

加熱爐鉻鉬鋼-碳鋼管焊接接頭開裂分析
格式:pdf
大小:423KB
頁數:3P
人氣 :79
 4.5
4.5
通過對溶劑脫瀝青裝置加熱爐爐管法蘭焊縫開裂原因的分析 ,闡述了鉻鉬鋼爐管施工中對焊縫應進行有效熱處理的重要性 ,指出焊縫硬度必須控制在 2 2 5HB以內。



 紫銅管與低碳鋼管焊接件開裂分析
紫銅管與低碳鋼管焊接件開裂分析 紫銅管與低碳鋼管焊接件開裂分析
格式:pdf
大小:748KB
頁數:3P
某紫銅管與低碳鋼管焊接件焊接后在焊接接頭靠近紫銅管側出現了大量開裂現象,通過對開裂部位紫銅管部分進行宏觀分析、化學成分分析、掃描電鏡斷口觀察及金相檢驗,對焊接件的開裂原因進行了分析。結果表明:紫銅管原材料中氧含量超標以及焊接溫度過高共同引起晶界弱化,致使在焊接接頭處疊加了較大的組織應力和熱應力,當疊加應力大于材料的承受能力時就會引起晶界破裂,導致焊接件開裂。最后在分析的基礎上提出了改進措施。
柔度法測試鉻-鉬鋼窄間隙焊焊接接頭斷裂韌性 柔度法測試鉻-鉬鋼窄間隙焊焊接接頭斷裂韌性
格式:pdf
大小:328KB
頁數:4P
通過分別對2.25cr-1mo鋼窄間隙焊焊接接頭的焊縫、熔合線、熱影響區的四組“柔度”法測試的“δ_(r)-曲線”和多試法測試的結果比較。證明了“柔度”法測試焊接接頭斷裂韌性的可靠性;探討了在測試接頭“δ_r-曲線”試驗過程中,開始停機點和加載范圍的選取及裂紋擴展量的測定。進而使“柔度”法可在工程應用中單獨測試鋼材及其接頭的斷裂韌性。
編輯推薦下載
鍋爐異種鋼管焊接接頭焊縫稀釋率試驗 鍋爐異種鋼管焊接接頭焊縫稀釋率試驗
格式:pdf
大小:794KB
頁數:4P
4.7
異種鋼焊接的稀釋率對焊接質量有影響,通過焊縫的稀釋率與接頭坡口形式、焊接工藝關系試驗與分析,采用試驗推薦的坡口形式及焊接參數可將焊縫稀釋率控制在所要求的范圍內。
壓力鋼管焊接接頭抗冷/熱裂紋能力分析 壓力鋼管焊接接頭抗冷/熱裂紋能力分析
格式:pdf
大小:472KB
頁數:3P
4.7
從nk-hiten610u2鋼板材料的化學成分、焊縫金屬擴散氫含量、結構拘束度三個方面分析評定了其焊接接頭產生冷/熱裂紋的傾向,并據此提出了相應的工藝措施。
加熱爐鉻鉬鋼、碳鋼管焊接接頭開裂分析熱門文檔

鋼管樁焊接接頭 (2)
格式:pdf
大小:9KB
頁數:1P
4.4
個人資料整理僅限學習使用 1/1 鋼管樁焊接接頭 采用焊接的方法 (1> 管端的浮銹,油污等臟物必須清除,潮濕處應烘干,管徑經錘打后如有變形,應整修合格 。 (2>焊接時應校正垂直度,間隙應為2-4mm。 (3>焊絲使用前應經200~300℃烘干2h,并存放在烘箱內,維持恒溫150℃。 (4>鋼管樁應采用多層焊,每層焊縫的接頭應錯開,焊渣應清除。 (5> 當風速大于10m/s或氣溫低于0℃及雨雪天氣,樁管潮濕又無措施保證質量時,不得施焊。 (6>每個接頭焊接完畢,應冷卻1min后,方可繼續錘擊。
