




金屬彎曲試驗
格式:pdf
大小:49KB
頁數:3P
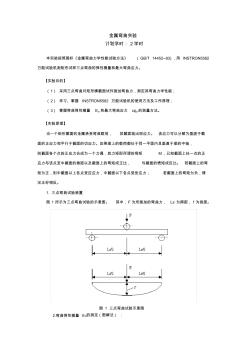
金屬彎曲實驗 計劃學時:2學時 本實驗按照國標《金屬彎曲力學性能試驗方法》(gb/t14452--93),用instron5582 萬能試驗機測矩形試樣三點彎曲的彈性模量和最大彎曲應力。 【實驗目的】 (1)采用三點彎曲對矩形橫截面試件施加彎曲力,測定其彎曲力學性能; (2)學習、掌握instron5582萬能試驗機的使用方法及工作原理; (3)掌握彎曲彈性模量eb和最大彎曲應力σbb的測量方法。 【實驗原理】 當一個矩形截面的金屬承受彎曲載荷,其截面就出現應力。該應力可以分解為垂直于截 面的正應力和平行于截面的切應力。如果梁上的載荷都處于同一平面內且垂直于梁的中軸, 則截面各個點的正應力合成為一個力偶,其力矩即所謂的彎矩m,已知截面上任一點的正 應力與該點至中截面的垂距以及截面上的彎矩成正比,與截面的慣矩成反比。若截面上的彎 矩為正,則中截面以上各點受壓應

編輯推薦下載
金屬拉伸彎曲試驗1+1
格式:pdf
大小:27KB
頁數:3P
 4.8
4.8
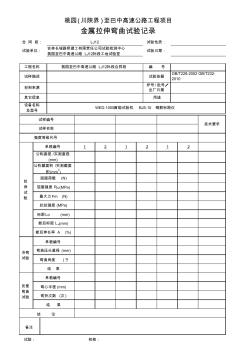
桃園(川陜界)至巴中高速公路工程項目 金屬拉伸彎曲試驗記錄 合同段:lj12試驗性質: 試驗單位: 吉林長城路橋建工有限責任公司試驗檢測中心 桃園至巴中高速公路lj12標段工地試驗室 試驗日期: 試樣描述試驗依據 gb/t228-2002gb/t232- 2010 工程名稱桃園至巴中高速公路lj12標段合同段編號 其它信息用途 材料來源 爐號/批號/ 出廠日期 設備名稱 及型號 wed-1000b萬能試驗機bj5-10鋼筋標距儀 試樣編號 試樣名稱 單根編號121212 強度等級代號 公稱直徑/實測直徑 (mm) 公稱截面積/實測截面 積(mm2) 屈服荷載(n) 屈服強度rel(mpa) 最大力fm(n) 抗拉強度(mpa) 標距lo(mm) 斷后標距lu(mm) 斷后伸長率a(%) 單根編號 彎曲
金屬材料彎曲試驗方法 (2)
格式:pdf
大小:32KB
頁數:3P
4.5
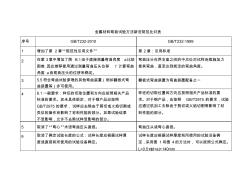
金屬材料彎曲試驗方法新舊規范比對表 序號gb/t232-2010gb/t232-1999 1增加了第2章“規范性引用文件”第2章:引用標準 2在第3章中增加了圖b.1由于直接測量彎曲角度a比較 困難,因此推薦使用通過測量彎曲壓頭位移f計算彎曲 角度a由彎曲壓頭的位移來確定。 彎曲壓頭在兩支座之間的中點處對試樣連續施加力 使其彎曲,直至達到規定的彎曲角度。 35.5符合彎曲試驗原理的其他彎曲裝置(例如翻板式彎 曲裝置等)亦可使用。 翻板式彎曲裝置為彎曲裝置配備之一 46.1一般要求:樣坯的切取位置和方向應按照相關產品 標準的要求。如未具體規定,對于鋼產品應按照 gb/t2975的要求,試樣應去除由于剪切或火焰切割或 類似的操作而影響了材料性能的部分。如果試驗結果 不受影響,允許不去除試樣受影響的部分。 樣坯的切取位置和方向應按照相關產品標準的要 求。對于鋼產
金屬材料焊接的破壞試驗彎曲試驗熱門文檔
金屬材料彎曲試驗方法
格式:pdf
大小:404KB
頁數:4P
4.4
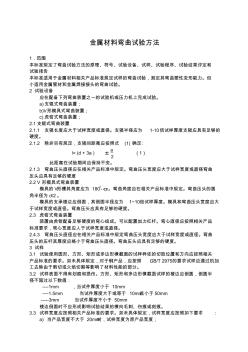
