

卷板機電氣
格式:pdf
大小:1.8MB
頁數:18P
人氣 :77
 4.5
4.5
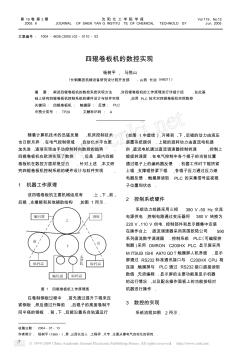
W11-60×1500對稱式三輥卷板機 W12系列四輥卷板機 一、用途說明 本設備為 NC控制全液壓四輥卷板機, 采用電氣集中控制, 用于在 常溫下彎卷一定厚度的金屬板成筒狀、 弧形零件。其工作原理是旋轉 式彎曲變形,與對稱三輥卷板機相比,不需另加壓力機等附加設備, 直接預彎端部,而且剩余直邊較少,與非對稱三輥卷板機相比,可一 次上料,不需調頭就可完成板材兩端部的預彎及成型彎曲功能, 以及 用于成型工件的校正。這樣不僅提高了效率,保證了工件質量,而且 工藝簡單,操作方便,減輕工人的勞動強度。是石油、化工、水泥、 造船、鍋爐、航空、水利、輸變電鐵塔等機器設備制造行業的必備設 備。 二、機器的結構特性 本四輥卷板機由工作輥(一根上輥、一根下輥、兩根側輥)、機 架(高機架、矮機架、翻倒支撐各一件)、一個底座、一套液壓傳動 裝置、液壓泵站、七只油缸(四只側輥移動缸、兩只下輥升降缸、一 只倒頭缸)、



卷板機安全操作規程
格式:pdf
大小:9KB
頁數:2P
卷板機安全操作規程 1、卷板機必須有專人負責管理。 2、操作人員必須熟悉卷板機的結構性能和使用方法,經負責管理人員同意后,方可進行操作。 3、開機前要仔細檢查安全裝置是否完好。 4、操作時,嚴禁手、腳放在滾軸和傳動部件及工件上。 5、工作中斷后,應將離合器打至空檔。 6、多人協同作業必須要有專人指揮。 7、嚴禁超負荷工作。 8、上輥的升降翻轉軸承的傾倒復位及上輥的平衡,須在主傳動停機后進行。 9、工作場地禁止亂堆工件及雜物,做到時刻保持機床及場地清潔。 10、作業完畢,應切斷電源,并鎖好電源箱 卷板機保養規程: 1、根據機器潤滑示意圖中規定,按要求對各油杯潤滑和人工潤滑點進行加油。 2、按卷板機規定的參數進行卷板,卷板厚度20mm,最大長度2500mm,卷 板材料的屈服極限小于250mpa。 3、接通電源后,進行下輥正反兩個方向和上輥升降運動,檢查各運動有無不 正常的卡死現
編輯推薦下載
四輥卷板機設計
格式:pdf
大小:625KB
頁數:61P
4.4
河南理工大學萬方科技學院本科畢業論文 i 摘要 本說明書是按照所設計的卷板機內容撰寫的,主要包括卷板機軸輥的受力 分析、電動機的選擇、主減速器的設計、側輥傳動系統的設計、下輥液壓傳動 系統的設計以及對下輥液壓同步控制系統進行了研究。從而保證了下輥在上升 的過程中始終能夠保持兩端同步。 四輥卷板機主要為鍋爐廠輥制鍋爐圓筒而設計,它可以用于各種型號鍋爐 圓筒的生產和加工,也在造船、石油化工、航空、水電、裝潢、及電機制造等 工業領域得到了廣泛的應用,用以把金屬板料卷制成圓筒、圓錐以及弧形板等 各種零件。 該四輥卷板機利用其四個輥筒的空間布置,最大范圍地減少了剩余直邊的 出現、降低了生產成本、提高了生產效率。 關鍵詞:四輥卷板機輥制剩余直邊弧形板 河南理工大學萬方科技學院本科畢業論文 ii abstract thisstatementisinaccordancewitht
安全操作規程-卷板機
格式:pdf
大小:8KB
頁數:1P
4.5
