

基于Dynaform的三通管件液壓成形影響因素分析
格式:pdf
大小:776KB
頁數(shù):4P
人氣 :62
 4.7
4.7
通過采用Dynaform軟件對三通管件液壓成形過程進行模擬仿真,確定了影響其成形質(zhì)量的因素,得到了各參數(shù)對管件成形的影響規(guī)律,通過控制各參數(shù)可有效地提高三通管件液壓成形的質(zhì)量,提高生產(chǎn)效率。



 三通管液壓成形加載路徑模糊控制優(yōu)化
三通管液壓成形加載路徑模糊控制優(yōu)化 三通管液壓成形加載路徑模糊控制優(yōu)化
格式:pdf
大小:240KB
頁數(shù):4P
為準確高效地獲得優(yōu)化的管材液壓成形加載路徑,提出一種結(jié)合模糊控制與自適應(yīng)模擬的實時反饋優(yōu)化方法,建立缺陷控制規(guī)則,通過模糊控制器在有限元模擬過程中實時偵測缺陷的發(fā)展趨勢并反饋至模擬程序以調(diào)整工藝參數(shù),以避免起皺及破裂缺陷的發(fā)生,最終獲得優(yōu)化的成形加載路徑。通過對典型液壓成形件——三通管零件的研究表明:優(yōu)化加載路徑后零件成形質(zhì)量有了明顯改善,模糊控制實現(xiàn)了預(yù)期的控制目標。
斜面沖頭對橡膠脹形三通管件的成形效果影響研究 斜面沖頭對橡膠脹形三通管件的成形效果影響研究
格式:pdf
大小:511KB
頁數(shù):未知
在以聚氨酯橡膠為脹形介質(zhì)的復(fù)合脹形三通管的工藝中,模具結(jié)構(gòu)和加載路徑是影響三通管件成形質(zhì)量的重要因素,提出并采用斜面沖頭和位移控制沖頭折線加載的方法,在非線性顯式動力分析軟件ansys/ls-dyna為數(shù)值模擬平臺的基礎(chǔ)上,建立了三通管復(fù)合脹形的有限元模型。通過對比研究斜面沖頭與普通沖頭,沖頭折線加載與線性加載時對三通管件成形質(zhì)量的影響。研究結(jié)果表明,隨著斜沖頭的斜度的增加,管件壁厚減薄率是先減小后增大,增厚率則是逐漸減小,優(yōu)化沖頭的斜度和采用軸向沖頭與反壓沖頭折線加載可以有效的提高三通管件的成形質(zhì)量。
編輯推薦下載
 不銹鋼薄壁三通管件冷擠壓成形工藝
不銹鋼薄壁三通管件冷擠壓成形工藝 不銹鋼薄壁三通管件冷擠壓成形工藝
格式:pdf
大小:507KB
頁數(shù):4P
4.5
通過對不銹鋼薄壁三通管件冷擠壓成形工藝進行的大量試驗,提出了薄壁不銹鋼三通管件冷擠壓成形的模具結(jié)構(gòu)形式,分析了工藝參數(shù),介紹了降低成本、提高模具壽命的工藝方法
基于Dynaform三通管件液壓成形影響因素分析熱門文檔
基于MPI的注塑三通管件變形分析 基于MPI的注塑三通管件變形分析
格式:pdf
大小:804KB
頁數(shù):4P
4.4
影響注塑制品翹曲變形的因素很多,在產(chǎn)品結(jié)構(gòu)、材料不變的情況下,利用mpi軟件對y型聚乙烯(pe)三通管件進行模擬分析,找出影響其孔口失圓的主要原因是pe材料的收縮性能,同時根據(jù)模擬結(jié)果對模具結(jié)構(gòu)、注塑工藝進行優(yōu)化,從而減少孔口變形,使產(chǎn)品滿足市場需求。

