

凈水廠工藝管道手工電弧焊操作中保證焊接質量的幾點經驗
格式:pdf
大小:68KB
頁數:1P
人氣 :95
 4.4
4.4
凈水場廠內輸水管道大部分為碳鋼板卷焊管,其材質多為:A3、45~#和20g等,管道多為手工電弧焊接和法蘭聯結。施工中常產生一些焊接缺陷,嚴重的影響了施工質量。經過多年施工,我們總結出手工電弧焊較易產生的缺陷主要有:1、焊不透;2、夾渣;3、氣孔;4、裂紋;5、咬邊。通過無損探傷和X光復檢結果分析,產生以上5種缺陷原因主要有: ①焊不透的原因是由焊接電流過小,對口間隙過小,坡口角度不當,焊速過快




手工電弧焊的基本操作技術
格式:pdf
大小:41KB
頁數:2P
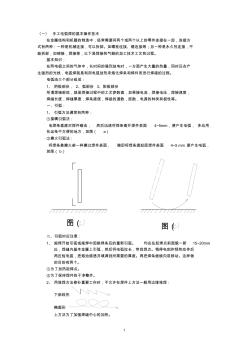
1 〈一〉手工電弧焊的基本操作技術 在金屬結構和機器的制造中,經常需要將兩個或兩個以上的零件連接在一起,連接方 式有兩種:一種是機械連接,可以拆卸。如螺栓連接、鍵連接等;另一種是永久性連接,不 能拆卸,如鉚接,焊接等,以下是焊接和氣割的加工技術工藝和過程。 基本知識: 在兩電極之間的氣體中,長時間的強烈放電時,一方面產生大量的熱量,同時還會產 生強烈的光線,電弧焊就是利用電弧放熱來熔化焊條和焊件而進行焊接的過程。 電弧由三個部分組成: 1、陰極部份,2、弧部份3、陽極部份 所謂焊接規范,就是焊接過程中的工藝參數值,如果接電流,焊接電壓,焊接速度, 焊縫長度,焊縫厚度,焊條直徑,焊接的道數,層數,電源的種類和極性等。 一、引弧: 1、引弧方法通常有兩種: ①接嘴引弧法: 電焊條垂直對焊件碰擊,然后迅速將焊條離開焊件表面4~5mm,便產生電弧,多應用 在運條不方便的地方,如圖
編輯推薦下載
鋼結構手工電弧焊焊接質量控制
格式:pdf
大小:21KB
頁數:4P
4.7
鋼結構手工電弧焊焊接工程質量管理 1、依據標準: 《建筑工程施工質量驗收統一標準》gb50300-2001 《鋼結構工程施工質量驗收規范》gb50205-2001 2、施工準備 2.1材料及主要機具 2.1.1電焊條:其型號按設計要求選用,必須有質量證明書。按要求施焊前經過烘焙。嚴禁使用藥 皮脫落、焊芯生銹的焊條。設計無規定時,焊接q235鋼時宜選用e43系列碳鋼結構焊條;焊接16mn 鋼時宜選用e50系列低合金結構鋼焊條;焊接重要結構時宜采用低氫型焊條(堿性焊條)。按說明書 的要求烘焙后,放入保溫桶內,隨用隨取。酸性焊條與堿性焊條不準混雜使用。 2.1.2引弧板:用坡口連接時需用弧板,弧板材質和坡口型式應與焊件相同。 2.1.3主要機具:電焊機(交、直流)、焊把線、焊鉗、面罩、小錘、焊條烘箱、焊條保溫桶、鋼絲 刷

手工電弧焊焊接工藝資料
格式:pdf
大小:85KB
頁數:10P
4.5
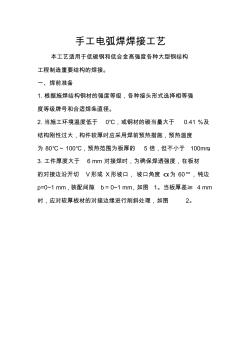
