

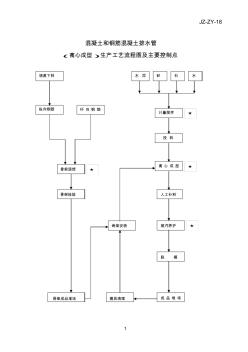
生產機加工件工藝流程圖
格式:pdf
大小:34KB
頁數:1P
人氣 :98
 4.6
4.6
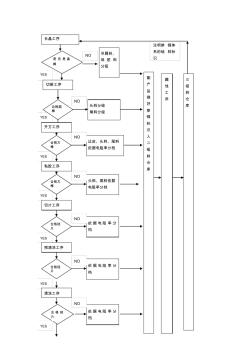
'. ;. 機加工制造工藝流程圖 一、制造工藝流程表 NO 工程名稱 作業內容 管理項目 記錄 操作人員 1 原材料入庫 原材料入庫 先入先出 原材料出庫表 倉庫檢驗 保管員 2 原材料進口檢查 實施進口檢查 N/A 外部采購合同書, 輸入檢驗報告 3 原材料儲存 移動至原材料倉庫保管 分規格保管 作業日志 4 原材料分類 加工前原材料分類 按加工工藝分 原材料出庫表 5 原材料加工 產品的加工 按順序進行 作業日志 精工車間 技術人員 6 CNC 加工 產品的精密加工 尺寸 生產作業指導書 7 零部件尺寸檢驗 測量零件尺寸 尺寸 生產作業指導書 8 氧化、著色、拋光 表面處理 表面管理 生產作業指導書 9 產品組裝 產品組裝 產品的結合性 作業日志 10 成品檢查 最終檢查 產品檢驗達標 檢驗報告 檢驗員 原材料檢查 原材料粗加工 產品裝配 成品檢驗 激光打標 車床加工 銑床加工 C



機加工藝流程圖
格式:pdf
大小:38KB
頁數:2P
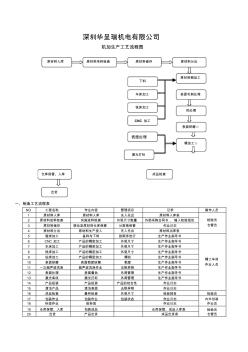
深圳華呈瑞機電有限公司 機加生產工藝流程圖 一、制造工藝流程表 no工程名稱作業內容管理項目記錄操作人員 1原材料入庫原材料入庫先入先出原材料入庫表 檢驗員 倉管員 2原材料進料檢查實施進料檢查外觀尺寸數量外部采購合同書,輸入檢驗報告 3原材料儲存移動至原材料倉庫保管分規格保管作業日志 4原材料分出原材料生產投入先入先出原材料出庫表 5鋸床加工備料與下料按順序進行生產作業指導書 精工車間 作業人員 6cnc加工產品的精密加工外觀尺寸生產作業指導書 7車床加工產品的精密加工外觀尺寸生產作業指導書 8銑床加工產品的精密加工外觀尺寸生產作業指導書 9鉆床加工產品的精密加工螺紋生產作業指導書 10表面研磨表面粗度研磨粗度生產作業指導書 11一次超聲波洗滌超聲波洗滌作業去除異物生產作業指導書 12
編輯推薦下載

機加工工藝流程圖
格式:pdf
大小:38KB
頁數:2P
4.4
制造工藝流程圖 一、制造工藝流程表 no工程名稱作業內容管理項目記錄操作人員 1原材料入庫原材料入庫先入先出原材料出庫表 倉庫檢驗 保管員 2原材料進口檢查實施進口檢查n/a外部采購合同書,輸入檢驗報告 3原材料儲存移動至原材料倉庫保管分規格保管作業日志 4原材料分出原材料工程投入先入先出原材料出庫表 5原材料加工產品的加工按順序進行作業日志 精工車間 技術人員 6切割原材料切割尺寸生產作業指導書 7車床加工產品的精密加工尺寸生產作業指導書 8銑床加工產品的精密加工尺寸生產作業指導書 9表面毛刺處理表面毛刺處理去除毛刺生產作業指導書 10表面研磨表面粗度研磨粗度生產作業指導書 11一次超聲波洗滌超聲波洗滌作業去除異物生產作業指導書 12表面處理表面著色外周管理生產作業指導書 13激