金屬材料彎曲試驗方法 1.范圍 本標準規定了彎曲試驗方法的原理、符號、試驗設備、試樣、試驗程序、試驗結果評定和 試驗報告 本標準適用于金屬材料相關產品標準規定試樣的彎曲試驗,測定其彎曲塑性變形能力。但 小適用金屬管材和金屬焊接接頭的彎曲試驗。 2試驗設備 應在配備下列彎曲裝置之一的試驗機或壓力機上完成試驗。 a)支輥式彎曲裝置; b)v形模具式彎曲裝置; c)虎鉗式彎曲裝置; 2.1支輥式彎曲裝置 2.1.1支輥長度應大于試樣寬度或直徑。支輥半徑應為1-10倍試樣厚度支輥應具有足夠的 硬度。 2.1.2除非另有規定,支輥間距離應按照式(1)確定: l=(d+3a)± 2 a(1) 此距離在試驗期間應保持不變。 2.1.3彎曲壓頭直徑應在相關產品標準中規定。彎曲壓頭寬度應大于試樣寬度或直徑彎曲 壓頭應具有足夠的硬度 2.2
 金屬材料彎曲試驗壓頭位移與角度關系的程序編制
金屬材料彎曲試驗壓頭位移與角度關系的程序編制 金屬材料彎曲試驗壓頭位移與角度關系的程序編制
格式:pdf
大小:158KB
頁數:3P
4.3
鋼筋原材和鋼筋閃光對焊在試驗檢測中需要進行抗彎試驗,目前常用的角度量測方法為目測,為此不可避免產生一些誤差。為此本文根據《金屬材料彎曲試驗法》gb/t232-2010相關規定編制了試驗壓頭行程與角度關系的應用程序,提高了試驗檢測的嚴肅性和準確度。

韓國標準sb08042019金屬材料彎曲試驗(中文)
格式:pdf
大小:497KB
頁數:5P
4.6
韓國標準sb08042019金 屬材料彎曲試驗(中文) 金屬材料彎曲試驗 產業標準審議會 2001年4月11日更新 韓國標準協議發行 韓國產業規格 金屬材料彎曲試驗 序文本規格以1985年第一次發行的iso7438metallicmaterials-bendtest為依據,不變更 技術內容和規格敘述形式方式制定的韓國產業規格。本規格代替以前公布的ksb0803:1977 金屬材料彎曲試驗片及ksb0804:1997金屬材料彎曲試驗方法。 1適用范圍本規格對于可彈性變形特點的金屬材料的性能進行規定。本規格化適用于相關制 品規格中規定的金屬制品中所采取的試驗片進行的彎曲試驗。不適用于管材或焊接部等另有 規格的材料制品。 2原理彎曲試驗是以圓形、正四方形、直角四方形、多角形等斷面的試驗片在載荷方向沒有 變化的情況下彎曲到規定角度的試驗。 試驗片兩端軸與施加的彎曲載

金屬材料(非金屬管)彎曲試驗方法及程序
格式:pdf
大小:62KB
頁數:6P
4.4
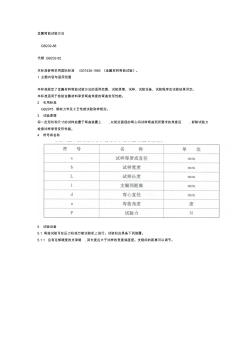
文件編號: 作業指導文件 金屬材料(非金屬管)彎曲試驗方法及程序 金屬材料(非金屬管)彎曲試驗方法及程序 編制: 文件編號: 作業指導文件 金屬材料(非金屬管)彎曲試驗方法及程序 審核: 批準: 生效日期:2016-10-8 受控標識處: 分發號: 發布日期:2016年9月30日實施日期:2016年10月8日 制/修訂記錄 序號更改原因更改內容簡述更改日期版本號備注 1新增程序2016-9-30a.0 文件編號: 作業指導文件 金屬材料(非金屬管)彎曲試驗方法及程序 1.0目的和范圍 1.1本文件規定了測定金屬材料彎曲塑性變形能力的試驗方法。 1.2本文件適用于金屬材料相關產品標準規定試樣的彎曲試樣。 1.3本文件不適用于金屬管材和金屬焊接接頭的彎曲試樣。 2.0規范性應用文件 下列文件對于本文件的作用是必不可少的
