

金屬表面處理及涂裝
格式:pdf
大小:16KB
頁(yè)數(shù):10P
人氣 :98
 4.3
4.3
金 屬 表面 處 理 機(jī) 涂 裝 相 關(guān) 知 識(shí) 目 錄 1.防腐在核工業(yè)工程中的重要性。 2.防腐蝕的方法。 3.涂裝前金屬表面預(yù)處理 4.涂裝方法 5.涂裝中出現(xiàn)的問題及原因 6.認(rèn)真的工作態(tài)度是防腐工作成敗的關(guān)鍵。 1.防腐在核工業(yè)工作中的重要性 ; 什么是金屬腐蝕? 金屬腐蝕是指金屬受到周圍介質(zhì)的電化學(xué)作用或化學(xué)作用而發(fā)生的 破壞作用。 一般習(xí)慣稱金屬在大氣中由于氧、水分子極其他雜質(zhì)引起的腐蝕稱為 銹蝕。 高溫下金屬被空氣中氧氣侵蝕稱為氧化,產(chǎn)物為氧化皮。 在強(qiáng)腐蝕介質(zhì)中如酸堿環(huán)境中發(fā)生的侵蝕叫腐蝕。 金屬腐蝕現(xiàn)象十分普遍,椐有關(guān)資料,世界每年生產(chǎn) 7億噸鋼鐵,與 此同時(shí)每年約有近 1/3的鋼鐵因腐蝕而報(bào)廢。去年我國(guó)鋼產(chǎn)量已超過了 一億噸,按此比例約有 3千萬(wàn)噸鋼鐵物品因?yàn)楦g而報(bào)廢。如果通過 提高防腐蝕工作的質(zhì)量從而將腐蝕損失減少一半,其收益都是巨大 的。所以


編輯推薦下載

金屬表面處理
格式:pdf
大小:80KB
頁(yè)數(shù):7P
4.7
教育訓(xùn)練教材 課時(shí):2h版次:1.0主題: 金屬表面處理后之檢驗(yàn)方法 適用對(duì)象: 教官:尋孔成日期: 一.電鍍五彩鋅(分掛鍍與滾鍍) 1.外觀 1.1鍍層結(jié)晶均勻,細(xì)致,連續(xù). 1.2不允許:鍍層粗糙,麻點(diǎn),黑點(diǎn),起泡,剝落和嚴(yán)重條紋,鈍化膜疏松起粉及嚴(yán)重的鈍 化液痕跡,局部無(wú)鍍層,手印,露白鋅. 1.3鈍化膜顏色:彩色鈍化膜應(yīng)是帶有綠色和紫色色彩的光亮彩虹色,白色鈍化膜應(yīng) 是帶有光澤的青白色或是藍(lán)白色,黑色鈍化(氧化)膜應(yīng)是均勻的黑色. 2.膜厚 2.1每一試樣測(cè)取10個(gè)點(diǎn)(滾鍍?cè)嚇涌芍蝗?至5個(gè)點(diǎn))測(cè)量. 2.2平均膜厚應(yīng)在8~12μm范圍以內(nèi),最低電位區(qū)域(如槽內(nèi))不低于5μm(注:零件膜厚: 凡直徑為20mm的球不能接觸到的區(qū)域,其膜厚不作要求). 2.3
金屬表面處理檢驗(yàn)規(guī)范.
