

基于原位拉伸的CrMoV鋼焊接接頭局部力學性能研究
格式:pdf
大小:3.1MB
頁數:12P
人氣 :54
 4.7
4.7
采用微拉伸試驗研究了CrMoV鋼焊接接頭焊縫金屬的局部力學性能,并對焊縫金屬進行了微觀組織觀察和顯微硬度測試。結果表明,焊縫金屬呈現不均勻的微觀組織分布;焊縫金屬環向試樣的拉伸強度要大于徑向和軸向試樣的拉伸強度,而焊縫中心所取試樣的拉伸強度要小于焊道上所取試樣的拉伸強度。結合金相分析得到,焊接接頭焊縫金屬最薄弱的部位在焊縫中心等軸晶區。



 T91/12CrMoV鋼管TIG焊接接頭力學性能與顯微組織
T91/12CrMoV鋼管TIG焊接接頭力學性能與顯微組織 T91/12CrMoV鋼管TIG焊接接頭力學性能與顯微組織
格式:pdf
大小:361KB
頁數:3P
采用tgs-9cb和tig-r31兩種焊絲tig焊接t91/12crmov鋼,通過試驗對比,分析了兩種焊絲焊接t91/12crmov鋼接頭的力學性能和顯微組織。結果表明:兩種焊絲t91/12crmov鋼焊接接頭的抗拉強度和抗彎強度均符合規范要求;tgs-9cb焊絲的t91/12crmov鋼焊接接頭存在碳化物的聚集,有脆性相,tig-r31焊絲的效果更佳。
力學不均勻性對焊接接頭拉伸性能的影響 力學不均勻性對焊接接頭拉伸性能的影響
格式:pdf
大小:311KB
頁數:5P
為了研究焊接接頭力學不均一性對單向拉伸性能的影響,采用數字散斑相關方法(dscm)研究了純鋁激光-電弧復合焊焊接接頭在拉伸過程中的局部變形行為,獲得了母材、熱影響區和焊縫區的應變分布情況,發現應力為43.6mpa時熔合線附近的熱影響區首先進入屈服階段,并且隨著荷載的增加,總應變迅速增大,熱影響區真實應變遠大于名義應變,并導致最終斷裂。硬度測試結果顯示熱影響區出現明顯的退火軟化現象,硬度最低,使其成為焊接接頭拉伸過程中最薄弱區域。基于能量法和硬度測試結果提出了純鋁焊接接頭各區域屈服強度的預測模型,預測值與實驗結果吻合良好。
編輯推薦下載
焊接接頭拉伸試驗
格式:pdf
大小:14KB
頁數:2P
4.6
焊接接頭拉伸試驗 原理 拉伸試驗按gb/t228進行 除非另有規定,試驗應在環境溫度為23℃±5℃條件下進行。 樣品制備 取樣位置 試樣應從焊接接頭垂直于焊縫軸線方向截取,試樣加工完成后,焊縫的軸線 應位于試樣平行長度部分的中間,對小直徑管試樣可采用整管。相關標準或協議 未做特殊規定時,“小直徑管”是指外徑小于或等于18mm的管子。 標記 每個試件應做標記以便識別其他產品或接頭中取出的位置。 如果相關標準有要求,應標記機加工方向。 每個試樣應做標記以便識別其在試件中的準確位置。 熱處理及/或時效 焊接接頭或試樣一般不進行熱處理,但相關標準標準規定或允許被試驗的焊 接接頭進行熱處理除外,這時應在試驗報告中詳細記錄熱處理的參數。對于會產 生自然時效的鋁合金,應記錄焊接至開始試驗的間隔時間。 取樣 一般要求 取樣所采用的機械加工方法或加工方法不得對試樣性能產生影響。 鋼

基于原位拉伸CrMoV鋼焊接接頭局部力學性能熱門文檔
滲鋁鋼焊接工藝及焊接接頭力學性能研究 滲鋁鋼焊接工藝及焊接接頭力學性能研究
格式:pdf
大小:174KB
頁數:5P
4.5