 異種鋼焊接接頭碳遷移研究現狀
異種鋼焊接接頭碳遷移研究現狀 異種鋼焊接接頭碳遷移研究現狀
格式:pdf
大小:377KB
頁數:5P
4.5
從異質接頭熔合線附近的顯微組織、碳化物演變、碳遷移的計算與模擬、碳遷移對腐蝕性能和高溫蠕變性能的影響等方面,對國內外在異種鋼焊接接頭碳遷移方面的研究成果進行了綜述。
X80鋼管焊接接頭斷裂韌性試驗分析 X80鋼管焊接接頭斷裂韌性試驗分析
格式:pdf
大小:273KB
頁數:5P
4.8
通過對進口鉆井隔水管x80鋼管進行理化性能分析,了解了國外鉆井隔水管材料的性能水平,為隔水管國產化工作的開展提供了一些參考數據;通過對x80管線鋼焊接接頭的ctod試驗研究,發現焊接接頭的斷裂韌性在熱影響區相對較弱;通過對比分析焊接接頭的夏比沖擊功和ctod試驗結果,表明ctod試驗對材料的斷裂韌性評價是可靠的。
加熱爐鉻鉬鋼、碳鋼管焊接接頭開裂分析精華文檔
異種鋼焊接接頭的裂紋分析 異種鋼焊接接頭的裂紋分析
格式:pdf
大小:1.0MB
頁數:4P
4.5
通過宏觀檢查、化學成份分析、硬度檢測、金相檢驗、斷口觀察,本文分析超了超臨界機組用高溫過熱器管屏中異種鋼焊接接頭裂紋產生原因,提出了相應的預防措施和建議。
異種鋼焊接接頭冷彎開裂的原因淺析 異種鋼焊接接頭冷彎開裂的原因淺析
格式:pdf
大小:445KB
頁數:3P
4.7
本文針對icr8ni9ti—q235a異種鋼對接接頭工藝評定中的冷彎試樣開裂的原因進行了分析,從工藝上改進了焊接工藝評定試驗.采用a302焊條先在q235a低碳鋼一側堆焊接一層保護性過渡層,然后對接焊接異種鋼焊接接頭;或用臺灣產ts-309不銹鋼電焊條直接對接焊接異種鋼焊接接頭,其冷彎試樣按現行相應標準要求,冷彎檢驗全部合格.針對目前異種鋼焊接接頭冷彎檢驗缺乏明確的評定標準的情況,參考國家標準的有關規定和一些容器廠現行采用的標準,建議有關國家標準補充異種鋼焊接接頭的冷彎試驗要求.
加熱爐爐筋管開裂分析 加熱爐爐筋管開裂分析
格式:pdf
大小:1.5MB
頁數:2P
4.3
本文對開裂的爐筋管斷口進行了宏觀分析,并進行了顯微組織分析和顯微硬度測試,結果表明爐筋管在焊縫熔合線處存在脫碳現象,且晶粒粗大。珠光體球化,材料變脆,裂紋在近焊縫處萌生并緩慢擴展,最后形成脆性斷裂。
 無損檢測在復合鋼管焊接接頭檢測中的應用及思考
無損檢測在復合鋼管焊接接頭檢測中的應用及思考 無損檢測在復合鋼管焊接接頭檢測中的應用及思考
格式:pdf
大小:1.5MB
頁數:1P
4.5
筆者通過本文的論述:主要說明復合鋼管的封焊層是造成復合鋼管焊接接頭中出現的條形缺陷的原因,但在目前國內標準(復合鋼管的制造、焊接和檢測的執行標準)的情況下,無法進行準確的評定,針對本項目復合鋼管底片中出現的大量條形缺陷,作者認為是未熔合缺陷,這種缺陷在今后復合鋼管使用中在循環載荷的不斷作用下,是否發生變化,還有待于觀察和研究!