格式:pdf
大小:149KB
頁(yè)數(shù):18P
4.5
........ 參考.資料 金屬表面處理檢驗(yàn)規(guī)范 1適用范圍 本規(guī)范適用于品質(zhì)部門對(duì)電鍍、氧化、化學(xué)處理、噴塑、噴漆、噴砂、拉絲等金屬表面處理一 般檢驗(yàn)。 2術(shù)語(yǔ)和定義 2.1a級(jí)表面:在使用過程中總能被客戶看見的部分(如:面殼的正面和頂面,后殼的頂面,手柄, 透鏡,按鍵及鍵盤正面,探頭整個(gè)表面等)。 2.2b級(jí)表面:在使用過程中常常被客戶看見的部分(如:面殼的左右側(cè)面,底殼或后殼的左右側(cè) 面及背面等)。這些表面允許有輕微不良,但是不致引起挑剔客戶不購(gòu)買產(chǎn)品。 2.3c級(jí)表面:在使用過程中很少被客戶注意到的表面部分(如:面殼的底面,底殼或后殼的底面, 內(nèi)部零件表面)。此表面的外觀缺陷應(yīng)合理而且不至于給客戶覺得該產(chǎn)品質(zhì)量不佳。 2.4金屬表面:包括電鍍、氧化、鈍化等表現(xiàn)為金屬質(zhì)感的表面,非噴涂表面。 2.5基材花斑:電拋光、電鍍或氧化前因基體材
金屬表面處理及涂裝熱門文檔
常見金屬表面處理的種類
格式:pdf
大小:83KB
頁(yè)數(shù):8P
4.3
杭州超音速公司 金屬表面處理的種類 電鍍 鍍層金屬或其他不溶性材料做陽(yáng)極,待鍍的工件做陰極,鍍層金屬的陽(yáng)離 子在待鍍工件表面被還原形成鍍層。為排除其它陽(yáng)離子的干擾,且使鍍層均勻、 牢固,需用含鍍層金屬陽(yáng)離子的溶液做電鍍液,以保持鍍層金屬陽(yáng)離子的濃度 不變。電鍍的目的是在基材上鍍上金屬鍍層,改變基材表面性質(zhì)或尺寸。電鍍 能增強(qiáng)金屬的抗腐蝕性(鍍層金屬多采用耐腐蝕的金屬)、增加硬度、防止磨耗、 提高導(dǎo)電性、潤(rùn)滑性、耐熱性、和表面美觀。 電泳 電泳是電泳涂料在陰陽(yáng)兩極,施加于電壓作用下,帶電荷涂料離子移動(dòng)到 陰極,并與陰極表面所產(chǎn)生之堿性作用形成不溶解物,沉積于工件表面。 電泳表面處理工藝的特點(diǎn): 電泳漆膜具有涂層豐滿、均勻、平整、光滑的優(yōu)點(diǎn),電泳漆膜的硬度、附 著力、耐腐、沖擊性能、滲透性能明顯優(yōu)于其它涂裝工藝。電泳工藝優(yōu)于其他 涂裝工藝。 鍍鋅 鍍鋅是指在金屬、合金或者其它材料的表面鍍

金屬表面處理技術(shù)論文
格式:pdf
大小:18KB
頁(yè)數(shù):4P
4.3
電鍍基礎(chǔ)及其前景 班級(jí):機(jī)制二班 摘要:電鍍是利用電解原理在某些金屬表面上鍍上一薄層其它金屬或合金的過程,是 利用電解作用使金屬或其它材料制件的表面附著一層金屬膜的工藝從而起到防止腐蝕,提 高耐磨性、導(dǎo)電性、反光性及增進(jìn)美觀等作用。用簡(jiǎn)單的一點(diǎn)話理解就是電鍍是表面處理 的一種。表面處理,顧名思義就是在產(chǎn)品的表面進(jìn)行的處理。 正文:當(dāng)今世界,科技發(fā)展迅速,世界制造業(yè)與加工業(yè)蓬勃發(fā)展,電鍍技術(shù)不僅僅在 傳統(tǒng)工業(yè)中扮演重要角色;在高新技術(shù)產(chǎn)業(yè),如現(xiàn)代電子技術(shù),微電子技術(shù),通訊技術(shù)及 產(chǎn)品制造上發(fā)揮愈來(lái)愈大的作用。