

基于DOE的鈹青銅接地簧焊接拉脫力控制
格式:pdf
大小:225KB
頁數:3P
人氣 :94
 4.4
4.4
焊接拉脫力是評價接地簧質量的一個重要指標。通過對響應變量拉脫力測量系統的分析,證明測量系統的可靠性。基于DOE試驗設計方法,分析和確定了影響接地簧拉脫力的若干關鍵因子,利用焊接參數因子間交互作用的關系,達到控制拉脫力的目的。




鈹青銅和錫青銅都有哪些區別
格式:pdf
大小:22KB
頁數:3P
鈹青銅和錫青銅都有哪些區別 相關性能和了解更多加工性能可以百度綠興金屬找到我們。 (1)錫青銅以錫為主要合金元素的銅基合金稱錫青銅,工業中使用的錫 青銅,錫含量大多在3%~14%之間。錫含量小于5%錫青銅適于冷加工使用; 錫含量為5%~7%的錫青銅適于熱加工;錫含量大于10%的錫青銅適于鑄 造。錫青銅在造船、化工、機械、儀表等工業中廣泛應用,主要用以制造軸承、 軸套等耐磨零件和彈簧等彈性元件以及抗蝕、抗磁零件等。 (3)鈹青銅以鈹為基本元素的銅合金稱鈹青銅。鈹青銅的含鈹量為 1.7%~2.5%.鈹青銅的彈性極限、疲勞極限都很高,耐磨性和抗蝕性優異,具有 良好的導電性和導熱性,還具有無磁性、受沖擊時不產生火花等優點。鈹青銅 主要用于制作精密儀器的重要彈簧、鐘表齒輪、高速高壓下工作的軸承、襯 套以及電焊機電極、防爆工具、航海羅盤等重要機件。 以鈹作為主要合金組元的一種
青銅的焊接
格式:pdf
大小:6KB
頁數:2P
青銅的焊接 (一)青銅的焊接性 青銅的焊接主要用于補焊鑄件缺陷和損壞的機件。鑄造青銅中常用的是錫青 銅和鋁青銅。這兩種青銅在氣焊時產生的主要問題是: 1.錫(sn)氧化后生成氧化錫(sno2),在焊縫金屬中形成硬脆的夾雜物,并降 低焊縫的耐腐蝕性。再則,錫青銅的凝固溫度范圍大,凝固時在樹枝狀晶粒 間易形成細小的空隙和疏松,使金屬不致密。錫青銅在加熱狀態時很脆,所 以在焊接時要特別注意,應盡量避免撞擊,焊后不得立即搬動。 2.鋁(al)氧化后生成難熔的氧化鋁(al2o3),使熔池表面的熔渣發粘,容易 產生氣孔和夾渣,并阻礙焊縫和焊件金屬良好地熔合。 青銅的收縮率比較大,故焊件的內應力也大,當焊件剛度大或厚度不勻 時,或雜質過多時,容易開裂。尤其是錫青銅的偏析更容易促使焊件開裂。 防止開裂的方法是將焊件預熱,鋁青銅的預熱溫度要比錫青銅高些。 (二)青銅的氣焊 1.焊前準備。在焊前
基于DOE的鈹青銅接地簧焊接拉脫力控制熱門文檔
QBe1.9-0.1鈹青銅板性能參數
格式:pdf
大小:21KB
頁數:3P
4.3
上海商虎/張工:158–0185-9914 具體介紹:材料名稱:qbe1.9-0.1鈹青銅 規范:(gb/t5231-2001) 特性及適用范圍: 為加有少數鎂的鈹青銅。功能同qbe1.9,但因加入微量的mg,能細化晶體,并進步強化相(γ2) 的彌散和分布均勻性,然后大大+進步合金的時效后的彈性極限和力學功能。 化學成分: 鋁al:0.15 鐵fe:0.15 鉛pb:0.005 鈹be:1.85-2.1 鎳ni:0.2-0.4 硅si:0.15 銅cu:余量 雜質0.5 鈦ti:0.10-0.25 鎂mg:0.07-0.13 力學功能:抗拉強度(σb/mpa):590-830 伸長率(δ10/%):≥2 硬度(hb)≥150 注:棒材的力學功能 試樣尺度:直徑(>25) 熱處理工藝:工藝優良 我司專業

QBe0.3-1.5鈹青銅執行標準
格式:pdf
大小:21KB
頁數:2P
4.7