手工電弧焊焊接工藝 本工藝適用于低碳鋼和低合金高強度各種大型鋼結構 工程制造重要結構的焊接。 一、焊前準備 1.根據施焊結構鋼材的強度等級,各種接頭形式選擇相等強 度等級牌號和合適焊條直徑。 2.當施工環境溫度低于0℃,或鋼材的碳當量大于0.41%及 結構剛性過大,構件較厚時應采用焊前預熱措施,預熱溫度 為80℃~100℃,預熱范圍為板厚的5倍,但不小于100mm。 3.工件厚度大于6mm對接焊時,為確保焊透強度,在板材 的對接邊沿開切v形或x形坡口,坡口角度α為60°,鈍邊 p=0~1mm,裝配間隙b=0~1mm,如圖1。當板厚差≥4mm 時,應對較厚板材的對接邊緣進行削斜處理,如圖2。 4.焊條烘焙:酸性藥皮類型焊條焊前烘焙150℃×2保溫2 小時;堿性藥皮類焊條焊前必須進行300~350℃×2烘焙, 并保溫2小時才能使用
凈水廠工藝管道手工電弧焊操作中保證焊接質量的幾點經驗熱門文檔
手工電弧焊焊接工藝標準
格式:pdf
大小:42KB
頁數:7P
4.6
手工電弧焊焊接工藝標準 1.手工電弧焊焊接施工工藝標準 1.1適用范圍 本工藝適用于鋼結構制作與安裝手工電弧焊焊接工藝。工藝規定了一般低碳鋼、普通低合金高強度鋼手 工電弧焊的基本要求。凡各工程的工藝中無特殊要求的結構件手工電弧焊均應按本工藝規定執行。 1.2??引用標準 (1)鋼結構工程施工質量驗收規范(gb50205—2001); (2)建筑工程施工質量驗收統一標準(gb50300—2001); (3)建筑鋼結構焊接規程(jgj81—2002); (4)碳鋼焊條(gb5117—85); (5)低合金鋼焊條(gb5118—85); (6)鋼結構焊縫外形尺寸(gb10854—89); (7)焊接質量保證鋼熔化焊接接頭的要求和缺陷等級(gb/t12469—90); (8)鋼焊縫手工超聲波探傷和探傷結果的分級(gb11345—89)。
手工電弧焊焊接工藝
格式:pdf
大小:85KB
頁數:10P
4.6
手工電弧焊焊接工藝 本工藝適用于低碳鋼和低合金高強度各種大型鋼結構 工程制造重要結構的焊接。 一、焊前準備 1.根據施焊結構鋼材的強度等級,各種接頭形式選擇相等強 度等級牌號和合適焊條直徑。 2.當施工環境溫度低于0℃,或鋼材的碳當量大于0.41%及 結構剛性過大,構件較厚時應采用焊前預熱措施,預熱溫度 為80℃~100℃,預熱范圍為板厚的5倍,但不小于100mm。 3.工件厚度大于6mm對接焊時,為確保焊透強度,在板材 的對接邊沿開切v形或x形坡口,坡口角度α為60°,鈍邊 p=0~1mm,裝配間隙b=0~1mm,如圖1。當板厚差≥4mm 時,應對較厚板材的對接邊緣進行削斜處理,如圖2。 4.焊條烘焙:酸性藥皮類型焊條焊前烘焙150℃×2保溫2 小時;堿性藥皮類焊條焊前必須進行300~350℃×2烘焙, 并保溫2小時才能使用

手工電弧焊焊接工藝規程
格式:pdf
大小:10KB
頁數:5P
4.8
手工電弧焊焊接工藝規范 電弧焊,焊接工藝,手工,規范 手工電弧焊焊接工藝規范 1范圍 本規范規定了船體手工電弧焊焊接前準備、人員、工藝要求和過程及檢驗。 本規范適用于采用低碳鋼、低合金鋼制造的船體構件的焊接。對特殊鋼材,結構剛性較大 以及有特殊要求時,均應另行制定專門焊接工藝規程。 2規范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊縫返修通用工藝規范 3焊接前準備 3.1焊接材料選配原則 3.1.1選用的焊接材料應具有相應船檢證書。 3.1.2焊接材料級別應與船體結構用鋼材級別相匹配,見表1。 表1焊接材料與船體結構鋼材級別的匹配 焊接材料級別船體結構鋼材級別 1a 2abd 3abde 1ya32a3