四川依科制藥有限公司 卷板機安全操作規程 一、起動前準備 1、檢查各部位有無異常,緊固螺釘(帽)不得有松動。制動器應正常可靠。 2、嚴格按板材厚度調整卷筒距離,不得超負荷作業。不能卷壓超出機械性能規定 范圍的工件。 二、運轉中注意事項 1、必須在工件放平穩,位正后才能開車運轉操作,并應明確信號,指定一人指揮。 2、手不得放在被卷壓的鋼板上,并不準用樣板進行檢查,停機后方準用樣板檢查 圓度。 3、卷壓不夠整圓的工件時,滾卷到鋼板末端時,要預留一定余量,以防工件掉下 傷人。 4、作業時,工件上嚴禁站人,也不得在已滾好的圓筒上找正圓度。 5、滾卷較厚、直徑較大的筒體或材料強度較大的工件時,應少量下降動軋輥并經 多次滾卷成型。 6、滾卷較窄的筒體時,應放在軋輥中間滾卷。 7、工件進入軋輥后,應防止手及衣服被卷入軋輥內。 三、停機注意事項 1、如發現機床運轉有異常響聲時,應立即停機檢查調整修理。 2
卷板機電氣熱門文檔
卷板機安全與使用操作規程
格式:pdf
大小:6KB
頁數:2P
4.6
卷板機安全與使用操作規程 1.安全操作事項 1.1操作人員應了解本機的結構、性能,熟練掌握系統的操作過程,嚴格遵守操作規程。 1.2開機和停車前電氣系統的操作按鈕處于原始位置。 1.3在機器運轉前和運轉過中,檢查潤滑是否充足。 1.4機器在運轉時,發現不正常情況應停車檢查,各傳動部位應無松動,無損壞。 1.5經常檢查減速機固定螺釘及頂絲,加以緊固松動。 1.6不允許未經鏟平焊縫,未經校平的鋼板直接在機床上進行卷制。 1.7主轉動和輔轉動不能同時進行,即下棍回轉與上棍升降運動不能同時進行。 1.8板料需分多次下壓及彎曲,避免壓下量過大,損壞機器。 1.9電氣系統要定期檢查,除塵,及時更換失效元件,注意檢查接地線是否牢固。 1.10嚴格按操作規程卷板,不使機器超載或不合理使用。 2.操作方法 2.1進行卷板前應先對板材進行預彎,在三棍對稱卷板機上,板料前后兩端不能直截
四輥卷板機的數控實現
格式:pdf
大小:174KB
頁數:3P
4.4
第19卷第2期沈陽化工學院學報vol119,no12 2005.6journalofshenyanginstituteofchemicaltechnologyjun.2005 文章編號: 1004-4639(2005)02-0110-03 四輥卷板機的數控實現 楊樹平, 馬悅山 (長鋼集團機械設備研究設計院開發部,山西長治046011) 摘 要: 闡述四輥卷板機的數控系統實現方法,對四輥卷板機的工作原理進行詳細介紹,在此基 礎上研究四輥卷板機控制系統的硬件設計與軟件實現,應用plc技術對四輥卷板機實現數控. 關鍵詞: 四輥卷板機; 觸摸屏; 反饋; plc 中圖分類號: tp29 文獻標識碼: a 收稿日期: 2004-07-13 作者

卷板機總體結構設計
格式:pdf
大小:1.3MB
頁數:32P
4.5
前言 卷板機是彎曲金屬板材的設備,傳統卷板機機架:為全鑄件。隨著焊接技術的發展, 特別是近30年來。焊接結構已經基本上取代了鉚接結構,并部分代替鑄造和鍛造結構。 國內外在重型機械制造方面,愈來愈多地用全焊鋼結構代替全鑄結構。例如:沖壓機、錘 壓機、大中型機床等的機架或床身;大型齒輪、內燃機及汽車傳動軸等傳統鑄造件已迅速 地改用全焊鋼結構。其主要原因在于全焊鋼結構重量輕,質量高,生產周期短等特點。 隨著我國機械制造行業的不斷發展,機械化的程度得到了很大的提高,卷板機也從以 前的手動操作逐步發展為由電腦控制的全自動的機器。本次設計的主要是卷板機的總體結 構,包括:大輥軸小輥軸的設計,液壓系統的設計以及卷板機機體的外形的具體的尺寸設 計。卷板機由于使用的領域不同,種類也就不同。目前廣泛使用的卷板機主要有:大型上 輥萬能式卷板機,中型上輥萬能式卷板機,小型上輥萬能式卷板機,船舶專用三輥對稱式
