

接觸面噴砂處理的高強螺栓連接性能的試驗研究
格式:pdf
大小:315KB
頁數:4P
人氣 :94
 4.8
4.8
對接觸面噴砂處理的5個摩擦型高強螺栓連接試件進行了性能試驗,試驗結果表明,噴砂處理的接觸面抗滑移系數較規范建議值低;高強螺栓的預拉力對接觸面的抗滑移系數有影響,預拉力愈大,接觸面抗滑移系數愈小。還對其中一個試件做了有限元分析,模擬結果表明,連接板件相對滑動時螺栓孔周圍大部分區域的應力達到了板件鋼材的屈服強度,而連接破壞時,螺栓孔周圍的板件應力均達到了鋼材的抗拉強度。



高強螺栓連接
格式:pdf
大小:65KB
頁數:4P
本工程高強螺栓采用扭剪型10.9級,規格:m20、m22,m24三種。 共10236套,其中主軋跨主電室2924套,磨輥間5532套,加熱爐1780 套。使用部位見下表: 序號規格使用部位備注 1m20吊車梁與自動板連接磨輥間 2m22鋼柱與連系梁連接 3m24車檔與吊車梁連接 1.高強螺栓由項目經理部材料計劃員編制施工使用計劃經項目經理批 準后,由物資部門采購。高強螺栓運到施工現場后,須放在室內,不得 隨意開啟。高強螺栓入庫應按包裝箱上注明的規格分類存放,工地領取 時,要按使用部位領取相應規格和數量的螺栓,要當天用多少套,領多 少套,嚴禁現場隨意堆放,以防扭矩系數發生變化。 2.高強螺栓進入現場后先檢查下列資料:質保書、軸力復驗報告(每種 做8套)、構件進入現場后檢查加工廠摩擦面抗滑移系數報告是否齊全, 現場應根據加工廠提供試驗板作抗滑移復驗。 3.施
高強螺栓連接
格式:pdf
大小:98KB
頁數:10P
長度=連接板層總厚+緊固長度加長值+螺母公稱厚度+墊圈個數*墊 圈厚度+3*螺紋螺距 高強度螺栓就是可承受的載荷比同規格的普通螺栓要大. 普通螺栓的材料是q235(即a3)制造的. 高強度螺栓的材料35#鋼或其它優質材料,制成后進行熱處理,提高 了強度. 兩者的區別是材料強度的不同. 從原材料看: 高強度螺栓采用高強度材料制造。高強螺栓的螺桿、螺帽和墊圈都由高 強鋼材制作,常用45號鋼、40硼鋼、20錳鈦硼鋼。普通螺栓常用q235 鋼制造。 從強度等級上看: 高強螺栓,使用日益廣泛。常用和兩個強度等級,其中級居多。普通螺 栓強度等級要低,一般為級、級、級和級。 從受力特點來看: 高強度螺栓施加預拉力和靠摩擦力傳遞外力。普通螺栓連接靠栓桿抗剪 和孔壁承壓來傳遞剪力,擰緊螺帽時產生預拉力很小,其影響可以忽略 不計,而高強螺栓除了其材料強度很高之外,還給螺栓施加很
編輯推薦下載
 高強螺栓連接節點火災后性能試驗研究
高強螺栓連接節點火災后性能試驗研究 高強螺栓連接節點火災后性能試驗研究
格式:pdf
大小:736KB
頁數:5P
4.6
對鋼結構節點在火災作用后的力學性能進行深入研究至關重要,它是研究結構整體火災作用后力學性能的重要基礎。對四個足尺高強螺栓連接節點進行了模擬自然火災試驗,通過對其火災前后力學性能試驗結果的對比分析,采用數值分析的最小二乘法,得到了該類節點各主要參數與其所經歷的最高火災溫度相關的擬合公式,為具有此類連接節點的鋼結構火災后的安全性檢測評定與加固提供了參考依據,也為我國《鋼結構抗火設計規范》的修訂提供參考。
02扭剪型高強螺栓連接工藝
格式:pdf
大小:19KB
頁數:3P
4.6
扭剪型高強螺栓連接 1范圍 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢查緊固軸力,滿足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用, 不得混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、鋼絲刷、工具 袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處理,摩擦系數應符合設 計要求(一般要求q235鋼為0.45以上,16錳鋼為0.55以上)。摩擦面木允許有殘留氧化鐵 皮,處理后的摩
接觸面噴砂處理的高強螺栓連接性能的試驗熱門文檔
扭剪型高強螺栓連接工藝標準
格式:pdf
大小:8KB
頁數:1P
4.4
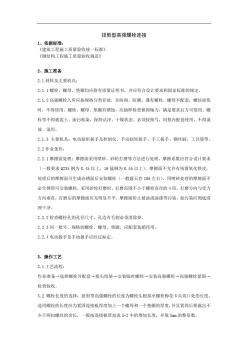
扭剪型高強螺栓連接工藝標準 扭剪型高強螺栓連接工藝標準具體內容是什么,下面下面為大 家解答。 范圍 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要 求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺 栓、螺母不配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕, 應抽樣檢查緊固軸力,滿足要求后方可使用。螺栓等不得被泥土、油 污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不得 混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工 扳手、鋼絲刷、工具袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處理, 摩擦系數應符合設計要求。摩擦面木允許有殘留氧化鐵皮,處理后的 摩擦面可生成
扭剪型高強螺栓連接檢驗批
格式:pdf
大小:277KB
頁數:19P
4.7
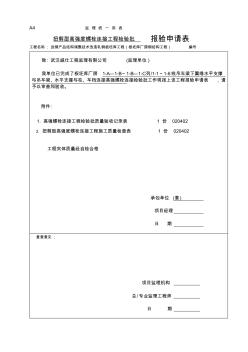
a4監理統一用表 扭剪型高強度螺栓連接工程檢驗批報驗申請表 工程名稱:漣鋼產品結構調整技術改造軋鋼板坯庫工程(板坯庫廠房鋼結構工程)編號 致:武漢威仕工程監理有限公司(監理單位) 我單位已完成了板坯庫廠房1-a—1-b~1-b—1-c列/1-1~1-6線吊車梁下翼緣水平支撐 與吊車梁、水平支撐與柱、車檔連接高強螺栓連接檢驗批工作現報上該工程報驗申請表,請 予以審查和驗收。 附件: 1.高強螺栓連接工程檢驗批質量驗收記錄表1份020402 2.扭剪型高強度螺栓連接工程施工質量檢查表1份020402 工程實體質量經自檢合格 承包單位(章) 項目經理 日期 復查意見: 項目監理機構 總/專業監理工程師 日期 高強螺栓連接工程檢驗批質量驗收記錄表 gb50205-2001 (ⅱ) 020402 □□ 單位(子單位)工程名稱漣鋼產