應用4種不同的焊條進行滲鋁鋼焊接工藝試驗,并對焊接試件進行力學性能檢測。通過大量的試驗研究,得到4種焊條的焊接試件力學性能數據,總結出滲鋁鋼手工電弧焊的焊接工藝方法,為滲鋁鋼的焊接加工提供具體的參考數據。
980MPa高強鋼TIG焊接接頭原位拉伸斷裂機理 980MPa高強鋼TIG焊接接頭原位拉伸斷裂機理
格式:pdf
大小:1.1MB
頁數:5P
4.4
對新型980mpa深海用高強鋼tig焊接接頭5種不同缺口位置的試樣進行了原位拉伸試驗,通過試驗觀察了每個試樣的動態斷裂過程,并對其斷裂機理進行了詳細研究和分析,最終確定焊接接頭的薄弱環節。試驗結果表明:直缺口試樣的微觀斷裂經歷了塑性變形、缺口處起裂、裂紋擴展、裂紋尖端鈍化,直至試樣斷裂的過程,并且在裂紋擴展過程中,裂紋尖端重復鈍化、擴展、新裂紋產生、再鈍化、再擴展的過程;圓弧試樣和平板試樣在剪切力的作用下經歷塑性變形、頸縮、出現微裂紋、微裂紋擴展,直至試樣瞬間斷裂的過程,并且圓弧試樣和平板試樣的起裂應力和斷裂應力十分接近,表現為突發形式;平板試樣中發現最后斷裂在焊縫金屬處,這說明其薄弱環節為焊縫金屬處。
鋼筋焊接接頭力學及工藝性能
格式:pdf
大小:38KB
頁數:4P
4.4
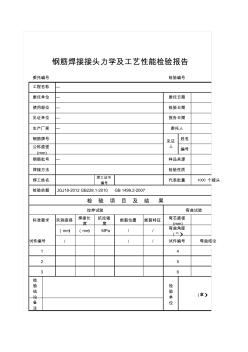
姓名 編號 焊工證書 編號 1000 實測直徑焊接長 度 抗拉強 度 斷裂位置 (mm)(mm)mpa/ // 檢 驗 結 論 36 檢 驗 單 位 (章) 備 注 14 25 /彎曲角度 (°) 試件編號/試件編號彎曲結論 檢驗項目及結果 拉伸試驗彎曲試驗 標準要求斷裂特征彎芯直徑 (mm) 焊工姓名代表批量個接頭 檢驗依據jgj18-2012gb228.1-2010gb1499.2-2007 鋼筋批號—樣品來源 焊接方法檢驗性質 生產廠家—委托人 鋼筋牌號見證 人公稱直徑 (mm) 使用部位—檢驗日期 見證單位—報告日期 工程名稱— 委托單位—委托日期 鋼筋焊接接頭力學及工藝性能檢驗報告 委托編號檢驗編號 1審核人:批準人:檢驗人: 曲結論 個接頭
焊接接頭橫向拉伸試驗結果分析 焊接接頭橫向拉伸試驗結果分析
格式:pdf
大小:82KB
頁數:4P
4.4
通過一系列對比試驗,研究分析了q345焊接試板焊接接頭橫向拉伸性能與全焊縫和焊板母材之間的差異,探索接頭橫向拉伸所得屈服強度與斷后伸長率的合理性。結果表明,接頭橫向拉伸所獲得的屈服強度值介于母材與全焊縫的值之間,且試驗結果受所用引伸計標距的影響較為顯著;接頭橫向拉伸斷裂位置雖在母材上,但抗拉強度值要高于母材強度近20mpa,斷后伸長率則比母材低了近10%,但仍高于全焊縫的值。
基于遺傳神經網絡的焊接接頭力學性能預測系統 基于遺傳神經網絡的焊接接頭力學性能預測系統
格式:pdf
大小:594KB
頁數:5P
4.8
文中廣泛收集和整理企業第一線的焊接工藝和焊接接頭力學性能數據,并建立起相關數據庫.應用遺傳算法優化bp神經網絡,建立焊接接頭力學性能預測模型,實現碳鋼、低合金高強鋼以及不銹鋼的抗拉強度、屈服強度、斷后伸長率以及斷面收縮率等力學性能指標預測.結果表明,材料成分和焊接工藝為影響接頭力學性能的主要參數,應用遺傳算法優化bp神經網絡建立焊接頭力學性能預測模型,可以達到較理想的預測精度.