加熱爐鉻鉬鋼、碳鋼管焊接接頭開裂分析最新文檔
UOE鋼管焊接接頭CTOD斷裂韌性評定方法 UOE鋼管焊接接頭CTOD斷裂韌性評定方法
格式:pdf
大小:1.7MB
頁數:11P
4.3
根據英國標準bs7448,對uoe直縫埋弧焊管不同鋼級管線鋼焊接接頭進行裂紋尖端張開位移(ctod)斷裂韌度測試。結合加拿大標準csaz662-07及挪威船級社規范ndv-os-f101,在試樣形式選擇、缺口取樣方向、后期金相檢驗等方面對斷裂韌性評定方法加以完善。試驗結果表明x70、x65級管線鋼均具有良好韌性,符合規范ndv-os-f101的要求。x70級管線鋼焊接接頭各區域韌性分布規律為:母材性能最好,焊縫次之,熱影響區(haz)相對較差。x65級管線鋼其haz的韌性優于母材和焊縫。其原因是:x65級鋼母材含有一定氣孔、夾雜,斷口出現分層裂紋,導致ctod結果分散性大。另外,x65焊縫組織為混晶組織分布不均,含有大量m-a脆性組織物,導致韌性下降。該評定結果為海底管線鋼制造工藝改進提供了依據,也為海洋工程結構安全性評估奠定了基礎。
T91/P91鋼管焊接接頭的超聲波探傷 T91/P91鋼管焊接接頭的超聲波探傷
格式:pdf
大小:154KB
頁數:3P
4.6
通過對t91/p91鋼中聲速的理論計算和實際測試,利用聲波的反射規律和運用幾何關系,計算了常用不同k值探頭在對t91/p91鋼進行超聲波探傷中的k值變化、深度和水平距離的差異。用常用探頭和普通試塊即可完成t91/p91鋼管焊接接頭以及與t91/p91鋼對接的普通低合金鋼焊接接頭的超聲波探傷。

鋼管焊接接頭超聲波檢驗作業指導書
格式:pdf
大小:76KB
頁數:7P
4.5
目錄 1、范圍,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,1 2、編制依據,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,1 3、作業前必須具備的條件和應作的準備,,,,,,,,,,,,,,,,,,,,1 4、參加作業人員的資格要求職責分工權限,,,,,,,,,,,,,,,,,,,,,1 5、需工器具和計量器具的規格及精度,,,,,,,,,,,,,,,,,,,,,,,1 6、作業程序及內容,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,1 7、質量保證措施及作業后應達到的質量標準,,,,,,,,,,,,,,,,,,,,4 8、作業中對控制點的設置,,,,,,,,,,,,,,,,,,,,,,,,,5 9、危險點或危險源的辨識及防護措施,,,,,,,,,,,,,,,,,,,,,,5
 基于均勻設計法的T91鋼管焊接接頭工藝參數優化
基于均勻設計法的T91鋼管焊接接頭工藝參數優化 基于均勻設計法的T91鋼管焊接接頭工藝參數優化
格式:pdf
大小:1.4MB
頁數:5P
4.4
以某鍋爐廠t91鋼管環形焊接接頭為研究對象,采用均勻試驗設計,以焊接電流、焊接電壓、焊接速度、預熱溫度、焊后熱處理溫度、保溫時間作為可調整的工藝參數,使用abaqus有限元分析軟件對焊后熱處理的接頭殘余應力進行模擬。通過rbf神經網絡和粒子群算法對焊接參數進行優化,并采用優化后的焊接參數進行了試驗。結果表明,通過均勻試驗設計的方法得到rbf神經網絡擬合用的訓練樣本是可行的,大大降低了數據計算量。在優化的焊接工藝參數下預測的焊后最大殘余應力與實際模擬值相近。采用優化的焊接參數進行試驗得到的接頭金相檢驗合格。