下面我將簡(jiǎn)述電鍍的相關(guān)基礎(chǔ)知識(shí)及其前景。 一、電鍍基礎(chǔ)知識(shí)簡(jiǎn)述 電鍍是一種表面加工工藝,它是利用電化學(xué)的方法將金屬離子還原為金屬,并沉積在金 屬或非金屬制品的表面上,形成符合要求的平滑致密的金屬覆蓋層。其實(shí)質(zhì)是給各種制品穿 上一層金屬“外衣”,這層外衣就叫做電鍍層。從而起到防止
金屬表面處理種類簡(jiǎn)介
格式:pdf
大小:62KB
頁(yè)數(shù):8P
4.5
金屬表面處理種類簡(jiǎn)介 電鍍 鍍層金屬或其他不溶性材料做陽(yáng)極,待鍍的工件做陰極,鍍層金屬 的陽(yáng)離子在待鍍工件表面被還原形成鍍層。為排除其它陽(yáng)離子的干擾,且使 鍍層均勻、牢固,需用含鍍層金屬陽(yáng)離子的溶液做電鍍液,以保持鍍層金屬 陽(yáng)離子的濃度不變。電鍍的目的是在基材上鍍上金屬鍍層,改變基材表面性 質(zhì)或尺寸。電鍍能增強(qiáng)金屬的抗腐蝕性(鍍層金屬多采用耐腐蝕的金屬)、增 加硬度、防止磨耗、提高導(dǎo)電性、潤(rùn)滑性、耐熱性、和表面美觀。 電泳 電泳是電泳涂料在陰陽(yáng)兩極,施加于電壓作用下,帶電荷涂料離子移 動(dòng)到陰極,并與陰極表面所產(chǎn)生之堿性作用形成不溶解物,沉積于工件表面。 電泳表面處理工藝的特點(diǎn): 電泳漆膜具有涂層豐滿、均勻、平整、光滑的優(yōu)點(diǎn),電泳漆膜的硬度、附 著力、耐腐、沖擊性能、滲透性能明顯優(yōu)于其它涂裝工藝。電泳工藝優(yōu)于 其他涂裝工藝。 鍍鋅 鍍鋅是指在金屬、合金或者其它材料的表面鍍一
鐵金屬表面處理
格式:pdf
大小:46KB
頁(yè)數(shù):3P
4.7
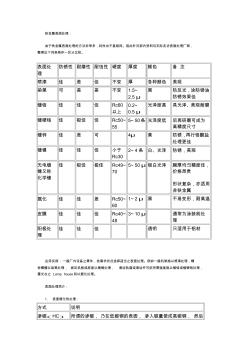
鐵金屬表面處理: 由于鐵金屬表面處理的方法非常多,特性也不甚相同。因此針對(duì)部?jī)?nèi)資料與實(shí)際走訪表面處理廠商, 整理出下列表格作一區(qū)分比較。 表面處 理 防銹性耐磨性耐蝕性硬度厚度顏色備注 噴漆佳差佳不變厚各種顏色美觀 染黑可差差不變1.5~ 2.5μ 黑防反光,涂防銹油 防銹效果佳 鍍鉻佳佳佳rc60 以上 0.2~ 0.5μ 光澤度高具光澤、美觀耐磨 鍍硬鉻佳極佳佳rc50~ 55 5~50條光澤度低后再研磨可成為 高精度尺寸 鍍鋅佳差可4μ黃防銹,再行鉻酸鹽 處理更佳 鍍鎳佳佳佳小于 rc30 2~4條白、光澤防銹,美觀 無(wú)電鍍 鎳又稱 化學(xué)鎳 佳極佳極佳rc49~ 70 5~50μ銀白光澤膜厚均勻精度佳, 價(jià)格昂貴 形狀復(fù)雜,亦適用 非鐵金屬 氮化佳佳差rc50~ 6
金屬表面處理及涂裝精華文檔
常見金屬表面處理工藝
格式:pdf
大小:96KB
頁(yè)數(shù):10P
4.5
