

基于計算機(jī)控制自動鋁母線焊接機(jī)的研究
格式:pdf
大小:319KB
頁數(shù):3P
人氣 :64
 4.6
4.6
對國內(nèi)外自動焊接計算機(jī)控制鋁母線焊接技術(shù)進(jìn)行了深入分析,并根據(jù)設(shè)備功能特點和焊接現(xiàn)場實際,以設(shè)計開發(fā)的需求作為出發(fā)點,研制一套計算機(jī)控制自動鋁母線焊接機(jī).該設(shè)備采用"PC+運(yùn)動控制卡+電機(jī)"的模式,是基于PC的開放式控制體系結(jié)構(gòu).給出了設(shè)備的硬件結(jié)構(gòu)示意圖、設(shè)備的工作原理、焊接運(yùn)動系統(tǒng)的軟件結(jié)構(gòu)設(shè)計思路,介紹了本系統(tǒng)的開發(fā)環(huán)境.



 鋁母線MIG焊焊接工藝
鋁母線MIG焊焊接工藝 鋁母線MIG焊焊接工藝
格式:pdf
大小:146KB
頁數(shù):3P
通過對鋁母線6063的焊接性分析,氣孔是焊接鋁及其合金時亟待解決的問題。根據(jù)培訓(xùn)需要,選用規(guī)格為φ250mm×10mm的鋁母線管6063進(jìn)行水平固定位置的mig焊焊接工藝研究,通過控制焊接工作程序,尋找合適的焊接工藝參數(shù)和控制焊接操作手法,獲得了合格的焊接接頭。該接頭按照相關(guān)規(guī)程的要求進(jìn)行了一系列的檢驗和試驗,結(jié)果均符合要求。該工藝目前已用于焊工培訓(xùn)中,為電站安裝以及送變電設(shè)備的鋁母線焊接提供了技術(shù)支持。

編輯推薦下載
MIG焊焊接鋁母線施工工法 MIG焊焊接鋁母線施工工法
格式:pdf
大小:141KB
頁數(shù):3P
4.3
利用mig焊方法解決鋁本身由于導(dǎo)熱性高,尤其在大厚度鋁母線一側(cè)沒有坡口(原始立面)等因素易造成焊接接頭未熔合或熔合不良及氣孔等缺陷的方法與措施,該焊接方法簡便易行、焊接成本較低,焊接質(zhì)量好,使用效果好,在類似焊接工程中有借鑒作用。
平面跡線油箱自動焊接機(jī) 平面跡線油箱自動焊接機(jī)
格式:pdf
大小:317KB
頁數(shù):3P
4.8
汽車油箱是用縫焊機(jī)將上下2部分焊接而成的。焊接跡線是不規(guī)則的平面曲線。自動焊接機(jī)采用仿形內(nèi)齒圈,用內(nèi)齒輪傳動與直線導(dǎo)板約束,實現(xiàn)焊接跡線;用力矩電動機(jī)驅(qū)動解決運(yùn)動同步問題;用肘桿裝置承載油箱與托盤重量,可使其幾乎無阻力地在平面內(nèi)任意運(yùn)動。使用該焊機(jī)可實現(xiàn)油箱自動進(jìn)給進(jìn)行焊接,降低了人工勞動強(qiáng)度,提高了生產(chǎn)效率。
計算機(jī)控制自動鋁母線焊接機(jī)熱門文檔
屏蔽技術(shù)在鋁母線焊接中的應(yīng)用 屏蔽技術(shù)在鋁母線焊接中的應(yīng)用
格式:pdf
大小:335KB
頁數(shù):3P
4.7
文章對包頭鋁廠電解廠房使用的135ka預(yù)焙陽極鋁電解槽易出現(xiàn)故障的鋁母線焊接問題進(jìn)行了分析,主要介紹屏蔽技術(shù)在鋁母線焊接中的應(yīng)用、效果。采用屏蔽技術(shù)簡單、易行,可保證正常生產(chǎn),提高生產(chǎn)效率。
鋁母線焊接采用鋼墊板 鋁母線焊接采用鋼墊板
格式:pdf
大小:124KB
頁數(shù):1P
4.7
鋁母線對口焊接用的墊板,對其焊縫的質(zhì)量影響很大。過去,我們一直是采用石墨炭精板做墊板。這種墊板的使用效果還不夠理想,它的主要缺點是:脆軟;在電弧高溫的影響下極易落渣、起砂,影響外觀;焊縫的強(qiáng)度僅有6.5公斤/平方厘米;價格高,需經(jīng)常
焊接鋁母線施工工法
格式:pdf
大小:219KB
頁數(shù):5P
4.6
mig焊焊接鋁母線施工工法 【摘要】利用mig焊方法解決鋁本身由于導(dǎo)熱性高,尤其在大厚度鋁母線一側(cè)沒有坡口 (原始立面)等因素易造成焊接接頭未熔合或熔合不良及氣孔等缺陷的方法與措施,該焊 接方法簡便易行、焊接成本較低,焊接質(zhì)量好,使用效果好,在類似焊接工程中有借鑒作 用。 由于鋁及鋁合金具有較高的導(dǎo)熱性和熱容量,尤其在大厚度板鋁母線的焊 接中,不管采用焊條電弧焊、氧乙炔焊、碳弧焊或tig焊等焊接方法使其局部 加熱熔化進(jìn)行焊接都比較困難,焊接質(zhì)量也不易保證。鋁母線組對焊接形式如圖 1所示。在某大型鋁業(yè)公司擴(kuò)建施工中,從操作工藝、焊接質(zhì)量、安全生產(chǎn)及環(huán) 保措施等方面進(jìn)行了科學(xué)論證,經(jīng)多次試驗,成功地采用了電弧熱量集中,焊接 穿透力強(qiáng),對母材熔深大、生產(chǎn)率高的半自動熔化極氬弧焊(mig焊),并取得 了良好的效果,為
計算機(jī)控制自動鋁母線焊接機(jī)精華文檔

