

機床微機控制系統與機床改造講座:第三講 零件...
格式:pdf
大小:171KB
頁數:7P
人氣 :68
 4.7
4.7
第三講 零件加工程序的編制 俘定水泵廠(0710 61) 張永皋 編錨零件椰工程序除了要熟練掌握譏睞微機控制系統,曲各項指々外,還 要熟悉零件的毛壞加工余量,工藝參數的選擇、工藝裝備的使用以及零件的 尺寸精度、形位公差要求,指導零件l朋工的有關工藝文件等等。只有掌握了 這些情況后,才能綜合考慮,合理編制加工程序,保證零件的加工精度和生 產效率。 一 , 螭程前的準備工作 用機床微機控制系統改造的普通機床,習慣上叫做簡易數控機床或經濟 塑數控機床 選種簡易數控機床,由于實行了拄程序自動加工,就必然對柏 工剮象及其工藝條件有特定的要求,當適應了這條件后,機床才能發揮其優 勢。應用簡易效控機床在編程前應考慮以下幾十方面。 1.加工零件的坯料 簡易數控機床 (以車床為鍘)加工的零件大致可分為軸類、盤類和珠類 蘭種。坯料可分黼 造、鍛造和型材下斜三種。無論對于哪種坯料



 機床微機控制系統與機床改造講座 第三講 零件加工程序的編制
機床微機控制系統與機床改造講座 第三講 零件加工程序的編制 機床微機控制系統與機床改造講座 第三講 零件加工程序的編制
格式:pdf
大小:539KB
頁數:7P
編制零件加工程序除了要熟練掌握機床微機控制系統的各項指令外,還要熟悉零件的毛坯加工余量、工藝參數的選擇、工藝裝備的使用以及零件的尺寸精度、形位公差要求、指導零件加工的有關工藝文件等等。只有掌握了這些情況后,才能綜合考慮、合理編制加工程序、保證零件的加工精度和生產效率。
基于機床改造智能視覺的艦船用零件的加工控制優化
格式:pdf
大小:1.3MB
頁數:3P
艦船用零件加工要求精度極高,為了改善加工工藝,提出一種機床改造智能視覺的艦船用零件的加工控制優化方法。進行加工控制約束參量分析,對影響加工精度的曲面嚙合、機床進給速度、主軸轉速等參量進行解析優化分析,在機器視覺下進行機床控制參量的優化量算改造,實現艦船用零件控制優化,得出機床進刀最優控制律,改善加工工藝。仿真結果表明,采用該方法進行艦船用零件的加工控制,加工軌跡誤差較低,收斂效果較好。
編輯推薦下載
機床零件用感應器的設計及選用 機床零件用感應器的設計及選用
格式:pdf
大小:447KB
頁數:5P
4.7
以幾種典型的機床零件的感應加熱淬火方式為例,分析了感應器的設計和選用,包括加熱不同零件或零件特殊部位的施感導體即感應圈的結構及其加熱效果,感應圈匝數選定,功率核算,仿形感應器,導磁體的應用等。
機床微機控制系統與機床改造講座第三講零件熱門文檔
多工位組合機床控制系統改造
格式:pdf
大小:308KB
頁數:1P
4.7
組合機床兼有低成本和高效率的優點,在大批量生產中得到了廣泛的應用,并可以組成自動生產線。在我單位使用繼電器控制的組合機床,效率低,誤差大,故障率比較大,嚴重地影響了工人勞動的積極性。現將plc控制技術應用于機床,大大提高了自動化程度和工作效率,同時減少了大量繼電器的硬件接線,工作的可靠程度也顯著增加,方便了操作和維修。
多工位組合機床控制系統的PLC改造
格式:pdf
大小:2.2MB
頁數:3P
4.3
介紹了用西門子s7-200系列plc對多工位組合機床電氣控制系統的改造,介紹了系統的工藝流程,給出改造后plc端子接線圖和主程序。實踐結果證明改造后控制系統工作可靠,操作方便直觀,故障率低,提高了工效。
傳統機床控制系統的數控化改造研究
格式:pdf
大小:7.6MB
頁數:6P
4.6