手工電弧焊焊接工藝規范
格式:pdf
大小:100KB
頁數:8P
4.5
sws 上海外高橋造船有限公司企業標準 q/sws42-022-2003 手工電弧焊焊接工藝規范 2003-04-25發布2003-05-10實施 上海外高橋造船有限公司發布 前言 本規范為公司新編制企業標準。是根據公司的生產實際經驗并參照有關船廠企業標準編 制而成。 本規范代替g16-sws005《船體手工電弧焊通用工藝》。 本規范發布時,g16-sws005《船體手工電弧焊通用工藝》同時作廢。 本規范由上海外高橋造船有限公司提出; 本規范由設計部歸口。 本規范起草部門:設計部。 本規范主要起草(編制):陳國權 標檢:徐玉珍 審核:孫嘉鈞 本規范由總工程師南大慶批準。 手工電弧焊焊接工藝規范 1范圍 本規范規定了船體手工電弧焊焊接前準備、人員、工藝要求和

手工電弧焊焊接工藝規范
格式:pdf
大小:95KB
頁數:8P
4.4
船舶制造焊接工藝規范 阜寧縣阜城才林船舶保養廠 手工電弧焊焊接工藝規范 1范圍 本規范規定了船體手工電弧焊焊接前準備、人員、工藝要求和過程及檢驗。 本規范適用于采用低碳鋼、低合金鋼制造的船體構件的焊接。對特殊鋼材, 結構剛性較大以及有特殊要求時,均應另行制定專門焊接工藝規程。 2規范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊縫返修通用工藝規范 3焊接前準備 3.1焊接材料選配原則 3.1.1選用的焊接材料應具有相應船檢證書。 3.1.2焊接材料級別應與船體結構用鋼材級別相匹配,見表1。 表1焊接材料與船體結構鋼材級別的匹配 焊接材料級別船體結構鋼材級別 1a 2abd 3abde 1ya32a36 2ya32a36d32d36 3ya32a36d32d36e32
凈水廠工藝管道手工電弧焊操作中保證焊接質量的幾點經驗精華文檔

01手工電弧焊操作規程
格式:pdf
大小:69KB
頁數:4P
4.6
手工電弧焊操作規程 1目的 規范常用碳素結構鋼及低合金結構鋼手工電弧焊的設備,工藝過程,材料,操作技術要素,焊接質 量檢驗及焊接缺陷消除方法,確保手工電弧焊質量。 2適用范圍 適用于本企業碳素結構鋼及合金結構鋼全方位手工電弧焊。 3引用標準 gb/t985-1988氣焊、手工電弧焊及氣體保護焊焊縫坡口的基本形式和尺寸 gb/t5185-1985金屬焊接及釬焊方法在圖樣上的表示代號 gb/t324-1988焊縫符號表示法 gb/t5117-1995碳鋼焊條 gb/t5118-1995低合金鋼焊條 gb/t12467.3~4-1998焊接質量要求金屬材料的熔化焊 jb928-67焊

手工電弧焊操作流程
格式:pdf
大小:1.5MB
頁數:17P
4.4