三輥卷板機的畢業設計
格式:pdf
大小:802KB
頁數:50P
4.8
word文檔可自由復制編輯 三輥卷板機的設計 作者偉人 指導教師宋誠生 摘要:卷板機是一種將金屬板材彎卷成筒體、錐體、曲面體或其他形體的通用成型設備。本設計旨在設計 出用于卷制最大厚度為10mm、最大寬度為2000mm鋼板的卷板機。本文首先簡單介紹了卷板機的分類、工作 原理及在我國的發展情況。結合任務書要求,通過對常用機構類型的論證,選擇了本課題的對稱式三輥卷 板機。由分析整個卷板運動,將其分為主運動和輔運動。論證確定了主運動和輔運動的傳動系統方案后, 經過計算工作機構的工作功率及運動參數,選擇電動機的型號。再對傳動系統中各傳動裝置分別進行類型 選擇、材料及熱處理選擇、設計計算和校核。設計和校核工作機構的材料和尺寸后,對軸、軸承、聯軸器 和鍵進行設計計算,最后簡述了機架的設計。 關鍵詞:三輥卷板機參數化設計校核 thedesignofthethreerol
剪板機、卷板機作業安全技術交底
格式:pdf
大小:42KB
頁數:4P
4.7
剪板機、卷板機作業安全技術交底 剪板機作業安全技術交底 工程名稱: 施工單位建設單位 設備名稱作業部位 交底部門交底人施工期限年月日至年月日 接受交底班組或員工簽名: 交底內容: 1.機械設備的操作人員必須身體健康,并經過專業培訓考試合格, 在取得有關部門頒發的操作證或特殊工種操作證后,方可獨立操作。學員 必須在師傅的指導下進行。 2.機械作業時,操作人員不得擅自離開工作崗位或將機械交給非本 機操作人員操作。嚴禁無關人員進入作業區和操作室內。工作時,思想要 集中,嚴禁酒后操作。 3.機械操作人員和配合作業人員,都必須按規定穿戴勞動保護用品, 長發不得外露。不得穿硬底鞋和拖鞋。 4.進行日作業兩班及以上的機械設備均須實行交接班制。操作人員 要認真填寫交接班記錄。 5.啟動前,應檢查各部潤滑、緊固情況,切刀不得有缺口,啟動后經 空轉1~2min,確認正常后,方可
卷板機電氣精華文檔
E09卷板機技術操作規程
格式:pdf
大小:20KB
頁數:4P
4.7
gc/aj(09)e09—2005 1 卷板機技術操作規程 1范圍 本規程規定了卷板機的技術操作規程。 本規程適用鞍鋼重型機械有限責任公司卷板機的技術操作。 2卷板機主要性能(見表1) 表1卷板機主要性能 名稱型號上輥直徑,mm壓頭,mm 五米輥床80×5000φ900500 錐輥床50×2800φ640400 輥床30×2000φ460300 輥床16×1800φ260200 3工藝流程(見圖1) 錯誤! 圖1卷板機技術工藝流程 4技術操作要求 4.1準備 4.1.1開車前檢查各傳動部分是否完好,各聯接、緊固部位有無松動,電機及電器裝置是否安全可靠, 發現問題及時處理。 4.1.2開車前檢查油箱油位是否合乎要求,各油路閥門是否打開,各傳動件、潤滑面及各潤滑點注油, 保持良好潤滑。 4.1.3
卷板機安全操作規程 (4)
格式:pdf
大小:8KB
頁數:1P
4.3