傳統機床的控制系統多為繼電器-接觸器系統,不僅增加了控制系統的接線復雜度和故障率,且造成控制功能單一、不易擴展等缺點,故傳統機床的數控化改造勢在必行。以c650車床為例,分析了原有繼電器-接觸器系統的控制功能及其組成;以plc為核心控制單元,以主軸電動機、進給步進電動機為控制對象,設計研制了c650型車床的數控化控制系統,并通過試驗臺對其進行了驗證。結果表明:所研制的數控化控制系統可以實現主軸電動機的正反轉、制動、點動及步進電動機的調速等控制功能,為其他型號機床的數控化改造提供了一種技術參考。
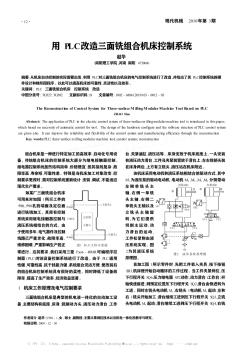
用PLC改造三面銑組合機床控制系統
格式:pdf
大小:631KB
頁數:3P
4.5
從機床自動控制的實際需要出發,利用plc對三面銑組合機床的電氣控制系統進行了改造,并給出了其plc控制系統的硬件設計和梯形圖程序。以此可以提高機床的可靠性、靈活性以及效率。
數控機床軸類零件加工工藝分析大學設計 (2)
格式:pdf
大小:187KB
頁數:26P
4.5
畢業論文<設計)任務書 課題名稱數控機床軸類零件加工工藝分析 畢業論文<設計)任務書 一、畢業論文<設計)地目地與要求: 大學三年地時間匆匆而過,在這三年地學習中,掌握了一定地專業知 識,畢業設計是對我們前兩年專業知識地綜合考驗也是一次回顧,把所學 地理論知識靈活地運用到實踐操作中來這樣更能強化學生對專業知識更 深一步地理解.針對本課題總結目地三點如下: <1)畢業設計是數控專業教案體系中構成數控加工技術專業知識及 專業技能地重要組成部分. <2)畢業設計是運用數控原理、、數控編程、專業軟件等專業知識 和數控機床地一次綜合實訓練習. <3)對教案計劃和課程設計地一次總結. 畢業設計使學生能夠把三年所學到地知識靈活運用、融會貫通,以鞏 固和提高所學過地知識.在設計過程中,培養學生地資料檢索、知識綜合 應用、團隊合作等方面能力,提高學生處理問題及時做出
機床微機控制系統與機床改造講座第三講零件精華文檔
數控機床軸類零件加工工藝分析大學設計
格式:pdf
大小:187KB
頁數:26P
4.6
畢業論文<設計)任務書 課題名稱數控機床軸類零件加工工藝分析 畢業論文<設計)任務書 一、畢業論文<設計)地目地與要求: 大學三年地時間匆匆而過,在這三年地學習中,掌握了一定地專業知 識,畢業設計是對我們前兩年專業知識地綜合考驗也是一次回顧,把所學 地理論知識靈活地運用到實踐操作中來這樣更能強化學生對專業知識更 深一步地理解.針對本課題總結目地三點如下: <1)畢業設計是數控專業教案體系中構成數控加工技術專業知識及 專業技能地重要組成部分. <2)畢業設計是運用數控原理、、數控編程、專業軟件等專業知識 和數控機床地一次綜合實訓練習. <3)對教案計劃和課程設計地一次總結. 畢業設計使學生能夠把三年所學到地知識靈活運用、融會貫通,以鞏 固和提高所學過地知識.在設計過程中,培養學生地資料檢索、知識綜合 應用、團隊合作等方面能力,提高學生處理問題及時做出
淺談普通機床加工的曲面零件工藝 淺談普通機床加工的曲面零件工藝
格式:pdf
大小:51KB
頁數:1P
4.6
一般用來加工樣式比較單一的零件的機床,我們稱之普通機床。用普通機床加工出具有弧形曲面的零件是機床生產商最為關注的問題。本文就將對普通機床中的零件切割刀的支撐進行分析和研究,并且以特別案例的形式對具有曲面的零件在普通機床上的加工工藝進行剖析,從而得出能夠提高零件加工密度和效率的方法。