鑄造、機加工、舉升機工藝流程圖
格式:pdf
大小:40KB
頁數:4P
4.5
章丘市永勝車輛配件有限公司 手冊編號:jg/ys003-01~03 版本/修改狀態:1/0 生產工藝流程圖 發放號: 受控狀態: 編制:孟祥杰 審核:張連勝 批準:胡啟珠 發布日期:2002-1-1實施日期:2002-1-2 舉升機工藝流程圖 文件編號:jg/ys003—01 ▲▲ ▲▲ ▲ ▲特殊過程 檢驗□關鍵過程 包裝入庫 備料 立柱組焊托盤/滑車組焊 立柱傳動件液壓件組焊托盤/底座、小車組焊 整機組裝 試車 設備解體 噴漆 鑄造工藝流程圖 文件編號:jg/ys003—02 □ ▲▲特殊過程 檢驗□關鍵過程 入庫 木模制作 造型 配料 熔煉 鐵水分析球化處理 澆注 清砂 熱處理 機械加工工藝流程圖 文件編號:jg/ys003—
機加工件工藝流程圖熱門文檔
無紡布機加工產品工藝流程圖
格式:pdf
大小:34KB
頁數:1P
4.6
威海民泰醫療用品有限公司 無紡布機加工產品工藝流程圖關 鍵工序質量控制點設制圖 產品名稱無紡布產品共1頁 產品型號第1頁 ※※※※※※※※※※※※※※※※※※※※※※ ※※※※※※※※※※ 注:虛線框內為十萬級控制區,△為關鍵工序質量控制點,▲為特殊過程質量控制點。 版號編制審核批準 a/o更改單號簽字/日期更改單號簽字/日期 除 塵 機 ( 凝 ) 制 分 揀無 紡 布 分 裝 小 包 封 口 △ 檢 脫 包 間 裝 箱 滅 菌 ▲ 入 庫

過程流程圖機加工
格式:pdf
大小:40KB
頁數:2P
4.8
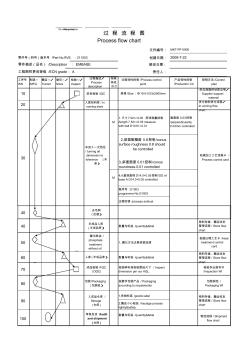
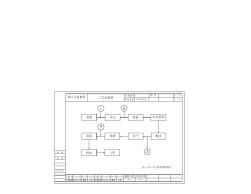
日期(編制):日期(修訂): 制造搬運儲存檢驗其他 ◇○▽□ 10 20 30 40 50 60 70 80 90 100 110 120 130 140 核心小組: 工藝流程圖-a版 過程流程圖編號: 圖號/工程更改號wf零件編號客戶工程批準/日期(如需要) 主要聯系人/電話: 供方/工廠:供方代碼:其它批準/日期(如需要):其它批準/日期(如需要) 零件名稱/描述:工廠批準/日期:客戶質量批準/日期(如需要) 等級 產品 過程流程圖特性 過程編 號 過程名稱 過程 樣件試生產生產 page1of2 制造搬運儲存檢驗其他 ◇○▽□ 等級 產品 過程流程圖特性 過程編 號 過程名稱 過程 150 160 備注: page2of2

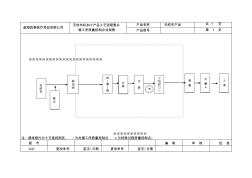
圖18-1 閘門門葉整體組裝、機加工工藝流程圖
格式:doc
大小:38KB
頁數:1P
4.5
吊裝分節門葉 初步定位 總拼裝設備 平臺胎架準備 放出整扇閘門 大樣 調整分節位置后 正式定位 劃線、裝焊止水座板、矯正 銑削止水座面 及支承座板 裝焊 吊耳板 矯正 無損檢測 劃線 鏜孔 劃線 鉆孔 組裝主輪、側輪、 滑道等部件 檢驗、 測量記錄 裝焊 定位裝置 包裝 運輸 圖18-1閘門門葉整體組裝、機加工工藝流程圖