qbe0.3-1.5鈹青銅執行標準 qbe0.3-1.5鈹青銅 copper執行標準: gb/t5231-2001 qbe0.3-1.5鈹青銅化學成分: 鋁al:0.02 鐵fe:0.10 鈹be:0.25-0.50 硅si:0.20 銅cu:余量 鈷co:1.40-1.70 銀ag:0.90-1.10 qbe0.3-1.5鈹青銅力學性能: 抗拉強度(b/mpa):240 伸長率(10/%):20 硬度(hb)50 注:棒材的力學性能試樣尺寸:直徑(5-40) 【銅合金】詳細規格介紹 我司專業的合金銅制品生產、可供應銅及銅合金、銅鎳合金、鉻鋯銅、鈹青銅、錫青銅、無氧銅、鋁青銅 黃銅、鋁黃銅、鉛黃銅、錫黃銅、硅青銅、磷脫氧銅、鎢銅等 銅鎳合金/白銅: 我司謁誠為客戶服務,歡迎各位的: 銅帶 材
 鎳鋁青銅C95800的焊接
鎳鋁青銅C95800的焊接 鎳鋁青銅C95800的焊接
格式:pdf
大小:121KB
頁數:2P
4.4
2012年撫順某單位承攬了美國一家公司一批鑄管及泵頭的制造任務。該批設備的主體材料為astmb-148unsc95800,系鎳鋁青銅鑄件,鑄件最大厚度為18mm,服役環境為海水及濃鹽水等。由于工作環境的特殊,設備制造圖紙對其技術要求很高。為保證制造質量,在經過查閱的相關資料[1]以及嚴格的焊接工藝評定,最后確定了c95800材料的氬弧焊接工藝。1焊接接頭的性能要求設備制造圖紙對焊接接頭的力學性能、耐腐蝕性能要求均需滿足asme規范第ⅷ卷和相關工程標準的技術要求。
錫青銅焊接要點
格式:pdf
大小:465KB
頁數:2P
4.6
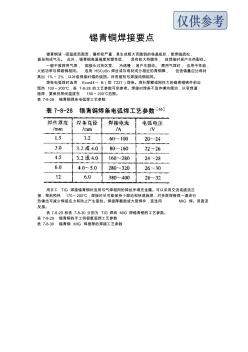
錫青銅焊接要點 錫青銅液-固溫度范圍寬,偏析較嚴重,易生成粗大而脆弱的枝晶組織,使焊縫疏松, 甚至構成氣孔。此外,錫青銅高溫強度和塑性低,具有較大熱脆性,故焊接時易產生熱裂紋。 一般不推薦用氣焊,固接頭過熱區寬、冷速慢,易產生裂紋。需用氣焊時,應用中性焰, 火焰功率與焊碳鋼相同。選用hscusn焊絲或與母材成分相近的青銅棒,但含錫量應比母材 高出1%~2%,以補償焊接時錫的燒損。所用熔劑與焊接純銅相同。 焊條電弧焊時選用ecusⅱ一b(即t227)焊條。焊補厚擘或剛性大的錫青銅鑄件前應 預熱100~200℃,表7-8-28的工藝參數可供參考。焊接時焊條不宜作橫向擺動,以窄焊道 施焊,要保持層間溫度在150~200℃范圍。 表7-8-28錫青銅焊條電弧焊工藝參數 用手工tig焊接錫青銅時選用與氣焊相同的焊絲作填充金屬。可以采用交流或直流正
基于DOE的鈹青銅接地簧焊接拉脫力控制精華文檔
接地裸銅線焊接工藝論文
格式:pdf
大小:30KB
頁數:5P
4.5
接地裸銅線焊接工藝論文 摘要:放熱焊接是很容易操作的,只要掌握其應用方法,嚴格遵 守標準,使用得當,所焊接的工藝就不會出現以上問題。由此可見, 放熱焊接可逐漸成為以后電力系統接地體施工的主要工藝。 引言:隨著電力系統工程的發展,越來越多的集成化電路和微電 子電路廣泛應用于設備中,對雷電流、干擾信號和故障電流尤為敏感。 這就需要有良好的接地系統及時排除干擾信號和泄放故障電流以保 障各類設備的正常運行。銅絞線做為良好的接地體將無疑取代傳統的 鋼材接地體,銅絞線接地體的施工工藝在電力系統施工過程中將成為 重點。 放熱焊做為目前銅絞線接地體之間連接、銅絞與銅包鋼接地體之 間的連接比較可靠的方法廣泛應用在電力系統工程中,放熱焊接的施 工工藝直接影響施工工程質量。本文從以往的施工過程中存在的問題 進行分析,對施工工藝和預防措施進行總結。 1、銅接地線在接地系統中的應用: 目前國內接地系統中
