

卷板制造JCOE直縫埋弧焊接鋼管性能
格式:pdf
大小:187KB
頁數:5P
人氣 :54
 4.8
4.8
簡述了采用熱軋卷板制造直縫埋弧焊接鋼管的全過程。采用熱軋卷板,經過卷板開平和切斷,采用JCOE工藝制成直縫埋弧焊接鋼管,分別進行成分、拉伸、沖擊、硬度、DWTT等理化性能檢測,結果符合相關技術規范DNV-OS-F101(2000)和API SPC 5L。



 卷板制造JCOE直縫埋弧焊接鋼管質量分析
卷板制造JCOE直縫埋弧焊接鋼管質量分析 卷板制造JCOE直縫埋弧焊接鋼管質量分析
格式:pdf
大小:498KB
頁數:6P
采用熱軋卷板,經過卷板開平和切斷、jcoe工藝制成直縫埋弧焊接鋼管,分別進行了成分、拉伸、沖擊、硬度、dwtt等理化性能試驗,無損檢測和外觀等質量狀況檢測和評價,結果符合相關技術規范dnv-os-f101(2000)和apispec5l(43版)的要求。
卷板制造直縫埋弧焊接鋼管的技術問題及處理 卷板制造直縫埋弧焊接鋼管的技術問題及處理
格式:pdf
大小:454KB
頁數:4P
采用卷板制造直縫埋弧焊接鋼管,在國內甚至世界上尚屬首次。針對卷板制造直縫埋弧焊接鋼管時面臨開平后成板率低,鋼卷頭、中、尾性能差異,板邊沒有經過縱剪易存在缺陷,在鋼廠無法進行ut分層探傷以及包申格效應變化趨勢未知等技術難題,中國海洋石油有限公司番禺/惠州項目部組織鋼廠和鋼管廠分別進行了兩次試制和小批量試生產,經結果分析和工藝調整,順利解決了上述技術問題。評價結果表明,由卷板制造的直縫埋弧焊接鋼管完全符合番禺/惠州天然氣開發項目直縫埋弧焊接鋼管技術條件spc-sp-pl-2003和相關技術規范dnv-os-f101(2000)。
編輯推薦下載
JCOE直縫埋弧焊接鋼管拉伸性能中的包申格效應 JCOE直縫埋弧焊接鋼管拉伸性能中的包申格效應
格式:pdf
大小:814KB
頁數:4P
4.5
通過對同鋼級同壁厚鋼板和鋼管的橫向和縱向拉伸性能測試,分析了jcoe工藝在制管過程中的包申格效應。結果顯示,利用jcoe工藝制成的直縫埋弧焊接鋼管,母材橫向屈服強度和橫向屈強比呈下降趨勢,而且鋼管口徑較大時,兩者下降都較明顯;母材縱向的屈服強度及其屈強比均有上升趨勢;鋼管母材橫向和縱向抗拉強度都呈上升趨勢。
大口徑高鋼級JCOE直縫埋弧焊接鋼管包申格效應試驗研究 大口徑高鋼級JCOE直縫埋弧焊接鋼管包申格效應試驗研究
格式:pdf
大小:891KB
頁數:4P
4.6
通過對100組高鋼級大口徑鋼管及其鋼板的橫向拉伸性能測試,分析了jcoe工藝在制管過程中的包申格效應。結果表明,利用jcoe工藝制成的高鋼級大口徑直縫埋弧焊接鋼管的屈服強度有下降趨勢,而抗拉強度呈上升趨勢,平均上升14mpa;屈強比和伸長率均呈現下降趨勢,平均下降0.02。
卷板制造JCOE直縫埋弧焊接鋼管性能熱門文檔
國外直縫埋弧焊接鋼管工藝與質量現狀 國外直縫埋弧焊接鋼管工藝與質量現狀
格式:pdf
大小:237KB
頁數:4P
4.7
從生產檢驗工藝人員配置、設備自動化程度以及實物質量狀況等方面列舉了國外某先進制管企業直縫埋弧焊接鋼管的生產檢驗現狀,并與國內先進制管企業進行對比。結果表明,我國現有鋼管生產檢驗水平與國際先進水平存在一定差距,主要表現在裝備水平、自動化程度、實物質量穩定性、生產管理、質量控制等方面。
國產X80直縫埋弧焊接鋼管力學性能測試 國產X80直縫埋弧焊接鋼管力學性能測試
格式:pdf
大小:880KB
頁數:7P
4.5
對國產x80直縫埋弧焊接鋼管(jcoe工藝)進行了拉伸、夏比沖擊、顯微硬度和落錘撕裂等力學性能測試,結果表明,該鋼管的各項性能均符合apispec5l(43版)的指標要求,說明我國已經具備了生產高強度高韌性x80直縫埋弧焊管的能力。
國產X80級直縫埋弧焊接鋼管低溫韌性 國產X80級直縫埋弧焊接鋼管低溫韌性
格式:pdf
大小:745KB
頁數:5P
4.6
通過夏比沖擊試驗和落錘撕裂試驗(dwtt),測得國產x80級直縫埋弧焊接鋼管低溫韌性。結果顯示,x80級鋼管具有較好的低溫韌性,同時計算出鋼管母材橫向和縱向剪切面積為50%時低溫韌脆轉變溫度(fatt)分別為-45℃和-59℃,并且從母材成分、軋制工藝、組織等分析了x80級直縫埋弧焊接鋼管獲得低溫韌性的原因。