卷板機安全操作規程 1、操作人員必須經過專業培訓,持證上崗,在操作時,必須正 確使用好勞保用品。 2、操作前應檢查電氣設備作用是否良好。 3、操作前應檢查行程開關是否在規定位置起作用。 4、操作前仔細檢查各連接處的緊固情況。 5、在卷彎時禁止用樣板檢查圓弧,應在停機后進行檢查。 6、卷彎工作中,鋼板兩頭不準搭頭。 7、操作時,工件上嚴禁站人,不準在開動的卷板機出料面和被 滾物面上站立行走。 8、彎卷直徑大、尺寸長的工件時,應設置吊具吊牢工件,禁止 用人扶工作。 9、操作應緩慢多卷,窄料應放在中間。 10、所有操作人員應相互配合、協調一致。
卷板機作業安全技術交底
格式:pdf
大小:14KB
頁數:1P
4.4
卷板機作業安全技術交底 工程名稱:節能大廈 施工單位中天寶業集團建設單位 設備名稱卷板機作業內容 交底部門交底人施工期限年月日至年月日 接受交底班組或員工簽名: 交底內容: 1.機械設備的操作人員必須身體健康,并經過專業培訓考試合格,在取得有關部門頒發的操作證或特殊工種 操作證后,方可獨立操作。學員必須在師傅的指導下進行操作。 2.機械作業時,操作人員不得擅自離開工作崗位或將機械交給非本機操作人員操作。嚴禁無關人員進入作業區 和操作室內。工作時,思想要集中,嚴禁酒后操作。 3.機械操作人員和配合作業人員,都必須按規定穿戴勞動保護用品,長發不得外露。不得穿硬底鞋和拖鞋。 4.作業中,操作人員應站在工件的兩側。 5.作業中,用樣板檢查圓度時,須停機后進行。滾卷工件到末端時,應留一定的余量。 6.作業時,工件上嚴禁站人,亦不得站在已滾好的圓筒上找正圓度。
卷板機安全技術交底
格式:pdf
大小:15KB
頁數:1P
4.6
機械設備安全技術交底 操作單位 中國五冶一分公司 鋼結構分公司 操作地點 中國五冶四分公司 鋼結構分公司結構廠 操作儀器卷板機操作內容卷板 安 全 技 術 交 底 內 容 交底內容: 1、操作人員應熟悉本設備的結構與性能,并掌握操作方法。 2、工作前應對設備進行檢查,合閘點動設備無異常,然后啟動設備進行適 當時間空運轉。電動機全速運轉無任何異常后才能結合離合器,使卷板機進行 工作。 3、根據設備的潤滑系統圖,按不同部位定期加好潤滑油。 4、操作卷板機要精力集中,不能邊工作邊扯閑談。 5、操作者離開工作崗位時,必須及時關閉電源,不得使設備在無人時運轉。 6、操作過程中,應時刻注意安全,機器發生故障時,應立即停機后,請維 修人員檢查、維修。 7、工作完畢后,切斷電源。及時清理設備表面周圍的雜物及衛生,保證良 好的工作環境,確保人身安全。 交底人簽名 接受交底 負責人簽名 交底 時

卷板機安全操作規程與維護
格式:pdf
大小:17KB
頁數:9P
4.5
卷板機安全操作規程與維護 安全操作規程 1、卷板機必須由專人負責; 2、操作人員應了解本機的結構、性能,熟練掌握系統的操作方法和工作過程,嚴格遵守 造作規程。 3、開機前電氣和液壓系統處于原始位置; 4、在機器運轉前和運轉過程中,應檢查潤滑是否充足; 5、機器運轉時發現不正常情況應停車檢修,各轉動部位及緊固部位應無松動,無損壞; 6、操作時,嚴禁手、腳放在滾軸和傳動部件及工件上; 7、機器運轉過程中,滑動軸承溫度不得超過70攝氏度,滾動軸承溫度不得超過80攝氏 度; 8、工作中斷后,應將離合器打至空檔; 9、多人協同作業必須要有專人指揮,嚴禁在同一卷床上同時卷切兩件材料; 10、按操作規程卷板,嚴禁機器超負荷工作; 11、設備未上保險時,禁止將手伸入卷板機壓板內取放工件。 12、工作場地禁止亂堆工件及雜物,做到時刻保持機床及場地清潔; 13、工作完畢,切斷電源。 維