接地端子焊接位置表
格式:pdf
大小:30KB
頁數:1P
4.6
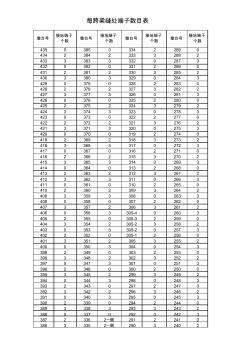
墩臺號 接地端子 個數 墩臺號 接地端子 個數 墩臺號 接地端子 個數 墩臺號 接地端子 個數 4350385033422890 4342384233332882 4333383333202873 4320382033122860 4312381233032852 4303380332902843 4290379032822830 4282378232732822 4273377332602813 4260376032522800 4252375232432792 4243374332302783 4230373032222770 4222372232132762 42133713320
銅的焊接
格式:pdf
大小:16KB
頁數:2P
4.4
為提高焊接質量,焊前可將焊件預熱到300-350度,焊條在150-200度烘焙1小時。 2運條方法 焊接可用直線運條法,速度越快越好,以減少金屬氧化,在焊件許可范圍內,增大焊條直徑 和焊接電流,焊接v形或x形坡口時,根部可能出現未焊透等缺陷,其原因主要是由于焊 條太粗,坡口角度小,電弧離根部太遠,加之銅的導熱快,電弧熱量不足,所以,為保證根 部焊透,應適當加大坡口角度或加大間隙,v形坡口多層焊時,第一層用直徑3-4毫米的焊 條最好,以后各層可增大焊條直徑并做橫向擺動,焊接時,電弧應正對熔池,避免吹向坡口 金屬的某一邊,焊條沿焊縫中心等速送進,并向焊接方向移動,防止液體金屬及熔渣流到熔 池外面產生焊瘤,更換焊條時動作要迅速,應在焊接處于高溫狀態時央距弧坑10毫米的已 焊焊縫上引弧,然后重新回到原熔池,待熔池填滿后繼續進行焊接 3焊接順序 為減少焊
接地扁鐵的焊接方法
格式:pdf
大小:8KB
頁數:3P
4.4
1.接地母線(扁鋼)與避雷帶、網(扁鋼)扁鋼需要支架固定 2.接地體還應埋設在土層電阻率較低和人們不常到達的地方。(水平接地體局部 埋置深度不應小于1m,并應局部包以絕緣物(50~80mm厚的瀝青層)。)水 平接地體的加工制作:一般使用-40mm×40mm×4mm的鍍鋅扁鋼 3.接地線的敷設:將接地扁鋼事先調直、打眼、煨彎加工后,將扁鋼沿墻吊起, 在支持件一端將扁鋼固定住,接地線距墻面間隙應為10mm~15mm,過墻時穿 過保護套管,鋼制套管必須與接地線做電氣連通,接地干線在連接處進行焊接, 末端預留或連接應符合設計規定。接地干線還應與建筑結構中預留鋼筋連接。 4.接地干線經過建筑物的伸縮(或沉降)縫時,如采用焊接固定,應將接地干 線在過伸縮(或沉降)縫的一段做成弧形,或用φ12mm圓鋼彎出弧形與扁鋼焊 接,也可以在接地線斷開處用50mm2裸銅軟絞線連接。 5
接地扁鐵的焊接方法
格式:pdf
大小:28KB
頁數:2P
4.7
. ;. 1.接地母線(扁鋼)與避雷帶、網(扁鋼)扁鋼需要支架固定 2.接地體還應埋設在土層電阻率較低和人們不常到達的地方。(水平接地體局部 埋置深度不應小于1m,并應局部包以絕緣物(50~80mm厚的瀝青層)。)水 平接地體的加工制作:一般使用-40mm×40mm×4mm的鍍鋅扁鋼 3.接地線的敷設:將接地扁鋼事先調直、打眼、煨彎加工后,將扁鋼沿墻吊起, 在支持件一端將扁鋼固定住,接地線距墻面間隙應為10mm~15mm,過墻時穿 過保護套管,鋼制套管必須與接地線做電氣連通,接地干線在連接處進行焊接, 末端預留或連接應符合設計規定。接地干線還應與建筑結構中預留鋼筋連接。 4.接地干線經過建筑物的伸縮(或沉降)縫時,如采用焊接固定,應將接地干 線在過伸縮(或沉降)縫的一段做成弧形,或用φ12mm圓鋼彎出弧形與扁鋼焊 接,也可以在接地線斷開處用50mm2