綜合維修車間培訓教材(一) 手工電弧焊操作教程 綜合維修車間 二〇一六年一月 2/172 手工電弧焊操作流程 電弧焊是熔化焊中最基本的焊接方法,它也是在各種焊接方法中應用最普遍的焊接 方法,其中最簡單最常見的是用手工操作電焊條進行焊接的電弧焊,稱為手工電弧焊, 簡稱手弧焊。手弧焊的設備簡單,操作方便靈活,適應性強。它適用于厚度2mm以上的 各種金屬材料和各種形狀結構的焊接,尤其適于結構形狀復雜、焊縫短或彎曲的焊件和 各種不同空間位置的焊縫焊接。手弧焊的主要缺點是焊接質量不夠穩定,生產效率較低, 對操作者的技術水平要求較高。 手弧焊的焊接過程:首先將電焊機的輸出端兩極分別與焊件和焊鉗連接,如圖5-4 所示。再用焊鉗夾持電焊條。焊接時在焊條與焊件之間引出電弧,高溫電弧將焊條端頭 與焊件局部熔化而形成熔池。然后,熔池迅速冷卻、凝固形成焊縫,使分離的兩塊焊件 牢固地連接成一整體。焊條的

鋼結構手工電弧焊焊接
格式:doc
大小:53KB
頁數:4P
4.5
鋼結構手工電弧焊焊接 1范圍 本工藝標準適用于一般工業與民用建筑工程中鋼結構制作與安裝手工電弧焊焊接工程。 2施工準備 2.1材料及主要機具: 2.1.1電焊條:其型號按設計要求選用,必須有質量證明書。按要求施焊前經過烘焙。嚴禁使用藥皮脫落、焊芯生銹的焊條。設計無規定時,焊接q235鋼時宜選用e43系列碳鋼結構焊條;焊接16mn鋼時宜選用e50系列低合金結構鋼焊條;焊接重要結構時宜采用低氫型焊條(堿性焊條)。按說明書的要求烘焙后,放入保溫桶內,隨用隨取。酸性焊條與堿性焊條不準混雜使用。 2.1.2引弧板:用坡口連接時需用弧板,弧板材質和坡口型式應與焊件相同。 2.1.3主要機具:電焊機(交、直流)、焊把線、焊鉗、面罩、小錘、焊條烘箱、焊條保溫桶、鋼絲刷、石棉布、測溫計等。 2.2作業條件
鋼結構手工電弧焊焊接
格式:pdf
大小:10KB
頁數:6P
4.5
鋼結構手工電弧焊焊接 1.1本標準僅適用于本工程次鋼構制作與安裝手工電弧焊焊接。 2.1材料及主要機具: 2.1.1電焊條:其型號按設計要求選用,必須有質量證明書。按 要求施焊前經過烘焙。嚴禁使用藥皮脫落、焊芯生銹的焊條。設計無 規定時,焊接q235鋼時宜選用e43系列碳鋼結構焊條;按說明書的 要求烘焙后,放入保溫桶內,隨用隨取。酸性焊條與堿性焊條不準混 雜使用。 2.1.2主要機具:電焊機(交、直流)、焊把線、焊鉗、面罩、 小錘、鋼絲刷、等。 2.2作業條件 2.2.1熟悉圖紙,做焊接工藝技術交底。 2.2.2施焊前應檢查焊工合格證有效期限,應證明焊工所能承擔 的焊接工作。 2.2.3現場供電應符合焊接用電要求。 2.2.4環境溫度低于0℃,對預熱,后熱溫度應根據工藝試驗確 定。 3.1工藝流程 作業準備→電弧焊接(平焊、立焊、橫焊、仰焊)
鋼結構手工電弧焊焊接
格式:pdf
大小:37KB
頁數:7P
4.8
鋼結構手工電弧焊焊接 1.1本工藝標準適用于一般工業與民用建筑工程中鋼結構制作與安 裝手工電弧焊焊接工程。 2.1材料及主要機具: 2.1.1電焊條:其型號按設計要求選用,必須有質量證明書。按 要求施焊前經過烘焙。嚴禁使用藥皮脫落、焊芯生銹的焊條。設計無 規定時,焊接q235鋼時宜選用e43系列碳鋼結構焊條;焊接16mn 鋼時宜選用e50系列低合金結構鋼焊條;焊接重要結構時宜采用低 氫型焊條(堿性焊條)。按說明書的要求烘焙后,放入保溫桶內,隨 用隨取。酸性焊條與堿性焊條不準混雜使用。 2.1.2引弧板:用坡口連接時需用弧板,弧板材質和坡口型式應 與焊件相同。 2.1.3主要機具:電焊機(交、直流)、焊把線、焊鉗、面罩、 小錘、焊條烘箱、焊條保溫桶、鋼絲刷、石棉布、測溫計等。 2.2作業條件 2.2.1熟悉圖紙,做焊接工藝技術交底。 2.2.2施焊前應檢查焊工合