金屬表面處理種類簡(jiǎn)介 電鍍 鍍層金屬或其他不溶性材料做陽(yáng)極,待鍍的工件做陰極,鍍層金屬的陽(yáng)離子在待鍍 工件表面被還原形成鍍層。為排除其它陽(yáng)離子的干擾,且使鍍層均勻、牢固,需用含鍍 層金屬陽(yáng)離子的溶液做電鍍液,以保持鍍層金屬陽(yáng)離子的濃度不變。電鍍的目的是在基 材上鍍上金屬鍍層,改變基材表面性質(zhì)或尺寸。電鍍能增強(qiáng)金屬的抗腐蝕性(鍍層金屬 多采用耐腐蝕的金屬)、增加硬度、防止磨耗、提高導(dǎo)電性、潤(rùn)滑性、耐熱性、和表面 美觀。 電泳 電泳是電泳涂料在陰陽(yáng)兩極,施加于電壓作用下,帶電荷涂料離子移動(dòng)到陰極,并與 陰極表面所產(chǎn)生之堿性作用形成不溶解物,沉積于工件表面。 電泳表面處理工藝的特點(diǎn): 電泳漆膜具有涂層豐滿、均勻、平整、光滑的優(yōu)點(diǎn),電泳漆膜的硬度、附著力、耐 腐、沖擊性能、滲透性能明顯優(yōu)于其它涂裝工藝。電泳工藝優(yōu)于其他涂裝工藝。 鍍鋅 鍍鋅是指在金屬、合金或者其它材料的表面鍍一層鋅以起美觀、


生產(chǎn)中常用金屬表面處理工藝簡(jiǎn)介
格式:pdf
大小:15KB
頁(yè)數(shù):8P
4.5
常用金屬表面處理工藝 金屬表面處理方法 ????金屬表面在各種熱處理、機(jī)械加工、運(yùn)輸及保管過程中,不可避免地會(huì)被氧化,產(chǎn)生一層厚薄不均的氧化層。 同時(shí),也容易受到各種油類污染和吸附一些其他的雜質(zhì)。 ????油污及某些吸附物,較薄的氧化層可先后用溶劑清洗、化學(xué)處理和機(jī)械處理,或直接用化學(xué)處理。對(duì)于嚴(yán)重氧 化的金屬表面,氧化層較厚,就不能直接用溶劑清洗和化學(xué)處理,而最好先進(jìn)行機(jī)械處理。 ????通常經(jīng)過處理后的金屬表面具有高度活性,更容易再度受到灰塵、濕氣等的污染。為此,處理后的金屬表面應(yīng) 盡可能快地進(jìn)行膠接。 經(jīng)不同處理后的金屬保管期如下: (1)濕法噴砂處理的鋁合金,72h; (2)鉻酸-硫酸處理的鋁合金,6h; (3)陽(yáng)極化處理的鋁合金,30天; (4)硫酸處理的不銹鋼,20天; (5)噴砂處理的鋼,4h; (6)濕法噴砂處理的黃銅,8h。 一、鋁及鋁合金表面處理

技術(shù)交底記錄-金屬表面處理
格式:pdf
大小:56KB
頁(yè)數(shù):4P
4.8
技術(shù)交底記錄 表c2-1 編號(hào)jsjd-hpzx-001 工程名稱琥珀中心幕墻工程交底日期2011年4月16日 施工單位 深圳金粵幕墻裝飾工程有 限公司 分項(xiàng)工程名稱 交底提要幕墻測(cè)量放線技術(shù)交底 交底內(nèi)容: 金屬面混色油漆 本章適用于一般建筑金屬面的混色油漆涂料工程。 一、材料要求: 1涂料:光油、清油、調(diào)合漆、清漆、醇酸清漆、醇酸磁漆、金屬漆、硝基磁漆、防銹漆 (黑色金屬和有色金屬應(yīng)區(qū)別選用防銹漆)。 2填充料:原子灰、石膏粉、大白粉等,所用膩?zhàn)討?yīng)按照油漆的性能配套使用。 3稀釋劑:醇酸稀料、硝基稀料、其它油漆的配套稀料等。 4涂料有害物質(zhì)含量及稀釋劑的選用必須符合《民用建筑工程室內(nèi)環(huán)境污染控制規(guī)范》 (gb50325-2001)中的有關(guān)規(guī)定。 二、主要機(jī)具: 主要機(jī)具包括:油刷、開刀、牛角板、油畫筆、掏子(掏刷門窗上下冒頭不易涂刷部位的 工具)、銅絲羅、
金屬表面處理及涂裝最新文檔

幾種常見金屬表面處理工藝
格式:pdf
大小:53KB
頁(yè)數(shù):7P