摩擦型高強螺栓連接計算
格式:pdf
大小:113KB
頁數:3P
4.7
b=220ef=0y1=0.15y4=0 h=300ew=50y2=0.05y5=0 h1=0a=80y3=0y6=0 螺栓個數n=8tw=8螺栓直徑d。=20螺栓孔徑=21.5 1m=4 nt1=70.50nt4=0.00 nt2=23.50nt5=0.00 nt3=0.00nt6=0.00 nt1‘=-70.50nt4‘=0.00 nt2‘=-23.50nt5’=0.00 nt3’=0.00nt6‘=0.00 0.8p=152n/n=0 nvb1=50.43kn 636.08kn nv1=29.375kn β=1.00 計算結果 nt1nv1結論1 ∑nvbi<v結論2 端板設計 √6efnt/bf=0mm 0mm
高強螺栓連接技術交底
格式:pdf
大小:55KB
頁數:5P
4.7
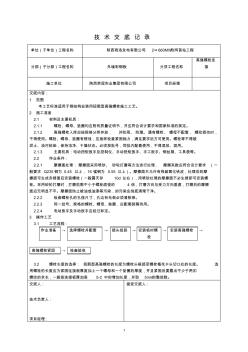
1 技術交底記錄 單位(子單位)工程名稱陜西商洛發電有限公司2×660mw熱網首站工程 分部(子分部)工程名稱外墻彩鋼板分項工程名稱 高強螺栓連 接 施工單位陜西榮冠實業集團有限公司項目經理 交底內容: 1范圍 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、螺母不配套,螺紋損傷時, 不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢查緊固軸力,滿足要求后方可使用。螺栓等不得被 泥土、油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不得混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、鋼

高強螺栓連接擰緊記錄
格式:pdf
大小:32KB
頁數:1P
4.5
高強螺栓連接擰緊記錄記錄 工程名稱分項工程名稱 施工單位檢驗批名稱 項目負責人專業工長班組長 節點名稱 螺栓品種 規格 設計擰緊扭 矩(n·m) 初擰扭矩 (n·m) 終擰扭矩 (n·m) 自檢結果 及標記 監理(建設) 人員 施工單位檢 查評定記錄 項目(技術)負責人:項目質量檢查員:年月日 監理(建設) 人員驗收 結論 監理工程師(建設單位現場代表):年月日 注:1、計算施工終擰扭矩tc安gb520205-2001附錄b中(b.0.3-1)公式計算,并增加10%。 2、當天安裝的高強螺栓應在當天終擰完畢,檢驗應在終擰完畢1h后、48h內完成。 sn:93a70000000016f4建龍軟件打印(批準文號:川建發[2002]280號)四川省建設廳監制 sg-t057
接觸面噴砂處理的高強螺栓連接性能的試驗精華文檔