凈水廠工藝管道手工電弧焊操作中保證焊接質量的幾點經驗最新文檔
手工電弧焊
格式:pdf
大小:834KB
頁數:11P
4.5
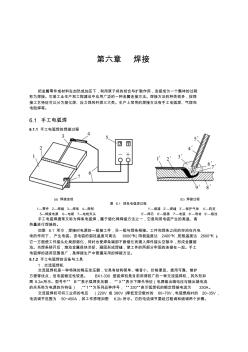
第六章焊接 把金屬零件或材料在加熱或加壓下,利用原子間的結合與擴散作用,連接成為一個整體的過程 稱為焊接。它是工業生產和工程建設中應用廣泛的一種金屬連接方法。焊接方法的種類很多,按焊 接工藝特征可以分為熔化焊、壓力焊和釬焊三大類。生產上常用的焊接方法有手工電弧焊、氣焊和 電阻焊等。 6.1手工電弧焊 6.1.1手工電弧焊的焊接過程 (a)焊接連線(b)焊接過程 圖6.1焊條電弧焊過程 1—零件2—焊縫3—焊條4—焊鉗1'—熔渣2'—焊縫3'—保護氣體4'—藥皮 5—焊接電源6—電纜7—地線夾頭5'—焊芯6'—熔滴7'—電弧8'—母材9'—熔池 手工電弧焊通常又稱為焊條電弧焊,屬于熔化焊焊接方法之一,它是利用電弧產生的高溫、高 熱量進行焊接的。 如圖6.1所示,焊接時電源的一極接工件,另一極與焊條相接。工件和焊條之間的空間在外電 場的作用下,產
焊接(手工電弧焊)技術交底
格式:pdf
大小:42KB
頁數:3P
4.4
技術交底記錄 編號:表12-1 工程名稱30萬噸/年芳烴抽提裝置土建工程施工部位手工電弧焊 施工圖號104-820a-062施工班組焊工班日期2005年4月2日 內容: 1本道工序的設計要求 本分項施工的部位為30萬噸/年芳烴抽提裝置有電弧焊的地方,為本交底適用于鋼筋及埋件手工電弧焊。 2上道工序的驗收標準: 2.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠合格證書及復檢報告單。 2.2鋼材:預埋件的鋼材不得有裂縫、銹蝕、變形,其截面尺寸和機械性能應符合設計要求。 2.3焊條:焊條的牌號應符合設計規定。如無設計規定時,應符合以下要求: 2.3.1藥皮應無裂縫、氣孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度。 2.3.2焊接過程中,電弧應燃燒穩定,藥皮熔化均勻,無成塊脫落現象。 2.3.3焊條必須根據焊條說明書的要求烘干后才能使
鋼筋手工電弧焊焊接
格式:pdf
大小:31KB
頁數:5P
4.6
鋼筋手工電弧焊 1范圍 本工藝標準適用于工業與民用建筑的鋼筋及埋件手工電弧焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口 鋼筋還應有化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。預埋件的錨爪應 用ⅰ、ⅱ級鋼筋。鋼筋應無老銹和油污。 2.1.2鋼材:預埋件的鋼材不得有裂縫、銹蝕、斑痕、變形,其斷面尺寸和機械性能應 符合設計要求。 2.1.3焊條:焊條的牌號應符合設計規定。如設計無規定時,應符合表1的要求,焊條 質量應符合以下要求: 鋼筋電弧焊使用的焊條牌號表1 項次鋼筋級別搭接焊、幫條焊坡口焊 1ⅰ級e4303e4303e4303 2ⅱ級e4303e4303e5003 3ⅲ級e5003e5003e5503 4ⅰ、ⅱ級與鋼板焊接e4303 注:不含