基于DOE的鈹青銅接地簧焊接拉脫力控制最新文檔
黃銅的焊接
格式:pdf
大小:39KB
頁數:4P
4.7
黃銅的焊接工藝 黃銅的焊接工藝 來源:網絡作者:不詳 1、黃銅的焊接性黃銅是銅鋅合金,由于鋅的沸點較低,僅為907℃,故焊接過程中極容 易蒸發,這一點成為黃銅焊接的最大問題。在焊接高溫作用下,焊條電弧焊時鋅的蒸發量高 達40%,鋅的大量蒸發,導致焊接接頭的力學性能和耐蝕性能下降,還使之對應力腐蝕的敏 感性增大。蒸發的鋅在空氣中立即被氧化成氧化鋅,形成白色的煙霧,給操作帶來很大困難, 而且影響焊工身體健康,因此,焊接黃銅的場所,應加強通風等防護措施。黃銅的焊接性不 良,焊接時會產生氣孔、裂紋、鋅的蒸發和氧化等問題。為了解決這些問題,在焊接時常用 含硅的焊絲,因為硅在熔池表面會形成一層致密的氧化硅薄膜,阻礙鋅的蒸發和氧化,并防 止氫的入侵。焊后可經470~560℃的退火處理,以消除應力防止“自裂”現象。 2、黃銅的焊接方法生產中常用的焊接黃銅的方法是焊條
紫銅的焊接
格式:pdf
大小:5KB
頁數:2P
4.4
紫銅的焊接 焊接紫銅(即一般所稱的工業純銅)的方法有氣焊、手工碳弧焊、手工電弧焊和 手工氬弧焊等方法,大型結構也可采用自動焊。 1.紫銅的氣焊 焊接紫銅最常用的是對接接頭,搭接接頭和丁字接頭盡量少采用。氣焊可采用兩 種焊絲,一種是含有脫氧元素的焊絲,如絲201、202;另一種是一般的紫銅絲 和母材的切條,采用氣劑301作助熔劑。氣焊紫銅時應采用中性焰。 2.紫銅的手工電弧焊 在手工電弧焊時采用紫銅焊條銅107,焊芯為紫銅(t2、t3)。焊前應清理 焊接處邊緣。焊件厚度大于4毫米時,焊前必須預熱,預熱溫度一般在400~500℃ 左右。用銅107焊條焊接,電源應采用直流反接。 焊接時應當用短弧,焊條不宜作橫向擺動。焊條作往復的直線運動,可以改 善焊縫的成形。長焊縫應采用逐步退焊法。焊接速度應盡量快些。多層焊時,必 須徹底清除層間的熔渣。 焊接應在通風良好的場所進行,以
紫銅的焊接
格式:pdf
大小:394KB
頁數:6P
4.5
紫銅的焊接 (一)紫銅的焊接性 紫銅(純銅)的焊接性較差,焊接紫銅比焊接低碳鋼困難得多。紫銅在焊接時 存在的主要問題有: 1.焊透性差,易變形。紫銅的導熱率在室溫時比低碳鋼約大8倍,在 1000℃時要大10倍,使得焊接區不容易加熱到熔點,致使母材難以熔化,填 充金屬和母材不能很好熔合,產生未焊透和未熔化現象。因此,焊接時要使 用大功率熱源(火焰能率高),通常在焊接前還需采取預熱措施。另一方面, 紫銅的線膨脹系數比低碳鋼要大50%以上,由液態轉變為固態時收縮率也較 大,再加上銅的導熱能力好,使焊縫熱影響區寬,如果工件剛度不大,又無 防變形措施,在焊件焊后就會產生嚴重的變形。 2.易氧化,焊接接頭機械性能低。銅在常溫下不容易氧化,但當溫度升 高到300℃以上時,其氧化能力便很快增大。當溫度接近熔點時,其氧化能 力最強,生成氧化亞銅(cu2o)。在焊縫金屬結晶時,氧化亞銅和
TIG焊在45號鋼與鋁青銅焊接中的應用 TIG焊在45號鋼與鋁青銅焊接中的應用
格式:pdf
大小:494KB
頁數:2P
4.6
