題
格式:pdf
大小:55KB
頁數:5P
4.6
鑄造試題 一、填空 1.金屬凝固組織對其物理性能力學性能影響很大,金屬結晶時冷卻速度越快,則晶粒__________,材料的強度和硬 度越____________,塑性和韌性____________。逐層凝固合金,其充型能力較____________。 2.鑄件的三種凝固方式是____________,那種凝固易于出現縮松____________,那種易于出現縮孔,那種缺陷容 易消除,采取____________方法。哪種鐵碳合金易于出現逐層凝固? 3.合金的收縮可分為三個階段,各是____________,____________,____________。____________是鑄件產生內應 力,變形和裂紋的主要原因。 4.鑄件在固態收縮階段若收縮受阻,便在鑄件內部產生內應力。這種內應力是鑄件產生__________和__________的
材料成型(熱加工基礎)復習資料
格式:pdf
大小:21KB
頁數:6P
4.4
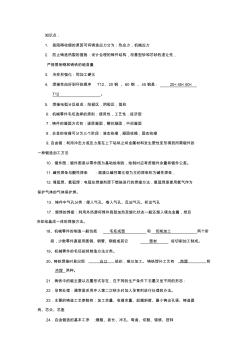
知識點: 1.按阻礙收縮的原因可將鑄造應力分為:熱應力,機械應力 2.防止鑄造熱裂的措施:設計合理的鑄件結構,改善型砂和芯砂的退讓性, 嚴格限制鋼和鑄鐵的硫含量 3.冷變形強化:同加工硬化 4.焊接性由好到壞的順序t12、20鋼、60鋼、45鋼是:20<45<60< t12。 5.焊接電弧分區組成:陽極區,陰極區,弧柱 6.機械零件毛坯選擇的原則:使用性,工藝性,經濟型 7.鑄件的凝固方式有:逐層凝固,糊狀凝固,中間凝固 8.合金的收縮可分為三個階段:液態收縮,凝固收縮,固態收縮 9.自由鍛:利用沖擊力或壓力是在上下砧塊之間金屬材料發生塑性變形得到所需鍛件的 一種鍛造加工方法 10.鍛件圖;鍛件圖是以零件圖為基礎繪制的,繪制時應考慮鍛件余量和鍛件公差。 11.堿性焊條與酸性焊條:熔渣以堿性氧化物為主的焊條稱為堿性焊條, 1
熱加工論壇—軋鋼培訓教材++第九期
格式:pdf
大小:15KB
頁數:3P
4.8
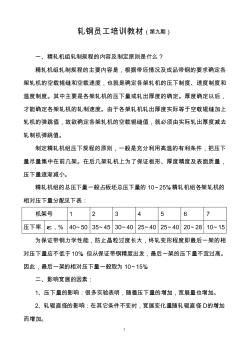
1 軋鋼員工培訓教材(第九期) 一、精軋機組軋制規程的內容及制定原則是什么? 精軋機組軋制規程的主要內容是,根據帶坯情況及成品帶鋼的要求確定各 架軋機的空載輥縫和空載速度,也就是確定各架軋機的壓下制度、速度制度和 溫度制度。其中主要是各架軋機的壓下量或軋出厚度的確定。厚度確定以后, 才能確定各架軋機的軋制速度。由于各架軋機軋出厚度實際等于空載輥縫加上 軋機的彈跳值,故欲確定各架軋機的空載輥縫值,就必須由實際軋出厚度減去 軋制機彈跳值。 制定精軋機組壓下規程的原則,一般是充分利用高溫的有利條件,把壓下 量盡量集中在前幾架。在后幾架軋機上為了保證板形、厚度精度及表面質量, 壓下量逐漸減小。 精軋機組的總壓下量一般占板坯總壓下量的10~25%。精軋機組各架軋機的 相對壓下量分配見下表: 機架號1234567 壓下率ε,%40~5035~4530~4025~4025
機械工程材料及熱加工工藝設計試題及答案解析
格式:pdf
大小:80KB
頁數:14P
4.3
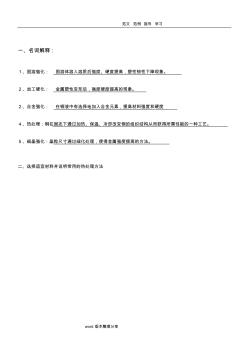
范文范例指導學習 word版本整理分享 一、名詞解釋: 1、固溶強化:固溶體溶入溶質后強度、硬度提高,塑性韌性下降現象。 2、加工硬化:金屬塑性變形后,強度硬度提高的現象。 2、合金強化:在鋼液中有選擇地加入合金元素,提高材料強度和硬度 4、熱處理:鋼在固態下通過加熱、保溫、冷卻改變鋼的組織結構從而獲得所需性能的一種工藝。 5、細晶強化:晶粒尺寸通過細化處理,使得金屬強度提高的方法。 二、選擇適宜材料并說明常用的熱處理方法 范文范例指導學習 word版本整理分享 三、(20分)車床主軸要求軸頸部位硬度為hrc54—58,其余地方為hrc20—25,其加工路線為: 下料鍛造正火機加工調質機加工(精) 軸頸表面淬火低溫回火磨加工 指出:1、主軸應用的材料:45鋼 2、正火的目的和大致熱處理工藝細化晶粒,消除應力;加熱到ac3+50℃保溫一段時