(工程文檔)圖閘門門葉整體組裝、機加工工藝流程圖
格式:pdf
大小:15KB
頁數:1P
4.3
申明: 所有資料為本人收集整理,僅限個人學習使用,勿做商業用 途。 吊裝分節門葉 初步定位 總拼裝設備 平臺胎架準備 放出整扇閘門 大樣 調整分節位置后 正式定位 劃線、裝焊止水座板、 矯正 銑削止水座面 及支承座板 裝焊 吊耳板 矯正 無損檢測 劃線 鏜孔 劃線 鉆孔 組裝主輪、側輪、 滑道等部件 檢驗、 測量記錄 裝焊 定位裝置 包裝 運輸 圖18-1閘門門葉整體組裝、機加工工藝流程圖

凍干工藝流程圖
格式:pdf
大小:161KB
頁數:3P
4.6
. ;. 1.工藝流程圖 主藥 輔料 注射用水輔料 注射用水 活性炭 炭渣 丁基膠塞西林瓶 鋁蓋 成品 混合 溶解 定容 脫色 過濾 精濾 灌裝半加塞 凍干 全壓塞 洗消洗消 內包 貼簽 燈檢 軋蓋 外包 洗消 . ;. 2.工藝流程圖 加炭 吸附 主藥 過濾 壓塞軋蓋包裝 輔料 配液 凍干 灌裝 . ;. 工藝流程 飲用水 砂過濾 碳過濾 二級反滲透 丁基膠塞 純化水 蒸餾 注射用水 西林瓶 瓶外清洗 瓶內清洗 超聲波洗 過濾精沖 過濾精沖過濾精吹干燥滅菌 灌裝 過濾漂洗 0.22μ除菌過濾 0.45μ膜除炭過濾 配制 稱量 原輔料 半加塞蒸汽滅菌 冷凍干燥裝盤進箱 壓縮空氣 壓塞 加蓋 軋蓋 滅菌 鋁蓋 貼簽燈檢包裝入庫 標簽包裝盒箱 十萬級萬級百級
機加工件工藝流程圖精華文檔