 異型PPH三通管件的制作
異型PPH三通管件的制作 異型PPH三通管件的制作
格式:pdf
大小:58KB
頁數(shù):未知
4.7
沖毛水管斜管的制作要求高,傳統(tǒng)的手工制作方法,人工勞動強度大,工作效率低,焊接效果差等弊端,研究新的制作工藝解決以上問題,滿足其使用要求。
大口徑聚乙烯三通管件的設(shè)計 大口徑聚乙烯三通管件的設(shè)計
格式:pdf
大小:154KB
頁數(shù):3P
4.5
文章介紹了大口徑聚乙烯三通管件設(shè)計的一些基本要素點,解決大口徑聚乙烯三通管件橢圓度,直徑尺寸公差問題的方法,產(chǎn)品靜液壓實驗薄弱點產(chǎn)生的機理與控制,剖析了等徑三通與異徑三通系列的優(yōu)化設(shè)計,具有實際的應(yīng)用價值。
基于Dynaform三通管件液壓成形影響因素分析精華文檔
運用均衡凝固理論設(shè)計三通管件的澆注系統(tǒng) 運用均衡凝固理論設(shè)計三通管件的澆注系統(tǒng)
格式:pdf
大小:113KB
頁數(shù):3P
4.5
采用環(huán)形橫澆道,內(nèi)澆道徑向引入,在鑄件的兩側(cè)法蘭位置安放溢流補縮冒口。直澆道、橫澆道、補縮冒口的大小按照收縮模數(shù)法來確定,澆口杯采用迪砂(disa)造型線推薦的輕型防噴濺標準樣式。用這種澆注系統(tǒng)和冒口聯(lián)合補縮的工藝方法,在垂直造型線上生產(chǎn)三通類鑄件。經(jīng)實際生產(chǎn)驗證,鑄件內(nèi)在品質(zhì)良好,沒有縮孔、縮松缺陷,工藝出品率達68%,綜合成品率達96%。
內(nèi)壓對Y型三通管內(nèi)高壓成形影響研究 內(nèi)壓對Y型三通管內(nèi)高壓成形影響研究
格式:pdf
大小:506KB
頁數(shù):5P
4.5
利用數(shù)值模擬對y型三通管內(nèi)高壓成形過程進行了研究,研究了87mpa~145mpa范圍內(nèi)5條不同內(nèi)壓的加載路徑的成形過程,分析了過渡區(qū)內(nèi)凹、支管高度不足等缺陷產(chǎn)生的原因和內(nèi)壓為116mpa時零件成形過程中典型位置的壁厚變化,以及內(nèi)壓對零件壁厚分布的影響。數(shù)值模擬結(jié)果表明,106mpa~126mpa為成形y型三通管合適的壓力區(qū)間,但不同內(nèi)壓成形的零件最小壁厚不同。
 HDPE焊接三通管件壁厚數(shù)值優(yōu)化設(shè)計
HDPE焊接三通管件壁厚數(shù)值優(yōu)化設(shè)計 HDPE焊接三通管件壁厚數(shù)值優(yōu)化設(shè)計
格式:pdf
大小:732KB
頁數(shù):3P
4.8
輸氣焊接hdpe三通管道,由于焊接使材料性能下降,并產(chǎn)生應(yīng)力集中,因此必須對管道連接處增加壁厚。基于對hdpe材料性能和焊接處hdpe材料拉伸強度的試驗,對hdpe材料三通管道壁厚進行數(shù)值優(yōu)化設(shè)計。有限元模型中采用理想彈塑性和ramberg-osgood兩種材料本構(gòu)模型,計算得到管道等應(yīng)力線以及壁厚優(yōu)化曲線,對管道設(shè)計具有實際意義。
三通管件注射模具設(shè)計與制造 三通管件注射模具設(shè)計與制造
格式:pdf
大小:224KB
頁數(shù):3P
4.5
介紹了以ug作為模具開發(fā)平臺設(shè)計三通管件注塑模具的過程,探討了注塑模具設(shè)計的一般方法,解決了設(shè)計與制造過程中的一些難點,實現(xiàn)了一模多腔,提高了生產(chǎn)效率。
基于Dynaform三通管件液壓成形影響因素分析最新文檔
三通管件注射模具設(shè)計與制造 三通管件注射模具設(shè)計與制造
格式:pdf
大小:180KB
頁數(shù):3P
4.7
介紹了以ug作為模具開發(fā)平臺設(shè)計三通管件注塑模具的過程,探討了注塑模具設(shè)計的一般方法,解決了設(shè)計與制造過程中的一些難點。實現(xiàn)了一模多腔,提高了生產(chǎn)效率。
底部減薄三通管件塑性極限內(nèi)壓的有限元分析 底部減薄三通管件塑性極限內(nèi)壓的有限元分析
格式:pdf
大小:294KB
頁數(shù):3P
4.4
采用有限元分析研究了單一內(nèi)壓作用時局部減薄缺陷對三通管塑性極限內(nèi)壓的影響。總結(jié)出含底部缺陷三通管的塑性極限載荷隨缺陷尺寸影響的變化規(guī)律。
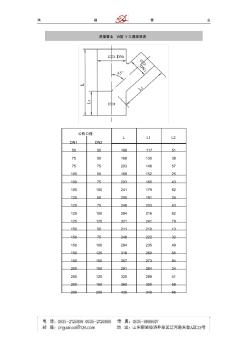
(完整版)Y三通Y型三通斜三通管件W型B型管件
格式:pdf
大小:220KB
頁數(shù):2P
4.8
鴻福管業(yè) 鴻福管業(yè)w型y三通規(guī)格表 公稱口徑 ll1l2 dn1dn2 505016811751 755016813538 757520314657 1005016815225 1007520316543 10010024117962 1255020519124 1257524620343 12510028421662 12512532124179 1505021121013 1507524822232 15010028423549 15012531826065 15015035727384 20010029126424 20012532528941 20015036030059 20020043534095 鴻福管業(yè)
 補料比對Y型三通管內(nèi)高壓成形影響研究
補料比對Y型三通管內(nèi)高壓成形影響研究 補料比對Y型三通管內(nèi)高壓成形影響研究
格式:pdf
大小:304KB
頁數(shù):4P
4.7
對于y型三通管,由于其結(jié)構(gòu)的不對稱性,內(nèi)高壓成形過程中左右沖頭的軸向補料比對成形有較大的影響。通過實驗和數(shù)值模擬,研究了補料比對y型三通管的壁厚影響規(guī)律以及成形中產(chǎn)生的缺陷。結(jié)果表明:成形后零件左側(cè)過渡區(qū)圓角處壁厚最大,右側(cè)過渡區(qū)圓角處次之,枝管頂部壁厚最薄;增加補料比能在一定程度上改善枝管部分的壁厚減薄,但過度加大左右補料比,會使試件左側(cè)圓角處產(chǎn)生內(nèi)凹缺陷。