金屬材料焊接的破壞試驗彎曲試驗精華文檔

金屬材料焊接接頭機械性能試驗報告
格式:pdf
大小:31KB
頁數:2P
4.4
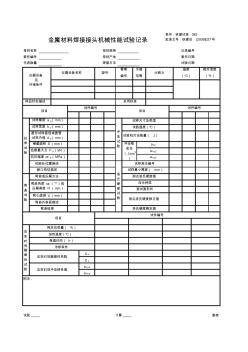
報告編號 委托編號 記錄編號 報告日期 試驗復核單位(章) 試樣尺寸及類型 試驗溫度(℃) 彎曲角度α(°)或壓扁高度h(mm) 彎心直徑d(mm) 彎曲成壓扁外表面描述 彎曲成壓扁結果 斷裂位置 斷口特征 彎曲或壓扁方法 試驗結果 試件編號項目 橫截面積s(mm) 拉斷最大力fb(kn) 抗拉強度σb(mpa) 拉伸 試驗 測點洛氏硬度值 壓頭種類 測試面形狀 測點洛氏硬度修正值 試驗機打擊能量(j) 沖擊吸收功akvaku2或aku5(j/cm 2) 試樣測點編號 試樣最小厚度(mm) 冷卻條件 應變時效敏感性系數cv或cu 應變時效沖擊韌性值akvs或akus 檢測評定依據: 應變時效 敏感性試 驗 洛氏硬度確定值 殘余應變量(%) 加熱溫度(℃) 保溫時間(h) 彎曲 試驗 沖擊 試驗 洛氏硬度 試驗 標準規定值 工程名稱 施工部位
金屬材料焊接接頭機械性能試驗記錄
格式:pdf
大小:32KB
頁數:2P
4.5
應變時效沖擊韌性值 akvs cu 附注: akus 冷卻條件 加熱溫度(℃) 彎 曲 試 驗 應 變 時 效 敏 感 性 試 驗 殘余應變量(%) 保溫時間(h) 應變時效敏感性系數 cv 項目 試件編號 彎心直徑d(mm) 彎曲外表面描述 測點洛氏硬度修正值 彎曲或壓扁方法 彎曲結果 彎曲角度α(°)或 壓扁高度h(mm) 斷口特征描述試樣最小厚度(mm) 洛 氏 硬 度 試 驗 試樣測點編號 測點洛氏硬度值 測試面形狀 洛氏硬度確定值 壓頭種類 抗拉強度σb(mpa)aku5 橫截面積s(mm)沖擊吸 收功 (j/cm2 ) akv 拉斷最大力fb(kn) 試樣寬度b0(mm)試驗溫度(℃) 沖 擊 試 驗 試樣尺寸及類型 拉斷處位置描述 試驗機打擊能量(j) aku2 拉 伸 試 驗 試樣厚度a0(mm) 圓形試樣直徑或圓管
鋼材反復彎曲試驗試驗
格式:pdf
大小:18KB
頁數:2P
4.7
鋼材反復彎曲性能試驗 02.13.2—1 一.目的 檢測鋼材反復彎曲性能指標,指導檢測人員按規程正確操作,保證檢 測結果科學準確。 二.檢測參數及執行標準 反復彎曲。 執行標準: gb/t238-2002《金屬材料線材反復彎曲試驗方法》 三.適用范圍 適用于直徑或厚度為0.3mm~10mm的金屬線材。 四.職責 檢測人員必須認真執行國家標準,按操作規程做好檢測工作,整理數據 記錄,編制報告,并給出等級結果的判定。 五.樣本大小及抽樣方法 鋼材應按批進行檢查和驗收,每批重量不大于60t,每批應由同牌號、 同一爐罐號、同一規格的鋼筋組成。從每批的鋼筋中,任取四根,截掉每 根鋼筋距端部50cm,截取規定長度的鋼筋作試樣,二根作反復彎曲試驗。 六.儀器設備 反復彎曲試驗機、游標卡尺、鋼板尺 七.環境條件 10℃~35℃下的物理室內進行。 八.試驗步驟 1.根據下表所列線材直徑,
金屬管彎曲試驗操作規程
格式:pdf
大小:47KB
頁數:2P
4.7