高強螺栓連接計算(非常好用)
格式:pdf
大小:113KB
頁數:3P
4.5
b=220ef=0y1=0.15y4=0 h=300ew=50y2=0.05y5=0 h1=0a=80y3=0y6=0 螺栓個數n=8tw=8螺栓直徑d。=20螺栓孔徑=21.5 1m=4 nt1=70.50nt4=0.00 nt2=23.50nt5=0.00 nt3=0.00nt6=0.00 nt1‘=-70.50nt4‘=0.00 nt2‘=-23.50nt5’=0.00 nt3’=0.00nt6‘=0.00 0.8p=152n/n=0 nvb1=50.43kn 636.08kn nv1=29.375kn β=1.00 計算結果 nt1nv1結論1 ∑nvbi<v結論2 端板設計 √6efnt/bf=0mm 0mm

高強螺栓連接計算表
格式:pdf
大小:113KB
頁數:3P
4.6
b=220ef=0y1=0.15y4=0 h=300ew=50y2=0.05y5=0 h1=0a=80y3=0y6=0 螺栓個數n=8tw=8螺栓直徑d。=20螺栓孔徑=21.5 1m=4 nt1=70.50nt4=0.00 nt2=23.50nt5=0.00 nt3=0.00nt6=0.00 nt1‘=-70.50nt4‘=0.00 nt2‘=-23.50nt5’=0.00 nt3’=0.00nt6‘=0.00 0.8p=152n/n=0 nvb1=50.43kn 636.08kn nv1=29.375kn β=1.00 計算結果 nt1nv1結論1 ∑nvbi<v結論2 端板設計 √6efnt/bf=0mm 0mm
扭剪型高強螺栓連接
格式:pdf
大小:26KB
頁數:12P
4.7
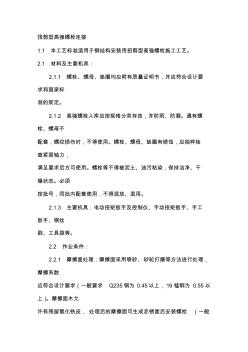
扭剪型高強螺栓連接 1.1本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要 求和國家標 準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺 栓、螺母不 配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢 查緊固軸力, 滿足要求后方可使用。螺栓等不得被泥土、油污粘染,保持潔凈、干 燥狀態。必須 按批號,同批內配套使用,不得混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工 扳手、鋼絲 刷、工具袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處理, 摩擦系數 應符合設計要求(一般要求q235鋼為0.45以上,16錳鋼為0.55以 上)。摩擦面木允 許有殘留氧化鐵皮,處理后的摩擦面可生成赤銹面后
扭剪型高強螺栓連接工藝標準
格式:pdf
大小:19KB
頁數:3P
4.7
扭剪型高強螺栓連接工藝標準 1范圍 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 22施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、螺母不配套,螺紋 損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢查緊固軸力,滿足要求后方可使用。 螺栓等不得被泥土、油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不得 混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、鋼絲刷、工具袋 等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處理,摩擦系數應符合設計 要求(一般要求q235鋼為0.45以上,16猛鋼為0.55以上)。摩擦面不允許有殘留氧化鐵皮,
接觸面噴砂處理的高強螺栓連接性能的試驗最新文檔
鋼結構高強螺栓連接施工 鋼結構高強螺栓連接施工
格式:pdf
大小:175KB
頁數:2P
4.5
介紹了高強度螺栓連接施工工藝的特點及工藝原理,闡述了其工藝流程及施工中的操作要點,并總結了質量保證措施,指出該工藝已被廣泛應用于建筑鋼結構的工地現場。