三通管件中英文對照表
格式:pdf
大小:13KB
頁數(shù):3P
4.8
三通管件中英文對照表 三通tee 異徑三通reducingtee 等徑三通straighttee 帶側(cè)向口的三通(右向或左向)sideoutlettee(righthandor1efthand) 異徑三通(分支口為異徑)reducingtee(reducingonoutlet) 異徑三通(一個直通口為異徑)reducingtee(reducingononerun) 帶支座三通basetee 異徑三通(一個直通口及分支口為異徑)reducingtee(reducingononerunandoutlet) 異徑三通(兩個直通口為異徑,雙頭式)reducingtee(reducingonbothruns,bullhead) 45°斜三通45°lateral 45°斜三通(支管為異
基于Pro/E斜三通管件注塑模設(shè)計 基于Pro/E斜三通管件注塑模設(shè)計
格式:pdf
大小:797KB
頁數(shù):4P
4.4
分析了斜三通管件的結(jié)構(gòu)特點,介紹了以pro/e軟件作為開發(fā)平臺設(shè)計斜三通管件的過程,敘述了對模具進行結(jié)構(gòu)自動化設(shè)計、仿真充型和運動仿真的過程,實現(xiàn)了智能軟件與實際設(shè)計的結(jié)合,提高了模具設(shè)計的效率及塑料制品的生產(chǎn)率。
基于Dynaform三通管件液壓成形影響因素分析相關(guān)
文輯推薦
知識推薦
百科推薦


職位:鐵路工程材料員
擅長專業(yè):土建 安裝 裝飾 市政 園林