好好學習社區 更多優惠資料下載:http://www.***.***德信誠培訓網 金屬管彎曲試驗操作規程 (iso9001-2015) 1.0目的和范圍 1.1本文件規定了測定圓形橫截面的金屬管彎曲塑性變形能力的試驗方法。 1.2本文件適用于外徑≤65mm的鋼管。 1.3外徑≤60mm的直縫電焊鋼管,可用彎曲試驗代替壓扁試驗。 1.4金屬管橫向條狀試樣的彎曲試樣方法應根據gb/t232來進行,以增加試樣 的原始彎曲率。 2.0符號,名稱和單位 本文件使用的符號,名稱和單位在下表中規定。 符號名稱單位 a(1)管壁厚度mm d金屬管原始外徑mm l試樣原始長度mm r彎心半徑mm α彎曲角度(o) (1)在鋼管標準中也用符號t表示此參數 3.0規范性應用文件 下列文件對于本文件的作用是必不可少的。凡是注日期的應用文件,僅注日期
焊接壓力表扭轉彎曲試驗臺 焊接壓力表扭轉彎曲試驗臺
格式:pdf
大小:166KB
頁數:3P
4.5
焊接、切割及類似工藝用壓力表扭轉彎曲試驗臺(簡稱扭彎試驗臺)是根據專業標準zbn11001-86規定,為了對φ60、φ50、φ40“焊接壓力表”進行扭轉彎曲試驗而研制的專用試驗設備。它是模擬焊接壓力表在使用環境中根據實際情況而設計的,是試驗室用的專用試驗設備。
金屬材料焊接的破壞試驗彎曲試驗最新文檔

金屬材料焊接期未試題
格式:pdf
大小:5KB
頁數:2P
4.7
1 193班金屬材料焊接期未試題 一、填空題 1、不銹鋼是指主加元素的質量分數鉻大于()的鋼,它在空氣中具有不銹的特性。 2、不銹鋼按化學成分不同,不銹鋼可分為()不銹鋼和()不銹鋼。按 性能不同,不銹鋼分為()不銹鋼和()不銹鋼。按組織類型不同 可分為()不銹鋼,()不銹鋼、()不銹鋼、() 不銹鋼和()不銹鋼。 3、不銹鋼的主要腐蝕形式有()、()、()、()、 ()5種。 4、防止不銹鋼焊接接頭產生晶間腐蝕的措施有()和()措施兩種。 5、不銹鋼的固容處理是指將奧氏體不銹鋼加熱到(),使碳化物溶入奧氏體, 然后急速冷卻,使碳化物來不及析出,得到成分均勻的奧氏體組織。固溶處理是防止產生 ()腐蝕的重要手段。 6、不銹鋼的穩定化處理是一般加熱到()溫度,并保溫2小時。是針對含 有穩定劑的奧氏體不銹鋼設計的一種熱處理工藝。 7、奧氏體不銹
金屬彎曲試驗方法
格式:pdf
大小:742KB
頁數:3P
4.7
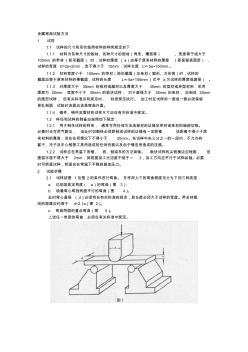
金屬彎曲試驗方法 1試樣 1.1試樣的尺寸和形狀按照材料的種類規定如下: 1.1.1材料為各種尺寸的板材、各種尺寸的型材(角形、槽型等)、寬度等于或大于 100mm的帶材(矩形截面)時,試樣的厚度(a)應等于原來材料的厚度(即保留表面層), 試樣的寬度b=2a+2mm,但不得小于10mm,試樣長度l≈5a+150mm。 1.1.2材料寬度小于100mm的帶材(矩形截面)及條材(圓形、方形等)時,試樣的 截面應等于原來材料的橫截面,試樣的長度l≈5a+150mm(式中a為試樣的厚度或直徑)。 1.1.3對厚度大于30mm的板材或扁材以及厚度大于35mm的型材或異型材料,采用 厚度為20mm,寬度不小于30mm的板狀試樣;對于直徑大于35mm的條材,應制成25mm 的圓形試樣,但有關標準另有規定時,則按規定執行。加工時在試樣的
金屬彎曲試驗方法
格式:pdf
大小:806KB
頁數:5P
4.7
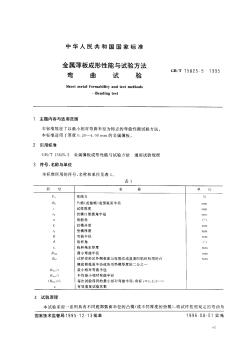