4.4
金屬表面處理種類簡(jiǎn)介 電鍍 鍍層金屬或其他不溶性材料做陽(yáng)極,待鍍的工件做陰極,鍍層金屬的陽(yáng)離子在待鍍工件表面被還原 形成鍍層。為排除其它陽(yáng)離子的干擾,且使鍍層均勻、牢固,需用含鍍層金屬陽(yáng)離子的溶液做電鍍液, 以保持鍍層金屬陽(yáng)離子的濃度不變。電鍍的目的是在基材上鍍上金屬鍍層,改變基材表面性質(zhì)或尺寸。 電鍍能增強(qiáng)金屬的抗腐蝕性(鍍層金屬多采用耐腐蝕的金屬)、增加硬度、防止磨耗、提高導(dǎo)電性、潤(rùn)滑 性、耐熱性、和表面美觀。 電泳 電泳是電泳涂料在陰陽(yáng)兩極,施加于電壓作用下,帶電荷涂料離子移動(dòng)到陰極,并與陰極表面所 產(chǎn)生之堿性作用形成不溶解物,沉積于工件表面。 電泳表面處理工藝的特點(diǎn): 電泳漆膜具有涂層豐滿、均勻、平整、光滑的優(yōu)點(diǎn),電泳漆膜的硬度、附著力、耐腐、沖擊性能、滲 透性能明顯優(yōu)于其它涂裝工藝。電泳工藝優(yōu)于其他涂裝工藝。 鍍鋅 鍍鋅是指在金屬、合金或者其它材料的表面鍍一層鋅以起美觀、
金屬表面處理工藝技術(shù)指標(biāo)
格式:pdf
大小:26KB
頁(yè)數(shù):4P
4.4
金屬表面處理技術(shù)統(tǒng)計(jì) ,噴丸,滲碳,滲氮,鍍膜 常用電鍍技術(shù)指標(biāo) 電鍍技術(shù)常用術(shù)語(yǔ) 電鍍層種類 硬鉻在嚴(yán)格控制溫度與電流密度(較裝飾鍍鉻高)的條件下,從鍍鉻液中獲得的硬度較 高、耐磨性好的硬鉻層。 乳色鉻 通過改變鍍鉻溶液的工作條件,獲得的孔隙少、具有較高抗蝕能力、而硬度較低的乳白色鉻 鍍層。 氧化及鈍化 陽(yáng)極氧化 通常指鋁或鋁合金制品或零件,在一定的電解液中和特定的工作條件下作為陽(yáng)極,通過直 流電流的作用,使其表面生成一層抗腐蝕的氧化膜的處理過程。 磷化鋼鐵零件在含有磷酸鹽的溶液中進(jìn)行化學(xué)處理,使其表面生成一層難溶于水的磷 酸鹽保護(hù)膜的處理過程。 發(fā)藍(lán)鋼鐵零件在一定的氧化介質(zhì)中進(jìn)行化學(xué)處理,使其表面生成一層藍(lán)黑色的保護(hù)性氧 化膜的處理過程。 化學(xué)氧化在沒有外電流作用下,金屬零件與電解質(zhì)溶液作用,使其表面上生成一層氧 化膜的處理過程。 電化學(xué)氧化以浸入一定的電解質(zhì)

金屬表面噴涂檢驗(yàn)規(guī)范(涂裝規(guī)范細(xì)則)
格式:pdf
大小:131KB
頁(yè)數(shù):8P
4.3
修訂日期:214-12-16金屬產(chǎn)品噴涂產(chǎn)品檢驗(yàn)規(guī)范頁(yè)數(shù):第1頁(yè),共8頁(yè) 1.0目的 規(guī)定了金屬零部件噴涂標(biāo)準(zhǔn)的朮語(yǔ)﹑技朮要求﹑試驗(yàn)方法﹑檢驗(yàn)規(guī)則等, 其最終目的在于滿足最終客戶對(duì)視覺﹑觸覺的要求 2.0范圍 本文件適用于噴粉生產(chǎn)質(zhì)量檢驗(yàn)。 3.0定義 3.1a級(jí)表面:能直接正視的外部表面和全部需絲印的表面; 3.2b級(jí)表面:不明顯的外部表面和開啟門后能看見的內(nèi)部表面; 3.3c級(jí)表面:不易察看的內(nèi)部和外部表面; 3.4起泡:涂層局部粘附不良引起涂膜浮起; 3.5針孔:涂層表面上可看見類似針刺成的微小孔; 3.6桔皮:噴涂涂料產(chǎn)生的凸凹,象桔皮一樣的斑點(diǎn); 3.7異物:空氣中灰塵,噴涂機(jī)污物等雜物; 3.8凹痕:噴涂前基材上的傷痕使涂裝后該處出現(xiàn)凹陷; 3.9淺劃痕:涂層表面有傷痕,但看不見底層表面; 3.10深劃痕:涂層表面有傷