基于原位拉伸CrMoV鋼焊接接頭局部力學性能精華文檔
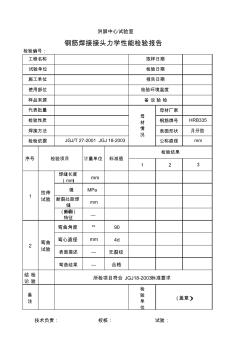
鋼筋焊接接頭力學性能檢測報告
格式:pdf
大小:38KB
頁數:4P
4.6
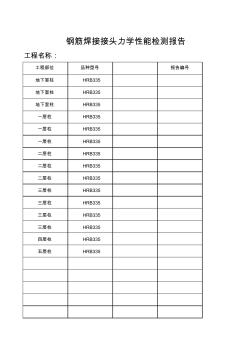
五層柱hrb335 三層柱hrb335 四層柱hrb335 三層柱hrb335 三層柱hrb335 二層柱hrb335 三層柱hrb335 二層柱hrb335 二層柱hrb335 一層柱hrb335 一層柱hrb335 地下室柱hrb335 一層柱hrb335 地下室柱hrb335 地下室柱hrb335 鋼筋焊接接頭力學性能檢測報告 工程名稱: 工程部位品種型號報告編號 告 收樣日期
鋼筋焊接接頭力學性能檢驗報告
格式:pdf
大小:45KB
頁數:2P
4.4
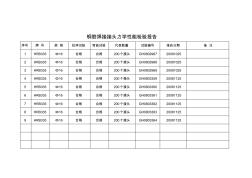
鋼筋焊接接頭力學性能檢驗報告 序號牌號規格拉伸試驗彎曲試驗代表數量試驗編號報告日期備注 1hrb335φ16合格合格200個接頭gh080296720081025 2hrb335φ16合格合格200個接頭gh080296820081025 3hrb335φ16合格合格200個接頭gh080296920081025 4hrb335φ16合格合格200個接頭gh080335920081125 5hrb335φ16合格合格200個接頭gh080336020081125 6hrb335φ16合格合格200個接頭gh080336120081125 7hrb335φ16合格合格200個接頭gh080336220081125 8hrb335φ16合格合格200個
T91鋼管TIG焊接接頭力學性能與顯微組織分析 T91鋼管TIG焊接接頭力學性能與顯微組織分析
格式:pdf
大小:254KB
頁數:3P
4.4
t91鋼管多采用tig焊,焊接接頭高溫力學性能對t91鋼的應用起至關重要的作用。采用不同的高溫試驗工藝對t91鋼管的tig焊接頭進行處理,分析tig焊接頭在力學性能和顯微組織上的差異。試驗結果表明:高溫試驗前后,t91鋼管tig焊接接頭的力學性能變化不大,馬氏體組織增大,晶間析出了碳化物。碳化物在t91鋼管tig焊接接頭保持高溫力學性能穩定性中起決定性作用。
Q345鋼的MAG焊接接頭組織及力學性能分析 Q345鋼的MAG焊接接頭組織及力學性能分析
格式:pdf
大小:192KB
頁數:3P
4.4
采用mag焊接方法制備了不同厚度q345鋼平板對接焊件,分別對其進行拉伸、沖擊、彎曲力學性能測試,并對焊縫區域進行顯微組織觀察,最后采用盲孔法測量焊接試樣的殘余應力。測試結果表明:12mm/12mm焊接試樣的綜合力學性能明顯優于10mm/12mm與10mm/10mm焊接試樣。在焊縫中心處10mm/12mm焊件縱向殘余應力σx和橫向殘余應力σy均大于12mm/12mm焊件與10mm/10mm焊件殘余應力。
細晶粒鋼熱影響區軟化焊接接頭的力學性能 細晶粒鋼熱影響區軟化焊接接頭的力學性能
格式:pdf
大小:257KB
頁數:4P
4.5
焊接接頭熱影響區軟化是細晶粒鋼焊接時普遍存在的問題.用有限元分析方法,從屈服強度和抗拉強度兩個方面對熱影響區軟化的焊接接頭的力學性能進行分析.分析結果表明,與接頭的屈服強度相比,熱影響區軟化對接頭的抗拉強度有較大的影響;軟化的熱影響區的屈服應力和寬度較焊縫對接頭的抗拉強度有較大的影響,而且存在臨界值,超過它們時,使接頭的抗拉強度明顯降低;增加焊縫的屈服應力可以改變臨界點,提高熱影響區軟化焊接接頭的屈服強度和抗拉強度.而且發現,試樣的長度對測定熱影響區軟化的焊接接頭的抗拉強度沒有影響,而對其屈服強度的確定有一定影響.