工藝流程圖 (3)
格式:pdf
大小:226KB
頁數:2P
4.5
(通過對焊點切片分析其焊接狀況) (2)焊接---無鉛焊接、選擇性波峰焊接。 (選擇性波峰焊)(nc數控分板) 可貼元件尺寸: 可貼元件間距: 切片分析 (2)內置/外置n2焊接工藝。 對通孔元器件使用回流焊接 工藝,提高產品焊接質量。 (3)混流生產方式---一線多機種生產。 2,客戶提供整套fct方案. 1,自主開發fct方案及測試 架; 2,非接觸式ict測試. 檢查bga、csp等底部焊點器件 之焊接狀況。可檢查短路、空焊 、空洞等不良。 1,針接觸式ict測試; 印刷能力: 分板工藝: 無鉛充氮回流焊工藝通孔回流焊工藝 基板尺寸:50×30mm-510×360mm 50×50mm-410×360mm基板尺寸: 基板厚度: 精細模:±50μm 普通模:±100μm 0603chip 0.30mmpitchcsp 0.1mm-4
摻鎵工藝流程圖
格式:pdf
大小:77KB
頁數:2P
4.8
注明摻鎵體 系的硅料標 識 yes yes yes yes yes yes 長晶工序 是否是晶 棒 切斷工序 合格圓 棒 頭料分級 尾料分級 吊肩料、 堝底料 分級 粘膠工序 合格方 棒 切片工序 合格硅 片 預清洗工序 合格硅 片 清洗工序 合格硅 片 合格方 棒 副 產 品 做 好 摻 鎵 標 識 入 二 級 料 倉 庫 腐 蝕 工 序 三 級 料 倉 庫 開方工序 邊皮、頭料、尾料 依據電阻率分檔 頭料、尾料依據 電阻率分檔 依據電阻率分 檔 依據電阻率分 檔 依據電阻率分 檔 no no yes no no no no no 甩干工序 合格硅 片 成品檢驗工序 是否返 工 返回清洗工 序 合格硅 片 做好標識入 二級倉庫 做好摻鎵標識入成品倉庫 yes no nono
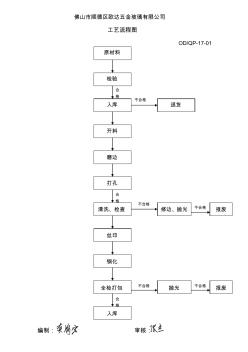
產品工藝流程圖
格式:pdf
大小:52KB
頁數:4P
4.6
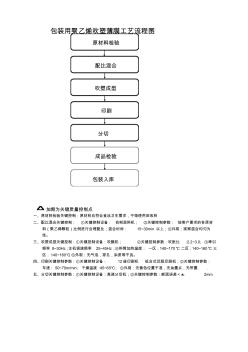
包裝用聚乙烯吹塑薄膜工藝流程圖 加粗為關鍵質量控制點 一、原材料檢驗關鍵控制:原材料應符合食品衛生需求,不得使用回收料 二、配比混合關鍵控制:①關鍵控制設備:自制混料機;②關鍵控制參數:按客戶要求的各原材 料(聚乙烯顆粒)比例進行合理配比;混合時間:15~30min以上;③外觀:觀察混合均勻為 佳。 三、吹塑成型關鍵控制:①關鍵控制設備:吹膜機;②關鍵控制參數:吹脹比:2.2~3.0;③牽引 頻率8~30hz;主機調速頻率25~45hz;④料筒加熱溫度:一區:140~170℃二區:140~160℃三 區:140~160℃;⑤外觀:無氣泡,穿孔,雜質等不良。 四、印刷關鍵控制參數:①關鍵控制設備:12座印刷機組合式凹版印刷機;②關鍵控制參數: 車速:50~70m/min;干燥溫度:45~65℃;③外觀:無套色位置不準,無油墨點,無帶墨. 五、分
產品工藝流程圖
格式:pdf
大小:74KB
頁數:1P
4.6
文件編號: 創建日期: 修改日期: 責任人: 工序號 /sn 制造◇ /mfg 搬運○/ transit 儲存△/ store 檢驗□/ inspect 特殊 特性 /s.c 過程特性控制/processcontrol point 產品特性控制 /productioncc 控制方法/control plan 2,斜面粗糙度0.8控制/conus surfaceroughness0.8should becontrolled 3,斜面圓度0.01控制/conus roundness0.01controlled 程序號:o1003 programmeno:o1003 過程防銹/processantirust 40 40數量與標簽/quantity&label 物料存儲、搬運收發 管理流程
機加工件工藝流程圖最新文檔