復合鋼板焊接技術及焊接接頭斷裂分析 復合鋼板焊接技術及焊接接頭斷裂分析
格式:pdf
大小:174KB
頁數:未知
4.8
因為不銹復合鋼板具有良好的耐腐蝕性,它既節約了不銹鋼的材料又保證了產品的質量。因此,它被廣泛的應用到實際的工作施工當中,水利、冶金、食品工業、核工業、石油化工等領域都有大量的應用。本文是結合本人日常工作中出現的一些常見的復合鋼板焊接以及焊接接頭斷裂的情況進行分析和探討。


焊接接頭組織
格式:pdf
大小:25KB
頁數:5P
4.5
焊接接頭組織 電弧焊接時,焊接電弧使焊件局部加熱和熔化,同時加入填充金屬(焊條或焊 絲),形成金屬熔池,并不斷把熱量傳給周圍冷的母材金屬。當電弧移開后,熔 池的溫度迅速降低,熔池中液體金屬凝固成焊縫。由于熱傳導的作用,母材將受 到不同程度的加熱和冷卻,相當于進行了一次熱處理,使其組織和性能發生了變 化,這部分金屬所占的區域就稱為焊縫的熱影響區。焊接接頭是焊縫和熱影響區 的總稱。 由于電弧對焊接接頭的加熱是不均勻的,焊縫區溫度達到金屬的熔化溫度, 而在整個熱影響區中,離焊縫越近溫度就越高。因此,在焊接接頭組織中不僅組 織和性能都不均勻,而且在焊縫和熱影響區中還容易產生各種焊接缺陷,存在焊 接殘余應力和應力集中。焊接接頭組織和性能與焊接方法、焊接規范、接頭形式 等因素有關,并直接影響焊接結構的性能和可靠性。 熱影響區某點加熱的最高溫度、高溫停留時間及冷卻速度
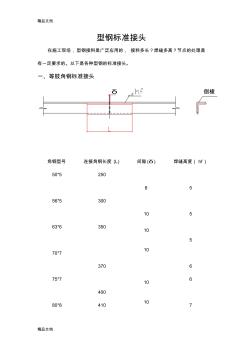
(整理)型鋼標準焊接接頭.
格式:pdf
大小:126KB
頁數:14P
4.6
精品文檔 精品文檔 型鋼標準接頭 在施工現場,型鋼接料是廣泛應用的,接料多長?焊縫多高?節點的處理是 有一定要求的。以下是各種型鋼的標準接頭。 一、等肢角鋼標準接頭 倒棱δ 角鋼型號連接角鋼長度(l)間隙(δ)焊縫高度(hf) 50*5250 85 56*5300 105 63*6350 10 5 70*7 370 10 6 75*7 400 106 80*8410107 精品文檔 精品文檔 90*8460127 100*10490 12 9 110*10540129 125*126401410 140*14690 14 12 160*147901412 180*16860 14 14 200*208402018 二、不等肢角鋼標準接頭 δ倒棱 角鋼型號連接角鋼長度
鋼軌焊接接頭平直度研究 鋼軌焊接接頭平直度研究
格式:pdf
大小:546KB
頁數:4P
4.6
鋼軌焊接接頭是無縫線路的重要組成部分,其平直度情況對于列車行車速度、運行平穩性和旅客乘坐舒適性具有重要影響。采用型尺測量方法,對某線路現場新鋪鋼軌焊接接頭平直度進行了測量、統計及分析,結果表明現役鋼軌焊接接頭平直度與tb/t1632-2005《鋼軌焊接》關于平直度的要求差距很大。結合軌道平順性控制特點,總結了鋼軌焊接接頭平直度控制的主要措施,對鋼軌焊接接頭平直度研究方向提出了建議,指出全面系統研究鋼軌焊接接頭平直度,對于發展我國高速重載無縫線路、加快經濟建設等具有重要意義。
加熱爐鉻鉬鋼、碳鋼管焊接接頭開裂分析相關
文輯推薦
知識推薦
百科推薦


職位:裝修預算員
擅長專業:土建 安裝 裝飾 市政 園林