基于原位拉伸CrMoV鋼焊接接頭局部力學性能最新文檔

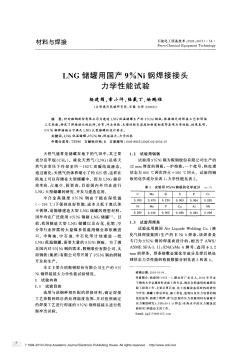
LNG儲罐用國產9_Ni鋼焊接接頭力學性能試驗
格式:pdf
大小:3.2MB
頁數:9P
4.5
?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net ?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net ?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net ?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsr
鋼筋焊接接頭力學性能檢驗原始記錄
格式:pdf
大小:25KB
頁數:1P
4.6
母材廠家 鋼筋牌號 表面形狀 公稱直徑 12 焊縫長度 (mm)mm 強mpa 斷裂處距焊 縫 (mm) mm 斷裂 特征 — 彎曲角度°90 彎心直徑mm4d 表面描述—無裂紋 彎曲結果—合格 檢 驗 結 論 備 注 檢 驗 單 位 技術負責:校核:試驗: 序號 1 2 拉伸 試驗 彎曲 試驗 計量單位標準值檢驗項目 所檢項目符合jgj18-2003標準要求 (蓋章) 檢驗結果 3 焊接方法月牙肋 檢驗依據jgj/t27-2001jgj18-2003mm 母 材 情 況 代表批量 檢驗性質hrb335 使用部位檢驗環境溫度 樣品來源檢驗設備 試驗單位檢驗日期 施工單位報告日期 洪屏中心試驗室 鋼筋焊接接頭力學性能檢驗報告 檢驗編號: 工程名稱取樣日期
紫銅與不銹鋼焊接接頭的力學性能 紫銅與不銹鋼焊接接頭的力學性能
格式:pdf
大小:572KB
頁數:4P
4.7
許多工程結構當中,經常出現大量異種材料的焊接情形,材料的力學性能對結構有重要影響。應用不同的焊接工藝對紫銅(t2)和奧氏體不銹鋼(1cr18ni9ti)進行焊接,并對焊接接頭的力學性能進行研究。結果表明,采用過渡層方法接頭的力學性能較好,而采用t107焊條,其接頭的塑性、韌性比采用過渡層時低。
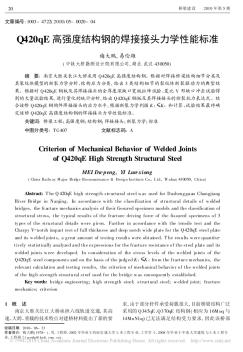 激光沖擊強化對不銹鋼焊接接頭拉伸性能的影響
激光沖擊強化對不銹鋼焊接接頭拉伸性能的影響 激光沖擊強化對不銹鋼焊接接頭拉伸性能的影響
格式:pdf
大小:951KB
頁數:5P
4.3
利用激光沖擊強化對12cr2ni4a不銹鋼焊接接頭進行處理,比較了激光沖擊一次和二次前后焊接接頭拉伸性能、顯微硬度和表面殘余應力.結果表明,12cr2ni4a焊接試件經過二次激光沖擊強化后,顯微硬度提高了50%,抗拉強度由818.5mpa提升至863.8mpa,并且斷裂區域由焊接熱影響區轉移至基體處,焊接試件的拉伸性能顯著提高.激光沖擊強化消除的焊接殘余拉應力是焊接接頭拉伸性能提高的主要原因.