我公司承制的某車型行走系統油氣懸掛裝置中的活塞采用的是45號鋼與鋁青銅qal9-2焊接而成,活塞是該系統的重要組成部分,其產品精度和質量要求高,該件為焊后加工而成,加工余量較小,焊接質量要求很高,必須一次施焊完成,沒有返修余地,由于銅和鋼兩種金屬的焊接屬于異種金屬焊接,焊接性較差,焊接難度大。主要問題在于銅與鋼的熔點、導熱系數、線膨脹系數和力學性能等都有很大的不同,容易在焊接接頭中產生應力集中,導致各種焊接裂紋,焊接接頭力學性能減低等焊接缺陷和焊道塌陷,氣孔等其他常見缺陷。故而必須選擇合適的焊接方法來保證一次焊接到位。
接地03銅絞線接地
格式:pdf
大小:45KB
頁數:5P
4.8
文檔來源為:從網絡收集整理.word版本可編輯.歡迎下載支持. 挖接地溝接地銅絞線敷設隱蔽檢查及回填 接地裝置銅絞線通用施工工藝 1適用范圍 1.1本通用施工工藝適用于裝置區接地裝置銅絞線安裝。 2編制依據 2.1《電氣裝置安裝工程接地裝置施工及驗收規范》gb50169-92。 2.2《電氣裝置安裝工程爆炸和火災危險環境電氣裝置施工及驗收規范》 gb50257-96。 2.3《建筑電氣工程施工質量驗收規范》gb50303-2002。 3施工應具備的條件 3.1準備好施工機具和材料。 3.1.1施工材料 主材 銅板接地極、棒形接地極、接地銅絞線、角鋼、扁銅板、支持卡子、 連接卡子及各種螺栓。 其它材料 保護管、銅焊條(絲)、銅壓接管(專用接線端子)、錫條、焊錫膏、 銅線、銅鉚釘。 3.1.2施工機具 施工機具配備齊全,保養維護合格。 3.2熟悉圖紙
鈹青銅廢隔板的復活時效熱處理 鈹青銅廢隔板的復活時效熱處理
格式:pdf
大小:214KB
頁數:未知
4.4
用時效熱處理,對失去原有機械性能的舊鈹青銅隔板進行復活:先燒掉其表面的壓膠層,再送吹砂使表面光潔,校平后用專用夾具壓緊,在315±5℃井式空氣循環爐中進行三小時的時效,可恢復廢板的機械性能和變形量要求,達到使用技術標準。

全場接地(150裸銅線接地)
格式:pdf
大小:121KB
頁數:13P
4.3
全場接地裝置安裝施工方案 第1頁共1頁 目錄 1、編制依據,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,2 2、工程概況及主要工程實物量,,,,,,,,,,,,,,,,,,,,,,,,,2 3、施工機械及設備配置,,,,,,,,,,,,,,,,,,,,,,,,,,,,2 4、勞動力計劃,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,3 5、施工作業進度計劃,,,,,,,,,,,,,,,,,,,,,,,,,,,,,3 6、施工方案措施,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,3 7、工程質量保障措施,,,,,,,,,,,,,,,,,,,,,,,,,,,,,5 8、施工作業的安全措施,,,,,,,,,,,,,,,,,,,,,,,,,,,,6 9、重大環境因素控制措施,,,,,,
超高錳鋼與鋁青銅襯板的焊接工藝 超高錳鋼與鋁青銅襯板的焊接工藝
格式:pdf
大小:181KB
頁數:未知
4.4
通過對細破碎機上超高錳鋼與鋁青銅襯板角焊縫斷裂的情況和它們的焊接性能分析,選擇合適的焊接材料、堆焊過渡層和采取合理的焊接工藝及措施,解決了超高錳鋼與鋁青銅襯板異種金屬角接焊縫的問題,保證了角焊縫的焊接質量和使用性能要求。
基于DOE的鈹青銅接地簧焊接拉脫力控制相關
文輯推薦
知識推薦
百科推薦


職位:駐場安全員
擅長專業:土建 安裝 裝飾 市政 園林