價值工程優化支承輥熱加工工藝精華文檔
金屬材料及其熱加工
格式:pdf
大小:565KB
頁數:10P
4.5
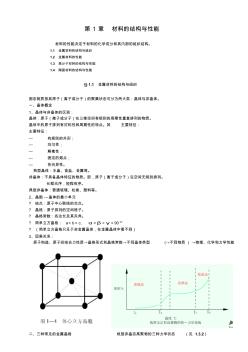
第1章材料的結構與性能 材料的性能決定于材料的化學成分和其內部的組織結構。 1.1金屬材料的結構與組織 1.2金屬材料的性能 1.3高分子材料的結構與性能 1.4陶瓷材料的結構與性能 §1.1金屬材料的結構與組織 固態物質按其原子(離子或分子)的聚集狀態可分為兩大類:晶體與非晶體。 一、晶體概念 1、晶體與非晶體的區別: 晶體:原子(離子或分子)在三維空間有規則的周期性重復排列的物質。 晶體中的原子排列有對稱性和周期性的特點。其主要特征: 主要特征: –有規則的外形; –均勻性; –解離性; –固定的熔點; –各向異性。 典型晶體:水晶、食鹽、金屬等。 非晶體:不具備晶體特征的物質。即,原子(離子或分子)在空間無規則排列。 長程無序,短程有序。 典型非晶體:普通玻璃、松香、塑料等。 2、晶胞—晶體的最小單元 ?結點:原子中心聯線的交點。 ?晶格:原子排列
65Nb鋼鏈板沖裁模具熱加工工藝試驗 65Nb鋼鏈板沖裁模具熱加工工藝試驗
格式:pdf
大小:238KB
頁數:3P
4.5
討論了鏈板沖裁模選材、鍛加工、球化退火、熱處理工藝,重點討論了6cr4w3mo2vnb(65nb鋼)熱處理工藝參數對鋼的性能和組織的影響。結果表明:通過改進熱加工工藝,可改善冷沖模鋼的強韌性,大幅度提高鏈板沖裁模(凸模、凹模、凸凹模)的使用壽命。
機械專業《工程材料及熱加工》課程教學解析 機械專業《工程材料及熱加工》課程教學解析
格式:pdf
大小:44KB
頁數:1P
4.6
《工程材料與熱加工》是機械類專業的專業基礎課程之一。本文分析了工程材料課程的教學特點,明確了機械類工程材料課程的教學目的,圍繞這一目的從教學方法、手段等方面闡述了提高教學效率的經驗和途徑,為培養高素質創新型人才提供了新的思路。
寬帶鋼軋機支承輥輥形優化設計 寬帶鋼軋機支承輥輥形優化設計
格式:pdf
大小:848KB
頁數:4P
4.4
寬帶鋼軋機輥間接觸壓力分布直接影響輥面疲勞硬化和磨損狀態,進而影響支承輥的使用壽命。采用有限元法對輥間接觸壓力分布進行了模擬分析,在此基礎上開展了輥形優化設計,并以改善接觸壓力分布均勻性、縮短支承輥邊部有害接觸區為目標,得到了優化的支承輥輥形參數。
大型鍛鋼支承輥熱處理工藝的探討 大型鍛鋼支承輥熱處理工藝的探討
格式:pdf
大小:631KB
頁數:4P
4.4
針對大直徑鍛鋼支承輥熱處理調質困難問題,通過控制輥坯的冶煉、鍛造、鍛后熱處理及輥身淬火前的預備熱處理的工序質量,達到鍛鋼支承輥的設計要求。試驗表明:正火處理既可調整輥坯組織,又可保證輥頸硬度及綜合機械性能,工頻感應-淬火可使硬度均勻性提高,滿足了用戶的使用要求。
價值工程優化支承輥熱加工工藝最新文檔

噴漆、熱加工及下料廠房工程監理旁站方案
格式:pdf
大小:103KB
頁數:11P
4.7
噴漆、熱加工及下料廠房工程監理旁站方案 33a噴漆、33b熱加工及下料廠房工程 監理旁站方案 北京京盛工程建設監理有限責任公司 二零零八年四月 工程概況 工程名稱:中國航天科工集團第二研究院33a噴漆廠房、33b熱加工及 下料廠房工程 勘察單位:北京航天勘察設計研究院 設計單位:中國航空工業規劃設計研究院 施工單位:航空港建設總公司 監理單位:北京京盛工程建設監理有限公司 工程規模:總建筑面積7945.85㎡ 結構類型: 2.結構摘要 序 號項目內容 1結構類型鋼筋混凝土框架結構 2基礎獨立柱基礎 3建筑抗震等級(設防烈度8度)工程等級:二級 5 混 凝 土 強 度 等 級 基礎墊層c10 基礎c30 框架柱c40、c30 梁板及樓梯c40、c30 6鋼 筋 hpb235hrb335hrb400 ф6、ф8、ф
利用價值工程改進軸承加工工藝的方法 利用價值工程改進軸承加工工藝的方法
格式:pdf