鋼結構手工電弧焊焊接 (2)
格式:pdf
大小:32KB
頁數:4P
4.7
鋼結構手工電弧焊焊接 1范圍 本工藝標準適用于一般工業與民用建筑工程中鋼結構制作與安裝手工電弧 焊焊接工程。 2施工準備 2.1材料及主要機具: 2.1.1電焊條:其型號按設計要求選用,必須有質量證明書。按要求施焊 前經過烘焙。嚴禁使用藥皮脫落、焊芯生銹的焊條。設計無規定時,焊接q235 鋼時宜選用e43系列碳鋼結構焊條;焊接16mn鋼時宜選用e50系列低合金結構 鋼焊條;焊接重要結構時宜采用低氫型焊條(堿性焊條)。按說明書的要求烘焙 后,放入保溫桶內,隨用隨取。酸性焊條與堿性焊條不準混雜使用。 2.1.2引弧板:用坡口連接時需用弧板,弧板材質和坡口型式應與焊件相 同。 2.1.3主要機具:電焊機(交、直流)、焊把線、焊鉗、面罩、小錘、焊條 烘箱、焊條保溫桶、鋼絲刷、石棉布、測溫計等。 2.2作業條件
手工電弧焊(氣焊)安全操作規程
格式:pdf
大小:5KB
頁數:2P
4.4
手工電弧焊工操作規程 1、應掌握一般電氣知識,遵守焊工一般安全規程,還應熟悉 滅火技術,觸電急救及人工呼吸方法。 2、工作前應檢查焊機電源線,引出線及各接線點是否良好: 線路橫越車行道應架空或安置保護蓋;焊機二次線路及外殼必 須良好接地;焊條的夾鉗絕緣必須良好。 3、雨天不準露天電焊,在潮濕地帶工作時,應站在鋪有絕緣 物品的地方并穿好絕緣鞋。 4、移動式電焊機從電力網上線或拆線,以及接地等工作均應 由電工進行。 5、工作時先接通電源開關,然后開啟電焊機;停止時,先要 關電焊機,才能拉斷電源開關。 6、移動電焊機位置,須先停機斷電;焊接中突然停電,應立 即關好電焊機。 7、在人多的地方焊接時,應安設遮欄檔住弧光。無遮擋時應 提醒周圍人員不要直視弧光。 8、換焊條時應戴好手套,身體不要靠在鐵板或其它導電物件 上。敲渣子時應戴上防護眼鏡。 9、焊接有色金屬件時,應加強
鋼結構手工電弧焊焊接工藝標準
格式:pdf
大小:24KB
頁數:6P
4.7
鋼結構手工電弧焊焊接工藝標準 1范圍 本工藝標準適用于一般工業與民用建筑工程中鋼結構制作與安裝手工 電弧焊焊接工程。 2施工準備 2.1材料及主要機具: 2.1.1電焊條:其型號按設計要求選用,必須有質量證明書。對有 需要進行烘焙要求的型號的焊條在施焊前要經過烘焙并要有記錄。嚴禁使用藥皮 脫落、焊芯生銹的焊條。設計無規定時,焊接q235鋼時宜選用e43系列碳鋼結 構焊條;焊接16mn鋼時宜選用e50系列低合金結構鋼焊條;焊接重要結構時 宜采用低氫型焊條(堿性焊條)。按說明書的要求烘焙后,放入保溫桶內,隨用隨 取。酸性焊條與堿性焊條不準混雜使用。 2.1.2引弧板:用坡口連接時需用弧板,弧板材質和坡口型式應與 焊件相同。 2.1.3主要機具:電焊機(交、直流)、焊把線、焊鉗、面罩、小錘、 焊條烘箱、焊條保溫桶、鋼絲刷、石棉布、測溫計等。 2.2作業條件 2.2