金屬表面硅烷處理技術(shù)
格式:pdf
大小:12KB
頁(yè)數(shù):4P
4.8
金屬表面硅烷處理技術(shù) 摘要:根據(jù)金屬腐蝕及涂層防腐原理,研究了金屬表面硅烷處理工藝技術(shù)及 處理后的功能特性,分別進(jìn)行了鹽水浸泡、中性鹽霧、溫水浸泡試驗(yàn)。結(jié)果表明, 金屬表面硅烷處理工藝技術(shù)可以取代涂裝前磷化處理。該技術(shù)具有常溫處理、無(wú) 毒性無(wú)污染的特點(diǎn),可廣泛應(yīng)用于涂裝前處理與防腐領(lǐng)域。 1前言 涂裝前磷化處理的鉻鈍化工藝作為一種主要的金屬防腐技術(shù),廣泛應(yīng)用于不 同的工業(yè)領(lǐng)域,如汽車、飛機(jī)和船舶工業(yè)等。然而磷化含鋅、錳、鎳等重金屬離 子并含有大量的磷,鉻鈍化處理本身含有危害較大的鉻,都已不能適應(yīng)國(guó)家對(duì)涂 裝行業(yè)的環(huán)保要求。磷、鉻化合物的替代物(或稱“綠色防腐劑”)的研究開發(fā) 正方興未艾。本文所要介紹的硅烷便是其中最具潛力的一種。總體來(lái)說,以有機(jī) 硅烷為主的金屬表面防銹技術(shù)具有工藝過程簡(jiǎn)單、無(wú)毒性、無(wú)污染、適用廣泛等 優(yōu)點(diǎn)。經(jīng)硅烷處理過的金屬表面的防腐性優(yōu)異,對(duì)有機(jī)
 年產(chǎn)8500噸金屬表面處理劑和水處理劑項(xiàng)目
年產(chǎn)8500噸金屬表面處理劑和水處理劑項(xiàng)目 年產(chǎn)8500噸金屬表面處理劑和水處理劑項(xiàng)目
格式:pdf
大小:60KB
頁(yè)數(shù):未知
4.3
該項(xiàng)目位于安徽省馬鞍山市,由馬鞍山市希為化工有限公司投資建設(shè),項(xiàng)目建成后,可實(shí)現(xiàn)1800t/a液體脫脂劑、200t/a粉末脫脂劑、3000t/a水性硅鋼絕緣涂料、400t/a無(wú)鉻鈍化處理劑、100t/a無(wú)鉻耐指紋處理劑、1000t/a水性金屬防護(hù)涂料、1000t/a阻垢劑、200t/a殺菌劑、400t/a除油劑和400t/a高效混凝劑。

表面處理及涂裝教材
格式:pdf
大小:25KB
頁(yè)數(shù):10P
4.7
防腐涂裝工人培訓(xùn)教材 編寫: 目錄 1.防腐在核工業(yè)工程中的重要性。 2.防腐蝕的方法。 3.涂裝前金屬表面預(yù)處理 4.涂裝方法 5.涂裝中出現(xiàn)的問題及原因 6.認(rèn)真的工作態(tài)度是防腐工作成敗的關(guān)鍵。 1.防腐在核工業(yè)工作中的重要性; 什么是金屬腐蝕? 金屬腐蝕是指金屬受到周圍介質(zhì)的電化學(xué)作用或化學(xué)作用而發(fā)生的 破壞作用。 一般習(xí)慣稱金屬在大氣中由于氧、水分子極其他雜質(zhì)引起的腐蝕稱為 銹蝕。 