大小:151KB
頁數:3P
4.3
運用價值工程的原理,分析、評價了幾種軸承加工工藝,并選擇了適合本廠的軸承加工工藝。實踐證明,該工藝可獲得滿意的經濟效益。
金屬材料與熱加工基礎課程教學改革和實踐
格式:pdf
大小:112KB
頁數:1P
4.7
最近幾年金屬材料和熱加工基礎課程在教學的內容和教學方式上都產生了很大的變化,在課程內容的設置上更加的重視其實踐性和實用性,同時其社會價值也逐漸的凸顯了出來,在機械工程教學的發展中,金屬材料與熱加工基礎課程是一項十分關鍵的內容,其教學的內容和教學方式也應該很好的順應當今時代的發展需求。
《金屬材料與熱加工》課程的教學方法探討
格式:pdf
大小:126KB
頁數:1P
4.8
《金屬材料與熱加工》是機械專業的重點教學課程之一,可以說是機械專業學生學習本專業課程與生產實習的基礎。文章圍繞著《金屬材料與熱加工》展開,結合我校學生特點,探討了該門課程的教學方法,為了讓學生更好地學習機械專業核心課程打下基礎。

熱加工過程中渣油結焦傾向的評價方法
格式:pdf
大小:602KB
頁數:4P
4.6
渣油縮合反應是導致延遲焦化加熱爐爐管結焦的根本原因,而縮合產物與原料性質和反應條件有關。提出了用不同油樣在相同反應條件下得到的結焦因子作為評價油樣結焦傾向的方法,在考察反應溫度和反應時間對縮合產物影響的基礎上確定了測定結焦因子的實驗條件。利用研制的靜態實驗儀器對國內主要油源的減壓渣油的結焦因子進行了測定,重復性偏差、非控制偏差分析結果表明實驗結果是可靠的。
《鋼熱加工數值模擬手冊》?? 《鋼熱加工數值模擬手冊》??
格式:pdf
大小:21KB
頁數:1P
4.6
書號:978-7-111-53177-7;定價:159.00元本書全面系統地介紹了鋼熱加工工藝過程中的數學建模和計算機模擬技術,主要內容包括鋼熱加工過程建模的數學基礎、建模方法和基本原則,以及鋼的熱(溫)加工模型、鑄造模擬、工業熱處理作業模擬、淬火模擬、感應硬化過程模擬、激光表面硬化模擬、表面硬化數值模擬、熱處理和化學熱處理計算機模擬的工業應用等,輔之對鋼熱加工過程建模的展望。本書由世界各國熱加工領域具有豐富經驗的學者和專家共同撰寫,聚焦于熱加工工藝過程的模擬原理、實現方法和工程應用,
機械工程材料與熱加工工藝 機械工程材料與熱加工工藝
格式:pdf
大小:61KB
頁數:未知
4.8
為適應當前高等學校“機械工程材料與熱加工工藝”課程學時壓縮的教學要求,本教材對教學內容進行了必要的精簡和調整,著重介紹各類工程材料的組織結構、熱加工工藝及性能特點和應用范圍,去掉過深的理論和繁冗的工藝細節,保留必要的原理和工藝技術,以使讀者掌握鹽要的材料及熱加工知識和有關的基本理論。本書包括:金屬材料的力學性能、金屬及合金的結構與結晶、鐵碳合金相圖、鋼的熱處理、工業用鋼、
汽車修理操作中熱加工強化技術的應用 汽車修理操作中熱加工強化技術的應用
格式:pdf
大小:25KB
頁數:未知
4.7
在汽車修理操作當中有效應用熱加工強化技術,能夠全面提升汽車維修操作水平,推進汽車修理行業的有效發展。在汽車修理操作當中應用的熱加工強化技術主要有三種,即表面淬火強化、化學熱處理表面強化以及堆焊法強化,文章就著重對這三種技術分別在汽車修理操作中的應用進行分析,為相關操作人員提供重要參考。
《熱加工設備及設計》課程教學方法實踐與探索 《熱加工設備及設計》課程教學方法實踐與探索
格式:pdf
大小:104KB
頁數:未知
4.3
《熱加工設備及設計》課程是我院金屬材料專業軋鋼方向和材料成型及控制工程專業的一門主要專業課,在目前高等教育厚基礎、寬專業的背景下,專業課程的課時量大大縮減,如何在較少的學時數中讓學生掌握本門課程的知識,使學生在畢業之后能迅速得以應用,圓滿完成教學任務,達到教學大綱要求是擺在每一位專業課教師面前亟須解決的重要課題,本文從教材的選取、教學方法的創新兩方面提出行之有效的方法,達到了良好的教學效果。
價值工程優化支承輥熱加工工藝相關
文輯推薦
知識推薦
百科推薦


職位:水利水電工程師助理
擅長專業:土建 安裝 裝飾 市政 園林