扭剪型高強螺栓連接 (2)
格式:pdf
大小:46KB
頁數:4P
4.4
扭剪型高強螺栓連接 1/4 工程名稱中原種子產業科技物流園交底部位 a-01、a-02、b-07、b-08、 b-10、b-11 施工單位 河南航天建筑工程有限公 司 日期 交底內容: 扭剪型高強螺栓連接 1范圍 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢查緊固軸力,滿足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用, 不得混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、鋼絲刷、工具 袋等。 2.2作業條件: 2.
抗剪型高強螺栓連接工藝標準
格式:pdf
大小:53KB
頁數:5P
4.5
v1.0可編輯可修改 177177 扭剪型高強度螺栓連接施工工藝標準 (qb-cncecj020405-2004) 1適用范圍 本工藝標準適用于鋼結構安裝用扭剪型高強度螺栓的連接施工。 2施工準備 材料 螺栓、螺母、墊圈均應附有質量證明書,其品種、規格、性能等應符合設計要求和現行國家標準。 扭剪型高強度螺栓連接副出廠時應分別隨箱帶有扭矩系數和緊固軸力(預拉力)的檢驗報告。 扭剪型高強度螺栓連接副應按《鋼結構工程施工質量驗收規范》gb50205—2001的規定檢驗預拉力。 高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、螺母不配套,螺紋損傷時,不得使用。 螺栓、螺母、墊圈有銹蝕。螺栓等不得被泥土、油污粘染,保持潔凈、干燥狀態。必須按批號,同批內 配套使用,不得混放、混用。 主要機具 電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、鋼絲刷、工具袋等。 作業條件 摩擦面處
22.2扭剪型高強螺栓連接工藝
格式:pdf
大小:25KB
頁數:3P
4.3
作業指導書 第1頁共3頁 作業指導書 扭剪型高強螺栓連接工藝 1適用范圍 本作業指導書適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2材料要求 2.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和國家標準的規定。 2.2高強螺栓入庫應按規格分類存放,并防雨、防潮,遇有螺栓、螺母不配套,螺紋 損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢查緊固軸力,滿足要求后方可使用。 螺栓等不得被泥土、油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不得 混放、混用。 3主要機具設備 電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、鋼絲刷、工具袋等。 4作業條件 4.1磨擦面處理:磨擦面采用噴砂、砂輪打磨等方法進行處理,磨擦系數應符合要求(一 般要求q235鋼為0.45以上,16錳鋼為0.55以上)。磨擦面不允許有殘留氧

高強螺栓連接計算
格式:pdf
大小:117KB
頁數:3P
4.6
b=220ef=0y1=0.15y4=0 h=300ew=50y2=0.05y5=0 h1=0a=80y3=0y6=0 螺栓個數n=8tw=8螺栓直徑d。=20螺栓孔徑=21.5 1m=4 nt1=70.50nt4=0.00 nt2=23.50nt5=0.00 nt3=0.00nt6=0.00 nt1‘=-70.50nt4‘=0.00 nt2‘=-23.50nt5’=0.00 nt3’=0.00nt6‘=0.00 0.8p=152n/n=0 nvb1=50.43kn 636.08kn nv1=29.375kn β=1.00 計算結果 nt1nv1結論1 ∑nvbi<v結論2 端板設計 √6efnt/bf=0mm 0

002扭剪型高強螺栓連接
格式:doc
大小:44KB
頁數:3P
4.8
扭剪型高強螺栓連接 1范圍 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、螺母不配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢查緊固軸力,滿足要求后方可使用。螺栓等不得被泥土、油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不得混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、鋼絲刷、工具袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處理,摩擦系數應符合設計要求(一般要求q235鋼為0.45以上,16錳鋼為0.
扭剪型高強螺栓連接
格式:pdf
大小:11KB
頁數:7P
4.6
1/7 扭剪型xx螺栓連接 1.1本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和國家標 準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、螺母不 配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢查緊 固軸力, 滿足要求后方可使用。螺栓等不得被泥土、油污粘染,保持潔凈、干燥狀 態。必須 按批號,同批內配套使用,不得混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、鋼絲 刷、工具袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處理,摩擦系數 應符合設計要求(一般要求q235鋼為0.45以上,16錳鋼為0.55以上)。 摩擦面木允 許有殘留氧化鐵皮,處理后的摩擦面可生成赤銹面后安裝螺栓(
扭剪型高強螺栓連接工藝大全
格式:pdf
大小:49KB
頁數:7P
4.7
本文由天津五大道http://www.***.***/原創發布 本文由吳江四橋網http://www.***.***/原創發布 扭剪型高強螺栓連接工藝大全 1范圍 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計 要求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有 螺栓、螺母不配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹 蝕,應抽樣檢查緊固軸力,滿足要求后方可使用。螺栓等不得被泥土、 油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不 得混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手 工扳手、鋼絲刷、工具袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進

高強螺栓連接計算 (2)
格式:pdf
大小:113KB
頁數:3P
4.7
b=220ef=0y1=0.15y4=0 h=300ew=50y2=0.05y5=0 h1=0a=80y3=0y6=0 螺栓個數n=8tw=8螺栓直徑d。=20螺栓孔徑=21.5 1m=4 nt1=70.50nt4=0.00 nt2=23.50nt5=0.00 nt3=0.00nt6=0.00 nt1‘=-70.50nt4‘=0.00 nt2‘=-23.50nt5’=0.00 nt3’=0.00nt6‘=0.00 0.8p=152n/n=0 nvb1=50.43kn 636.08kn nv1=29.375kn β=1.00 計算結果 nt1nv1結論1 ∑nvbi<v結論2 端板設計 √6efnt/bf=0mm 0mm
接觸面噴砂處理的高強螺栓連接性能的試驗相關
文輯推薦
知識推薦
百科推薦


職位:主任建筑設計師
擅長專業:土建 安裝 裝飾 市政 園林