鋁母線加工焊接冬季施工措施
格式:pdf
大小:286KB
頁數(shù):9P
4.8
中國二十二冶集團(tuán)有限公司 目錄 1、工程概況.................................................................................1 2、施工現(xiàn)場平面圖...........................................................................1 3、技術(shù)措施.................................................................................3 4、人工降效................................................................................6 5、質(zhì)量保證措施.........

焊接機(jī)說明書
格式:pdf
大小:373KB
頁數(shù):16P
4.5
點焊逆變電源 使用說明書 1 目錄 1.使用注意事項..............................................................................................................................2 1.1安全注意事項....................................................................................................................3 1.2使用前注意事項...................................................................................................
鋁電解槽鋁母線的焊接 鋁電解槽鋁母線的焊接
格式:pdf
大小:88KB
頁數(shù):2P
4.4
采用熔化極氬弧焊(mig)焊接工藝.解決了鋁母線焊接易產(chǎn)生難熔合、裂紋和氣孔等缺陷問題.保證了鋁母線的焊接質(zhì)量。
自動焊接機(jī)論文題目選題參考
格式:pdf
大小:75KB
頁數(shù):5P
4.4
領(lǐng)取免費查重軟件+一鍵修改降重 www.***.*** 自動焊接機(jī)論文題目 一、最新自動焊接機(jī)論文選題參考 1、glj-1型自行車架管連接自動焊機(jī) 2、dcqh-9718多功能儲能式橋絲自動焊接機(jī)及其應(yīng)用 3、微車后橋殼縱縫自動焊機(jī)設(shè)計研究 4、pe閥門自動焊接機(jī)的開發(fā)設(shè)計 5、新能源汽車供電系統(tǒng)自動焊接機(jī)機(jī)械系統(tǒng)研制 6、s型觸頭銀觸點自動焊接機(jī)的設(shè)計 7、汽車鋼圈自動焊接機(jī) 8、四坐標(biāo)自動焊接機(jī)的cnc系統(tǒng) 9、多功能儲能式橋絲自動焊接機(jī)的研究與應(yīng)用 10、雙焊槍相貫線自動焊接機(jī)機(jī)械系統(tǒng)設(shè)計 11、帶鋼自動焊接機(jī)氣動及液壓系統(tǒng)的設(shè)計 12、paw2000管道全位置自動焊機(jī)的研制與應(yīng)用 13、立柱式管-板自動焊機(jī)的研發(fā) 14、履帶式翅片燃?xì)庾詣雍附訖C(jī)的研制 15、四自由度管座自動焊機(jī) 16、基于c8051f020單片機(jī)的t型管自動焊接機(jī)控制系統(tǒng) 17、小型輪轂自動焊接機(jī)的研制