鋼結構手工電弧焊焊接工藝【工程施工】
格式:pdf
大小:22KB
頁數:3P
4.7
鋼結構手工電弧焊焊接 1范圍 本工藝標準適用于一般工業與民用建筑工程中鋼結構制作與安裝手工電弧焊焊接工程。 2施工準備 2.1材料及主要機具: 2.1.1電焊條:其型號按設計要求選用,必須有質量證明書。按要求施焊前經過烘焙。 嚴禁使用藥皮脫落、焊芯生銹的焊條。設計無規定時,焊接q235鋼時宜選用e43系列碳鋼 結構焊條;焊接16mn鋼時宜選用e50系列低合金結構鋼焊條;焊接重要結構時宜采用低 氫型焊條(堿性焊條)。按說明書的要求烘焙后,放入保溫桶內,隨用隨取。酸性焊條與堿 性焊條不準混雜使用。 2.1.2引弧板:用坡口連接時需用弧板,弧板材質和坡口型式應與焊件相同。 2.1.3主要機具:電焊機(交、直流)、焊把線、焊鉗、面罩、小錘、焊條烘箱、焊條 保溫桶、鋼絲刷、石棉布、測溫計等。 2.2作業條件 2.2.1熟悉圖紙,做焊接工藝技術

鋼結構手工電弧焊焊接施工工藝 (2)
格式:pdf
大小:130KB
頁數:8P
4.6
1 在此輸入你的公司名稱 logo 鋼結構手工電弧焊 焊接施工工藝 2 鋼結構手工電弧焊焊接施工工藝 3.1.6施工工藝 3.1.6.1工藝流程 3.1.6.2操作工藝 (1)焊接參數的選擇 1)焊條直徑的選擇 焊條直徑主要根據焊件厚度選擇,見表3.1.6.2-l。多層焊的第一層以及非水平位 置焊 接時,焊條直徑應選小一點。 2)焊接電流的選擇主要根據焊條直徑選擇電流,方法有兩種: 方法一、查表:見表3.1.6.2-2。 方法二、有近似的經驗公式可供估算: i=(30~55)φ 式中φ-焊條直徑,mm; i-焊接電流,ao 焊角焊縫時,電流要稍大些。 打底焊時,特別是焊接單面焊雙面成形焊道時,使用的焊接電流要小;填充焊時, 通常 3 用較大的焊接電流;蓋面焊時,為防止咬邊和獲得較美觀的焊縫,使用的電流稍 小些。 堿性焊條選用的焊接電流比酸性焊條小
(作業文件46)手工電弧焊焊接工藝規范
格式:pdf
大小:71KB
頁數:7P
4.5
版號: 蚌埠市神舟機械有限公司質量管理體系文件 手工電弧焊焊接工藝規程 sz/zy(j)-sc-h24 編制技術開發部 審核 批準 日期 蚌埠市神舟機械有限公司作業文件sz/zy(j)-sc-h24 版號:d/1頁碼2/7 手工電弧焊焊接工藝規程 1范圍 本規范規定了船體手工電弧焊焊接前準備、人員、工藝要求和過程及 檢驗。 本規范適用于采用低碳鋼、低合金鋼制造的船體構件的焊接。對特殊 鋼材,結構剛性較大以及有特殊要求時,均應另行制定專門焊接工藝規 程。 2規范性引用文件 cb/z39-87焊接材料的驗收、存放和使用 3焊接前準備 3.1焊接材料選配原則 3.1.1選用的焊接材料應具有相應船檢證書。 3.1.2焊接材料級別應與船體結構用鋼材級別相匹配。 3.1.3選用的焊條要有良好的工藝性和操作性能,對于船體結構規定選 用堿性低氫型焊條的部位,盡
凈水廠工藝管道手工電弧焊操作中保證焊接質量的幾點經驗相關
文輯推薦
知識推薦
百科推薦


職位:公路工程材料員
擅長專業:土建 安裝 裝飾 市政 園林