金屬彎曲試驗方法 gb232-88 代替gb232-82 本標準參照采用國際標準is07438-1985《金屬材料彎曲試驗》。 1主題內容與適用范圍 本標準規定了金屬材料彎曲試驗方法的適用范圍、試驗原理、試樣、試驗設備、試驗程序及試驗結果評定。 本標準適用于檢驗金屬材料承受彎曲角度的彎曲變形性能。 2引用標準 gb2975鋼材力學及工藝性能試驗取樣規定。 3試驗原理 將一定形狀和尺寸的試樣放置于彎曲裝置上,以規定直徑的彎心將試樣彎曲到所要求的角度后,卸除試驗力 檢查試樣承受變形性能。 4符號和名稱 5試驗設備 5.1彎曲試驗可在壓力機或萬能試驗機上進行。試驗機應具備下列裝置。 5.1.1應有足夠硬度的支承輥,其長度應大于試樣的寬度或直徑。支輥間的距離可以調節。 5.1.2具有不同直徑的彎心,彎心直徑由有關標準規定,其寬度應大于試樣的寬度或直徑。彎心
ASTME290-14金屬材料延性彎曲試驗方法
格式:pdf
大小:612KB
頁數:18P
4.5
astme290-2014 金屬材料延性彎曲試驗方法 standardtestmethodsforbendtestingof materialforductility astme290-2014金屬材料延性彎曲試驗方法 1 金屬材料延性彎曲試驗的標準試驗方法 ① 本標準是以固定代號e290發布的。其后的數字表示原文本正式通過的年號;在有修訂的情況下,為最后一次的 修訂年號;圓括號中數字為最后一次重新確認的年號。上標符號(ε)表示與上次修改或重新確定的版本有編輯上的 變化。 本標準已經美國國防部認可采用。 1.范圍 1.1本試驗方法適用于金屬材料延性彎曲試驗方法。本方法包括4種試樣在約束情況下的彎曲試驗; 采用規定尺寸的芯軸或芯棒,在試樣中點部位施力將試樣兩臂彎曲至規定距離的導向彎曲試驗;試 樣與芯軸接觸,彎曲到規定的角度或彎曲到規定內半徑曲線,并在保持彎曲力
焊接接頭強度不等組配試樣的三點彎曲試驗 焊接接頭強度不等組配試樣的三點彎曲試驗
格式:pdf
大小:91KB
頁數:3P
4.4
利用模擬焊接接頭試樣三點彎曲試驗的方式,就焊接接頭強度組配對其斷裂性能的影響進行了研究,結果發現:焊接接頭強度組配的不同對其斷裂韌性和裂紋擴展驅動力都有不同程度的影響.
10CrNi3MoV鋼焊接接頭彎曲試驗彎心直徑的探討 10CrNi3MoV鋼焊接接頭彎曲試驗彎心直徑的探討
格式:pdf
大小:419KB
頁數:3P
4.6
采用不同彎心直徑,測定了屈服強度為590mpa級10crni3mov鋼焊接接頭彎曲試驗后不同部位的伸長率,并結合該級別鋼彎曲試驗的其它相關規定,說明了現行的10crni3mov鋼焊接接頭彎曲試驗中彎心直徑的規定比較苛刻,亟待修訂。
 用四點彎曲試驗確定焊接接頭的薄弱區
用四點彎曲試驗確定焊接接頭的薄弱區 用四點彎曲試驗確定焊接接頭的薄弱區
格式:pdf
大小:154KB
頁數:3P
4.5
通過全厚度的四點彎曲試驗確定了14mnnbq鋼焊接接頭的薄弱區,該方法簡單直觀,其結果得到了沖擊試驗的驗證
波紋金屬軟管U型彎曲試驗機的設計及應用 波紋金屬軟管U型彎曲試驗機的設計及應用
格式:pdf
大小:131KB
頁數:2P
4.4
針對公司特種汽車中使用的波紋金屬軟管(外購產品)出現的漏油現象,設計了一臺波紋金屬軟管u型彎曲試驗機。經試驗機檢測合格的波紋金屬軟管用于車輛后,提高了車輛的安全性。
金屬材料焊接的破壞試驗彎曲試驗相關
文輯推薦
知識推薦
百科推薦


職位:中/高級建筑師
擅長專業:土建 安裝 裝飾 市政 園林