電解鋁廠鑄鋁母線的焊接施工研究 電解鋁廠鑄鋁母線的焊接施工研究
格式:pdf
大小:539KB
頁數(shù):2P
4.7
本文就青海橋電鋁業(yè)股份有限公司電解鋁工程鋁母線焊接過程遇到的問題和采取的解決方法做了詳盡闡述。文章涵蓋了焊接的準(zhǔn)備,焊接機(jī)具,以焊接通病與預(yù)防和焊接質(zhì)量的控制,并有相關(guān)數(shù)據(jù)說明。總結(jié)了,一些經(jīng)過實踐檢驗的電解鋁廠鑄鋁鋁母線焊接方法。
計算機(jī)控制自動鋁母線焊接機(jī)最新文檔
支撐座自動仿形焊接機(jī)研制與應(yīng)用 支撐座自動仿形焊接機(jī)研制與應(yīng)用
格式:pdf
大小:794KB
頁數(shù):3P
4.5
側(cè)架與支撐座之間焊縫的自動焊接是轉(zhuǎn)k2/k6型提速貨車轉(zhuǎn)向架制造的關(guān)鍵技術(shù)之一,而該焊縫的焊接質(zhì)量將直接影響到提速貨車的運(yùn)行安全。本文通過闡述支撐座自動仿形焊接機(jī)的基本原理和實現(xiàn)過程,論證了使用支撐座自動仿形焊接機(jī)進(jìn)行焊接,能夠獲得外部成型和內(nèi)部質(zhì)量良好的焊縫,并且在充分保證產(chǎn)品使用性能的同時,還一定程度降低了成本,提高了生產(chǎn)效率。
自動焊接機(jī)操作規(guī)程
格式:pdf
大小:19KB
頁數(shù):3P
4.5
1 自動焊接機(jī)安全操作保養(yǎng)規(guī)程 一、操作者必須持電焊操作證上崗。 二、啟動前的準(zhǔn)備工作 (一)工作場所必須保持空氣流通,防止由于工作氣體 的使用而造成用戶缺氧。 (二)不可在工作場所堆放易燃物品,以防發(fā)生火災(zāi)。 (三)檢查焊機(jī)外殼是否接地,電纜是否破損。 (四)檢查焊機(jī)各接線點是否松動,是否有因接觸不良 而燒損的設(shè)備。 (五)確認(rèn)保護(hù)氣是否有氣,管路是否漏氣。 三、設(shè)備運(yùn)行及相關(guān)操作 (一)按要求安裝好電加熱式氣體減壓器 (二)使用前必須先預(yù)熱5-10分鐘; (三)緩緩將氣瓶上的閥門打開(速度約5度/秒),這 時可觀察到壓力表的指針慢慢抬起,然后停在合適的刻度 上。 (四)閉合設(shè)備電氣箱空氣開關(guān)對設(shè)備上電,檢查電氣 箱和機(jī)身是否漏電(發(fā)現(xiàn)漏電須排除后進(jìn)行下一步操作)。 (五)檢查電氣箱側(cè)面指示燈是否正常,發(fā)現(xiàn)異常須排 2 除后進(jìn)行下一步操作。 (六)檢查減速箱是否加注潤滑油,
鋁母線
格式:pdf
大小:24KB
頁數(shù):1P
4.4
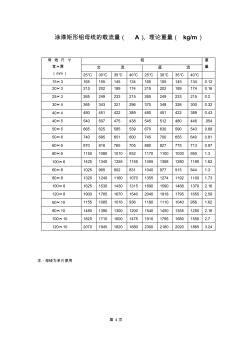
涂漆矩形鋁母線的載流量(a)、理論重量(kg/m) 母線尺寸 寬×厚 (mm) 鋁重 量交流直流 25℃30℃35℃40℃25℃30℃35℃40℃ 15×31651551451341651551451340.12 20×32152021891742152021891740.16 25×32652492332152652492332150.2 30×43653433212963703483263000.32 40×44804514223894804514223890.43 40×5540507475438545512480446.054 50×56656255855396706305905430.68 50×67406