卷板機電氣最新文檔
卷板機安全技術交底
格式:pdf
大小:20KB
頁數:2P
4.4
卷板機安全技術交底 工程名稱: 施工單位建設單位 分項工程名稱作業部位 交底部門交底人施工期限 年月日至年 月日 接受交底班組或員工簽名: 交底內容: 1.工作前檢查設備各部件及電氣接地線是否完好可靠。油孔和油杯要及時加油潤滑, 并開空車試轉各部良好,方可使用。 2.板機必須設專人操作,卷板厚度必須符合規定,不準超負荷運行。 3.操作設備者精神要集中,嚴禁打逗談笑。板料進入棍筒,嚴防手或衣物被絞在棍子 內。進出料方向及工件上禁止站人,操作人應站在工作臺兩側。 4.調整棍筒、板料時必須停車。嚴禁腳踏在工件上和棍筒上,以免發生事故。 5.進入和取出板料時,須采取防止板料墜落和撞擊機件的安全措施。更不準在壓輥 上敲擊工作。 6.焊接板須將焊縫鏟平方可卷壓,熱卷板須采取防燙措施。 7.卷壓件需焊接時,電焊機接地線必須接在焊件上。 8.維修車間現有卷板只許卷19毫米以下(包
卷板機安全操作規程 (3)
格式:pdf
大小:377KB
頁數:29P
4.4
卷板機安全操作規程 一、起動前準備 1、檢查卷板機各部位有無異常,緊固螺釘(帽)不得有松動。制動器應正常可靠。 2、嚴格按板材厚度調整卷筒距離,不得超負荷作業。不能卷壓超出機械性能規定范圍的工件。 二、運轉中注意事項 1、必須在工件放平穩,位正后才能開車運轉操作,并應明確信號,指定一人指揮。 2、手不得放在卷板機被卷壓的鋼板上,并不準用樣板進行檢查,停機后方準用樣板檢查圓度。 3、卷板機卷壓不夠整圓的工件時,滾卷到鋼板末端時,要預留一定余量,以防工件掉下傷人。 4、卷板機作業時,工件上嚴禁站人,也不得在已滾好的圓筒上找正圓度。 5、卷板機滾卷較厚、直徑較大的筒體或材料強度較大的工件時,應少量下降動軋輥并經多次滾卷成 型。 6、卷板機滾卷較窄的筒體時,應放在卷板機軋輥中間滾卷。 7、工件進入軋輥后,應防止手及衣服被卷入卷板機軋輥內。 三、停機注意事項 1、如發現卷板機運轉有異常響聲時,應立即

卷板機作業安全技術交底
格式:doc
大小:35KB
頁數:1P
4.7
卷板機作業安全技術交底 工程名稱: 節能大廈 施工單位 中天寶業集團 建設單位 設備名稱 卷板機 作業內容 交底部門 交底人 施工期限 年月日至年月日 接受交底班組或員工簽名: 交底內容: 1.機械設備的操作人員必須身體健康,并經過專業培訓考試合格,在取得有關部門頒發的操作證或特殊工種操作證后,方可獨立操作。學員必須在師傅的指導下進行操作。 2.機械作業時,操作人員不得擅自離開工作崗位或將機械交給非本機操作人員操作。嚴禁無關人員進入作業區和操作室內。工作時,思想要集中,嚴禁酒后操作。 3.機械操作人員和配合作業人員,都必須按規定穿戴勞動保護用品,長發不得外露。不得穿硬底鞋和拖鞋。 4.作業中,操作人員應站在工件的兩側。 5.作業中,用樣板檢查圓度時,須停機后進行。滾卷工件到末端時,應留一定的余量。 6.作業
卷板機安全操作規程 (2)
格式:pdf
大小:31KB
頁數:3P
4.6