高溫下金屬被空氣中氧氣侵蝕稱為氧化,產(chǎn)物為氧化皮。 在強(qiáng)腐蝕介質(zhì)中如酸堿環(huán)境中發(fā)生的侵蝕叫腐蝕。 金屬腐蝕現(xiàn)象十分普遍,椐有關(guān)資料,世界每年生產(chǎn)7億噸鋼鐵,與 此同時(shí)每年約有近1/3的鋼鐵因腐蝕而報(bào)廢。去年我國(guó)鋼產(chǎn)量已超過了 一億噸,按此比例約有3千萬(wàn)噸鋼鐵物品因?yàn)楦g而報(bào)廢。如果通過 提高防腐蝕工作的質(zhì)量從而將腐蝕損失減少一半,其收益都是巨大 的。所以說防腐蝕工作具有十分
常見金屬表面處理工藝(20201029171847)
格式:pdf
大小:64KB
頁(yè)數(shù):9P
4.6
金屬表面處理種類簡(jiǎn)介 電鍍 鍍層金屬或其他不溶性材料做陽(yáng)極,待鍍的工件做陰極,鍍層金屬的陽(yáng)離子在待鍍工 件表面被還原形成鍍層。為排除其它陽(yáng)離子的干擾,且使鍍層均勻、牢固,需用含鍍層金 屬陽(yáng)離子的溶液做電鍍液,以保持鍍層金屬陽(yáng)離子的濃度不變。電鍍的目的是在基材上鍍 上金屬鍍層,改變基材表面性質(zhì)或尺寸。電鍍能增強(qiáng)金屬的抗腐蝕性(鍍層金屬多采用耐腐 蝕的金屬)、增加硬度、防止磨耗、提高導(dǎo)電性、潤(rùn)滑性、耐熱性、和表面美觀。 電泳 電泳是電泳涂料在陰陽(yáng)兩極,施加于電壓作用下,帶電荷涂料離子移動(dòng)到陰極,并與陰 極表面所產(chǎn)生之堿性作用形成不溶解物,沉積于工件表面。 電泳表面處理工藝的特點(diǎn): 電泳漆膜具有涂層豐滿、均勻、平整、光滑的優(yōu)點(diǎn),電泳漆膜的硬度、附著力、耐腐、沖 擊性能、滲透性能明顯優(yōu)于其它涂裝工藝。電泳工藝優(yōu)于其他涂裝工藝。 鍍鋅 鍍鋅是指在金屬、合金或者其它材料的表面鍍一層鋅以起美觀、防
金屬表面處理鍍鋅常見的電鍍工藝流程
格式:pdf
大小:15KB
頁(yè)數(shù):2P
4.3
鍍鋅工藝 上料——除油——超聲除油——電解除油——水洗——水洗——退鋅——強(qiáng)酸洗——弱酸 洗——水洗——水洗——水洗——終電解——水洗——水洗——水洗——電鍍——回收— —水洗——水洗——超聲水洗——出光——水洗——蘭鈍——水洗——水洗——彩鈍—— 水洗——水洗——彩鈍——水洗——水洗——黑鈍——水洗——熱水洗——滴水槽——封 閉槽——烘干下料 電鍍 電鍍加工的核心工序,就是工件表面所需的鍍層,此工序工藝的優(yōu)劣,直接影響到鍍層的各 種性能。此工序?qū)﹀儗佑绊懼饕w現(xiàn)在三個(gè)方面:1.主鹽體系2.添加劑3.電鍍?cè)O(shè)備 1.主鹽體系 每一鍍種都會(huì)發(fā)展出多種主鹽體系以及相配套的添加劑體系。如鍍鋅有無(wú)氰鍍鋅、有氰化鍍 鋅﹐鋅酸鹽鍍鋅﹐氯化物鍍鋅(或稱為鉀鹽鍍鋅)﹐氨鹽鍍鋅﹐硫酸鹽鍍鋅等體系。 每一體系都有自己的優(yōu)缺點(diǎn)﹐如氰化鍍鋅液分散能力和深度能力好﹐鍍層結(jié)晶細(xì)致﹐與基 體結(jié)合力好
金屬表面處理及涂裝相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:二級(jí)建造師
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