基于多零件工序族工藝規劃的機床產品構型綜合設計 基于多零件工序族工藝規劃的機床產品構型綜合設計
格式:pdf
大小:415KB
頁數:未知
4.5
針對機床產品的定制問題,以基本工藝元為基礎將多零件工序族進行組合,建立了工藝和機床結構的映射關系,建立了機床的運動功能模型并計算完成工序族所需要的運動范圍,制定了機床的運動學圖譜并根據約束條件進行選擇,使機床的工藝能力在多零件工序組合的加工需求變化范圍內,從而實現機床的定制柔性。工藝聚類和排序為實現以工藝能力為導向的機床結構設計提供了依據,保證了設計的定制性,最后以實例進行了說明。
《數控機床電氣控制》講座 第五章 數控機床主軸控制系統
格式:pdf
大小:592KB
頁數:4P
4.5
主軸驅動單元的接口和選型主軸驅動單元的接口主軸驅動單元的接口與進給單元有許多類似,讀者可參閱第四章。進給單元具備的接口,在主軸驅動單元上一般都可以找到,只是不同廠家不同檔次的主軸驅動單元所包含的接口類型不同,例如,主軸伺服單元的接口類型比變頻器的接口要豐富;具備矢量控制功能的變頻器又比簡易型變頻器
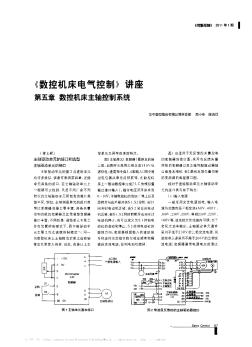
《數控機床電氣控制》講座 第五章 數控機床主軸控制系統
格式:pdf
大小:644KB
頁數:3P
4.5
數控機床主軸及其控制系統的性能在某種程度上決定了機床的性能及其檔次,因此,在數控機床的發展進程中都引起高度的重視。本章介紹:數控機床主軸控制系統的要求;三相籠型感應電動機+齒輪變速箱這種普通主軸的控制;變頻器調速主軸的工作原理,其中包括感應電動機的變頻調速和矢量控制及直接轉矩控制等原理,這些是現代數控
機床微機控制系統與機床改造講座第三講零件最新文檔
機床清洗
格式:pdf
大小:2.4MB
頁數:12P
4.4
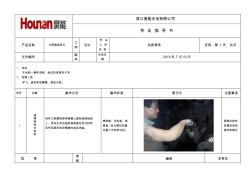
浙江昊能光電有限公司 作業指導書 產品名稱太陽能級硅片 工 序 切片 作業 工序 名稱 機床清洗頁碼:第1頁共頁 文件編號 版 本 生效日 期 2015年7月10日 一、目的 車間統一操作流程,保證機床清洗干凈 二、所需工具 鏟刀、廢砂漿放置桶、清洗水槍。 序號步驟操作方法操作標準圖示化注意事項 1 清 理 繞 線 倉 砂 漿 用鏟刀把橫移架伸縮臂上面和線筒軸承 上、導輪主體后面的軸承部位的沉積砂 漿鏟到廢砂漿收集桶內或泡沫盒。 橫移架、導輪架、線 筒軸/張力臂及機器 內壁上無砂漿沉積。 清理出的砂 漿要回收到 廢砂漿桶內 批準 審 核 編制宋常樂 浙江昊能光電有限公司 作業指導書 產品名稱太陽能級硅片 工 序 切片 作業 工序 名稱 機床清洗頁碼:第2頁共2頁 文件編號 版 本 生效日 期 2015年7月10日 序號
機床電氣控制系統論文
格式:pdf
大小:8KB
頁數:1P
4.8
淺談機床電氣控制系統 【摘要】數控機床的電氣控制系統是機床應用中非常重要的一 部分。本文闡述了機床電氣控制系統的概況,詳細介紹了電氣控制 系統的原理,針對應用中常出現的故障情況講解了如何維修,最后 展望了機床電氣控制系統的技術發展方向。 【關鍵詞】數控機床;電氣控制系統;現場維修;技術發展 1.我國從2003年開始就成了全球最大的機床消費國,也成了世 界上最大的數控機床進口國 目前正在提高機械加工設備的數控化率,1999年,我們國家機 械加工設備數控化率是5-8%,目前預計是15~20%之間。 因此,隨著電子技術和自動化技術的發展,數控技術的應用越 來越廣泛。以微處理器為基礎,以大規模集成電路為標志的數控設 備,已在我國批量生產、大量引進和推廣應用,它們給機械制造業 的發展創造了條件,并帶來很大的效益。 “九五”期間,為促進我國數控機床的發展,機床工具行業針 對我國數控機床產量低