拉線棒成形焊接機(jī)-baidu
格式:pdf
大小:2.2MB
頁數(shù):5P
4.5
拉線棒成型焊接機(jī)介紹 一、簡介: 電力拉線棒成型焊接機(jī)是一種拉線棒加工專用設(shè)備,該設(shè)備能對圓鋼 一次彎曲成形并完成雙面焊接,在降低勞動強(qiáng)度的同時,提高了工作效率, 并且保證了產(chǎn)品的焊接質(zhì)量。 二、產(chǎn)品組成: 本機(jī)由鋼筋彎曲單元、焊接單元、液壓單元、焊機(jī)(客戶自備)、電氣 控制部分組成。 1、圓鋼彎曲單元由鋼板焊接的機(jī)身、減速機(jī)和彎曲模具組成。 2、焊接單元由調(diào)速電機(jī)、絲杠導(dǎo)軌、壓料裝置、焊槍固定器、焊槍調(diào) 節(jié)裝置組成,控制焊接長度、焊接速度、圓鋼合縫、槍姿調(diào)正等 動作和工作。 3、液壓單元由液壓站和油缸等組成,兩個油缸對圓鋼進(jìn)行壓緊(保證 彎曲長度一致)和彎曲成型。 4、焊機(jī)為二保焊機(jī),由客戶選擇。 5、電氣控制部分由低壓元器件、電機(jī)、文本控制機(jī)等組成,控制整個 電氣的自動運(yùn)行。 以下為參考圖片: a、彎曲部分:(拉線棒端頭直徑由主機(jī)旋轉(zhuǎn)軸外面耐磨套決定,根據(jù) 尺寸選用,屬于易損件)
電廠用鋁母線焊接工藝的制定 電廠用鋁母線焊接工藝的制定
格式:pdf
大小:40KB
頁數(shù):2P
4.8
介紹了發(fā)電廠封閉鋁母線、管形鋁母線的焊接工藝,尤其是管形鋁母線對接焊口不加襯管,采用交流鎢極脈沖氬弧焊、內(nèi)部充氬氣工藝,單面焊雙面成型焊接取得了成功。
空冷機(jī)組冬季鋁母線焊接工藝 空冷機(jī)組冬季鋁母線焊接工藝
格式:pdf
大小:189KB
頁數(shù):未知
4.7
針對某電廠在冬季焊接鋁母線施工條件惡劣實際情況。通過做好了防風(fēng)、防雨措施,冬季做好防寒保溫棚并加強(qiáng)預(yù)熱等措施;嚴(yán)格執(zhí)行質(zhì)量控制程序,加強(qiáng)各環(huán)節(jié)的監(jiān)督與控制,最終達(dá)到了較好的質(zhì)量效果。
大型機(jī)組鋁母線TIG與MIG焊接工藝 大型機(jī)組鋁母線TIG與MIG焊接工藝
格式:pdf
大小:142KB
頁數(shù):未知
4.3
此文論述了常熱電廠1、2號機(jī)組管母線(lfzi)的tig焊和主母線、封母線(l2)mig焊的焊接過程,特別是對tig焊和mig焊兩種方法的點固焊、預(yù)熱及層間溫度控制、引弧方式、操作方式、焊接規(guī)范參數(shù)的選定、送絲方式及熔滴過渡形式的異同點進(jìn)行了分析與實踐,積累了一套行之有效的經(jīng)驗和數(shù)據(jù),為以后的電廠工程建設(shè)和理論研究提供了有益的經(jīng)驗和資料。
不加襯管管形鋁母線焊接技術(shù) 不加襯管管形鋁母線焊接技術(shù)
格式:pdf
大小:129KB
頁數(shù):未知
4.7
邯峰電廠升壓站所采用的鋁母線為管形,焊口不加襯管,難以采用一般的交流手工鎢極氬弧焊進(jìn)行焊接。采用交流方波脈沖手工鎢極氬弧焊,以及平焊位置、內(nèi)部充氬技術(shù)較好地解決了這一難題。本文介紹了對其進(jìn)行的工藝試驗,以及實際的焊接過程。
計算機(jī)控制自動鋁母線焊接機(jī)相關(guān)
文輯推薦
知識推薦
百科推薦


職位:暖通弱點電氣工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