中國石油天然氣第六建設公司唐山lng項目部安全操作規程 卷板機安全操作規程 1起動前準備 1.1檢查各部位有無異常,緊固螺釘(帽)不得有松動,電氣控制是否正常, 制動器應正常可靠。 1.2嚴格按板材厚度調整卷筒距離,不得超負荷作業。不能卷壓超出機械性能 規定范圍的工件。 1.3工作前請閱讀使用說明和本操作規程,熟練掌握卷板機的工作原理。 2、運轉中注意事項 2.1必須在工件放平穩、位正后才能開車運轉操作,并應明確信號,指定一人 指揮。 2.2手不得放在被卷壓的鋼板上,并不準用樣板進行檢查,停機后方準用樣板 檢查圓度。 2.3卷壓不夠整圓的工件時,滾卷到鋼板末端時,要預留一定余量,以防工件 掉下傷人。 2.4作業時,工件上嚴禁站人,也不得在已滾好的圓筒上找正圓度。 2.5滾卷較厚、直徑較大的筒體或材料強度較大的工件時,應少量下降動軋輥 并

 卷板機作業安全技術交底
卷板機作業安全技術交底 卷板機作業安全技術交底
格式:docx
大小:16KB
頁數:未知
3
卷板機作業安全技術交底——交底內容: 1.機械設備的操作人員必須身體健康,并經過專業培訓考試合格,在取得有關部門頒發的操作證或特殊工種操作證后,方可獨立操作。學員必須在師傅的指導下進行操作。 2.機械作業時,操作人員不得擅自離開工作崗位或...
基于ARM的嵌入式卷板機數控系統研究與設計 基于ARM的嵌入式卷板機數控系統研究與設計
格式:pdf
大小:203KB
頁數:4P
4.8
針對目前廣泛應用的基于工控機與plc開發的卷板機數控系統的改造和更新,設計一套基于arm處理器和cpld為控制核心的嵌入式卷板機數控系統,介紹該數控系統的各種硬件接口設計及數控系統軟件的開發。該數控系統可靈活搭配硬件接口模塊、運行嵌入式linux操作系統、擁有良好的基于qt設計的人機交互界面,為卷板機數控系統開發提供了一種解決方案。
卷板機電液伺服同步控制系統設計及仿真 卷板機電液伺服同步控制系統設計及仿真
格式:pdf
大小:416KB
頁數:未知
4.6
為了提高水平下調式三輥卷板機的上工作輥同步運動精度,以及抗重負載干擾能力,采用電液伺服技術與模糊自整定pid控制器相結合,設計了一種基于主從控制策略的電液伺服同步控制方案,并進行了計算機仿真.結果表明該方案提高了同步控制精度,增強了設備抗干擾能力,為多缸同步系統提供了有效控制方法.
卷板機加工超厚鋼板斷面尺寸的確定 卷板機加工超厚鋼板斷面尺寸的確定
格式:pdf
大小:332KB
頁數:未知
4.8
三輥卷板機能力的大小是由其能卷制鋼板的最大厚度和寬度限制的。例如19×2000三輥卷板機只能加工2米寬19毫米厚的鋼板。如果超過這個限度就被視為超過了設備的設計能力,而這種超負荷操作是不允許的,也不安全。但是在實際生產中,常常會遇到欲加工的鋼板厚度超過卷板機所允許的
全自動四輥卷板機在銅板材端部預彎中的應用 全自動四輥卷板機在銅板材端部預彎中的應用
格式:pdf
大小:167KB
頁數:2P
4.8
以前在銅板材端部預彎中的經常使用古板的卷板機來進行生產,其內部的結構比較簡單,筒內部含有一定長度的直邊段,這就造成了生產效率非常的低。針對銅板材端部預彎存在的各種問題,專家們設計出了全自動四輥卷板機。全自動四輥卷板機能夠實時的檢測出銅板材端部預彎的曲率,對加工的參數進行實時的修正,能夠很好的解決卷板加工過程中存在的問題。本文針對全自動四輥卷板機的結構展開討論,分析出了全自動四輥卷板機在銅板材端部預彎中的應用的原理。
卷板機電氣相關
文輯推薦
知識推薦
百科推薦


職位:質量體系管理員
擅長專業:土建 安裝 裝飾 市政 園林