《數控機床電氣控制》講座 第三章 數控系統基本知識
格式:pdf
大小:1.2MB
頁數:6P
4.5
3.4計算機數控系統的軟件體系結構3.4.1cnc系統軟、硬件界面數控系統是由軟件和硬件組成的,硬件為軟件的運行提供了支撐環境,軟件結構取決于cnc系統中的軟件和硬件分工。在信息處理方面,軟件和硬件在邏輯上是等價的,在cnc系統中,由硬件完成的工作,原則上也可由軟件來完成,但是硬件和軟件各有不同的特點,硬件處理速度快,但造價
數控機床常見故障的診斷維修與機床保養探討 數控機床常見故障的診斷維修與機床保養探討
格式:pdf
大小:56KB
頁數:2P
4.4
數控機床在我國已有近三十余年的應用歷史,在使用過程中積累了大量的經驗,并在科研技術上表現出國際性優勢.為了保障其在生產中的穩定性,本文就所需要掌握的故障診斷原則與維修技術進行分析,并在維護方法上進行研究,從技術角度為出發點,為相關的研究與實踐操作提供參考.
基于PLC的舊式機床電氣控制系統的改造
格式:pdf
大小:97KB
頁數:1P
4.5
目前采用繼電器控制的舊式普通機床設備仍在企業中廣泛使用.隨著plc技術的發展,使用plc相對于使用繼電器線路擁有無法比擬的優勢,用可編程序控制器(plc)改造舊機床電控系統,是非常現實的技術改造方案.特別是一些加工工藝較特殊的機床設備,采用plc實現機床電器系統的控制更有優勢.所以對這類普通機床控制系統進行改造是非常必要的.
機床改造PLC在電氣控制系統中的應用
格式:pdf
大小:229KB
頁數:3P
4.4
機床是一種在工業制造和加工,并為企業備件的制作,為企業在生產中,設備損壞應急的器件加工等機械加工的設備,傳統的機床電氣控制系統是以繼電器、接觸器為主體的半自動控制系統,本文通過plc的技術結合原機床電器的控制來加以改進,利用plc可編程控制,進行機床手動控制系統的改進,plc程序的控制可靠穩定、加工精度高、自動操作易于控制擴展等優點,對傳統的機床電氣控制系統以及運用和改造進行分析。
基于PLC控制系統的電解加工機床改造
格式:pdf
大小:601KB
頁數:3P
4.4
介紹了上海寶鋼設備檢修有限公司寶鋼機械廠電解加工機床plc自動控制系統。根據電解加工機床的要求,設計了控制系統的總體方案,闡述了該系統硬件設備配置及相應軟件體系,機床主軸進給系統是由交流伺服電動機、光柵尺、滾珠絲杠等精密部件及plc構成的全閉環控制系統。配備觸摸屏作為人機接口,使系統控制界面友好,簡單直觀,便于操作。實際運行表明,該系統穩定可靠,滿足生產工藝要求。
基于PLC的鉆锪組合機床控制系統的改造
格式:pdf
大小:259KB
頁數:3P
4.5
采用西門子s7-200系列可編程控制器(plc)對鉆锪組合機床的控制系統進行技術改造,介紹了鉆锪組合機床的工作過程,給出設計了plc控制的i/o端子接線圖和梯形圖程序。實踐證明改造后的鉆锪組合機床在實際生產中運行穩定,生產效率大大提高。

價值分析在機床改造中的應用
格式:pdf
大小:320KB
頁數:3P
4.4
本文介紹了應用價值分析方法將mmb1312機床出手動改為半自動循環的過程,從而大大地降低了成本,提高了生產效率,創造了不菲的經濟效益.
機床微機控制系統與機床改造講座第三講零件相關
文輯推薦
知識推薦
百科推薦


職位:BIM深化設計師(幕墻)
擅長專業:土建 安裝 裝飾 市政 園林