噴射工藝流程圖
格式:pdf
大小:34KB
頁數:1P
4.3
第 一 次 投 料 水泥 砂(按干料計) 粘 稠 劑 c×% 粉劑與水泥一起加 液劑加入拌和水中 水w/c=0.22 第 二 次 投 料 石子(以干料計) 速凝劑e×% 風 壓 噴拱部0.12~0.15mpa 噴邊墻0.15~0.18mpa 料 量 噴拱部2~3m3/h 噴邊部3~4m3/h 水 水壓穩定在比 風壓大0.1mpa 投料攪拌拌合時間(min) 2 j-375型強制式攪拌機 第二次投料1~2 s×100 100kg g×100 it傾卸車運送 篩網(阻止超徑石子入機) 60~100cm 噴射直徑l=30cm 噴射工藝流程圖
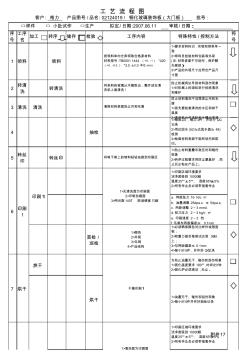
工藝流程圖 (2)
格式:pdf
大小:88KB
頁數:3P
4.5
序 號 工序 名 加工轉序儲存檢驗工序內容特殊特性/控制方法符 號 1領料領料 按領料單向倉庫領取合格原材料 材料型號:tb00011444(+0,-1)*420 (+0,-0.5)*3.0±0.2(單位:mm) 1>要求材料標識.實物和領料單一 致 2>領料員檢驗材料包裝和外觀 (注:材料表面不可劃傷,保護膜 無破損) 3>產品的外觀尺寸應符合產品尺 寸圖 2轉清 洗 轉清洗 將來料的玻璃從木箱取出,整齊放在清 洗機上面清洗! 防止機械角邊導致材料刮傷現象 1>對機械上的滾輪進行徹底清洗 和維護 3清洗清洗清除材料表面的塵污和毛屑 防止材料清洗不潔再現塵污和毛 屑 1>首先要檢查清洗的水壓和烘干 溫度 2>清洗機臺傳送輪和水槽必須清 4抽檢 1>每班2次,每次2件,并進行qc 記錄 2>用達因水(52≥達因水值≥48) 檢測 3>檢
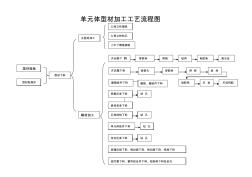
單元體加工工藝流程圖
格式:pdf
大小:25KB
頁數:1P
4.4
單元體型材加工工藝流程圖 開啟框下料穿膠條拼裝組角粘膠條裝五金 型材檢驗 型材貼保護 型材下料 鋁芯套下料、窗簾組合件下料、鋁掛鉤下料及鉆孔 窗扇組件下料 開啟扇下料銑鎖孔穿膠條拼裝組角 五金粘膠條打結構膠窗框、扇組件下料 裝飾扣條下料 鉆孔明框壓條下料 鉆孔石材掛鉤下料 單元體掛件下料鉆孔 玻璃壓線下料、鋁封板下料、鋁扣板下料、鋁角下料 定位壓條下料鉆孔 主型材加工 公母立柱端銑 公母立柱鉆孔 上中下橫框端銑 輔材加工
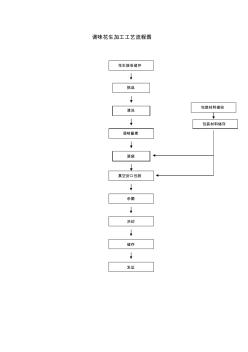
調味花生加工工藝流程圖
格式:pdf
大小:13KB
頁數:1P
4.5
調味花生加工工藝流程圖 包裝材料接收 包裝材料儲存 調味醬煮 真空封口包裝 儲存 發運 殺菌 冷卻 花生接收儲存 挑選 清洗 裝袋

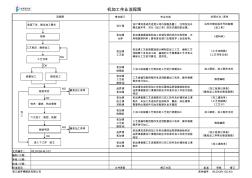
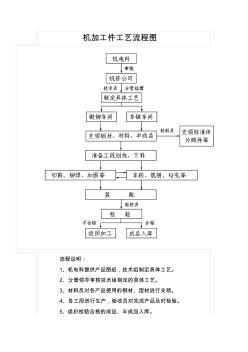
機加工作業流程圖
格式:pdf
大小:34KB
頁數:1P
4.7
責任部門作業內容 設計課 設計課將造成傳送到公司內部服務器上,注明發送日 期及版本號,并以《加工單》的形式通知機加課。 機加課 倉庫 機加課根據造型和加工單填寫領料單向倉庫領料,倉 庫根據領料單(要有責任部門主管簽字)發放材料。 機加課 工藝組 機加課工藝組根據造型分解制定加工工藝,編制工藝 流程圖下發各加工組,編制的工藝需要做工藝評審以 確保以工藝的可靠性、適用性。 機加課 線割組 小加工組根據工藝制定的工藝進行線割加工 機加課 工藝組 數控組 工藝組編寫數控程序發送到數據加工機床,操作根據 程序進行加工。 品質課 機加課 機加課完成階段加工任務后通知品質課做檢驗判定, 品質課根據設計課提供的技術標準對加工件進行檢驗 判定 機加課 組立課 采購課 機加課根據工藝流程圖對已完工的件及時通知組立課 取件,未加工完成的件安排轉序:磨床、熱處理等, 需要熱處理的件交由采購課外發并跟蹤 機加課
機加工件工藝流程圖相關
文輯推薦
知識推薦
百科推薦


職位:巖土勘察總工程師
擅長專業:土建 安裝 裝飾 市政 園林