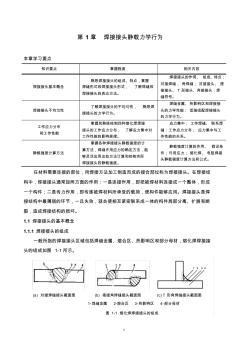
第1章-焊接接頭靜載力學性能-葛亞瓊
格式:pdf
大小:2.9MB
頁數:46P
4.6
1 第1章焊接接頭靜載力學行為 本章學習要點 知識要點掌握程度相關內容 焊接接頭基本概念 熟悉焊接接頭的組成、特點,掌握 焊縫形式和焊接接頭形式,了解焊縫和 焊接接頭的表達方法。 焊接接頭的作用、組成、特點; 對接焊縫,角焊縫;對接接頭、搭 接接頭、t形接頭、角接接頭;焊 縫符號。 焊接接頭不均勻性 了解焊接接頭的不均勻性,熟悉焊 接接頭的力學行為。 焊縫金屬、熱影響區和焊接接 頭的力學性能;低強組配焊接接頭 的力學行為。 工作應力分布 和工作性能 掌握和熟練繪制四種熔化焊焊接 接頭的工作應力分布,了解應力集中對 工作性能的影響規律。 應力集中;工作焊縫、聯系焊 縫;工作應力分布;應力集中與工 作性能的關系。 靜載強度計算方法 掌握各種焊接接頭靜載強度的計 算方法,焊縫許用應力的確定方法,能 夠靈活應用這些方法計算和校核實際 焊接接頭的靜載強度。 靜載強
激光沖擊表面強化對焊接接頭力學性能的影響 激光沖擊表面強化對焊接接頭力學性能的影響
格式:pdf
大小:3.6MB
頁數:5P
4.6
為提高焊接接頭的力學性能,利用波長為532nm,脈寬為10ns,能量為6.25j,光斑尺寸為3mm的yag激光器對焊接接頭進行了激光沖擊強化處理。結果表明:激光沖擊強化使接頭拉伸強度由815mpa提高到867mpa,焊縫硬度提高51.4%,熱影響區硬度提高28.2%,焊接后殘余應力由134mpa轉變為-237mpa。利用光學顯微鏡對焊縫進行了觀察和分析,并對力學性能提高的機制進行了討論。
鐵白銅焊接接頭的組織和力學性能 鐵白銅焊接接頭的組織和力學性能
格式:pdf
大小:242KB
頁數:2P
4.6
對bfe10-1-1鐵白銅管采用鎢極氬弧焊打底+手工電弧焊蓋面的焊接工藝,可獲得性能良好的焊接接頭;焊縫區的組織為樹枝狀偏析α固溶體,具有較強的抗腐蝕性;接頭的各項力學性能完全滿足要求。
J化表-12焊接接頭力學性能試驗報告
格式:pdf
大小:42KB
頁數:5P
4.5
1/5 委托單位:j化表-12 工程名稱:焊接接頭力學性能試驗報告理化室公章: 委托單編號:試驗日期:年月日 材料名稱及規格:試件編號:焊接型式:室溫:℃報告日期:年月日 拉 力 抗拉強度(mpa)斷口位置及情況標準評定結果 彎 曲 類型彎曲角度彎軸直徑(mm)彎曲面情況標準評定結果 沖 擊 試樣尺寸位置 沖擊吸 收功 (j) 試樣折 斷情況 位置 沖擊吸 收功 (j) 試樣折 斷情況 位置 沖擊吸 收功 (j) 試樣折 斷情況 標準評定結果 硬 度 位置硬度值平均值位置硬度值平均值位置硬度值平均值標準評定
基于原位拉伸CrMoV鋼焊接接頭局部力學性能相關
文輯推薦
知識推薦
百科推薦


職位:建筑智能化照明動力工程師
擅長專業:土建 安裝 裝飾 市政 園林