焊接鋼管的工藝制造
格式:pdf
大小:9KB
頁數:1P
4.7
河北美德鋼管制造有限公司www.***.*** 焊接鋼管的工藝介紹 螺旋焊接鋼管均都采用埋弧焊接工藝、直縫焊接鋼管有埋弧焊直縫鋼管簡稱uoe,直縫高 頻電阻焊簡稱erw。 高頻電阻焊接鋼管(erw鋼管)因它焊接過程與埋弧焊相比,erw工藝在焊接過程中不添加 任何焊接材料,焊縫成型沒有經過熱熔化狀態,只是焊縫金屬經過再結晶過程,故形成的焊 縫與母材的化學成份完全一致,鋼管焊接后經過退火處理,制造成型冷加工內應力,焊接內 應力均得到改善,因此erw鋼管綜合機械性能較好。但目前以上海埃力生、廣東番禺珠江 鋼管廠為代表的廠商只生產φ355mm以下的管材,大口徑燃氣管線無法選用。 直縫埋弧焊(uoe鋼管)因它采用焊后冷擴徑工藝漲管,故uoe鋼管幾何尺寸比較精確,采 用uoe鋼管對接時的對口質量好從而確保了焊接質量,通過擴管工藝一定程度消除了

焊接鋼管 (4)
格式:pdf
大小:10KB
頁數:3P
4.7
焊接鋼管基本知識 焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備資少,但一般強度低于無縫鋼管。 隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷提高,焊接鋼 管的品種規格日益增多,并在越來越多的領域代替了無縫鋼管。焊接鋼管按焊縫的形式分為 直縫焊管和螺旋焊管。直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管 的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料 生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產 速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。1. 低壓流體輸送用焊接鋼管(gb/t3092-1993)也稱一般焊管,俗稱黑管。是用于輸送水、煤 氣、空氣、油和取暖蒸汽等一般較低壓力流體和其他用途的焊接鋼管。鋼管接壁厚分為普通 鋼管和加
卷板制造JCOE直縫埋弧焊接鋼管性能精華文檔

焊接鋼管
格式:pdf
大小:171KB
頁數:16P
4.7
焊接鋼管分類 焊接鋼管也稱焊管,是用鋼板或帶鋼經過卷曲成型后焊接制成的鋼 管。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備資少, 但一般強度低于無縫鋼管。 分類 焊接鋼管因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和 自動電弧焊管。因其焊接形式的不同分為直縫焊管和螺旋焊管兩種。 因其端部形狀又分為圓形焊管和異型(方、扁等)焊管。焊管因其材 質和用途不同而分為如下若干品種: gb/t3091-1993(低壓流體輸送用鍍鋅焊接鋼管)。主要用于輸 送水、煤氣、空氣、油和取暖熱水或蒸汽等一般較低壓力流體和其他 用途管。其代表材質q235a級鋼。 gb/t3092-1993(低壓流體輸送用鍍鋅焊接鋼管)。主要用于輸 送水、煤氣、空氣、油和取暖熱水或蒸汽等一般較低壓力流體和其它 用途管。其代表材質為:q235a級鋼。 gb/t14291-1992(礦用流體輸送焊接鋼管)。主要用于礦山
焊接鋼管的標準
格式:pdf
大小:10KB
頁數:5P
4.4
焊接鋼管的標準 焊接鋼管也稱焊管,是用鋼板或鋼帶經過卷曲成型后焊接制成的鋼管。焊接鋼管 生產工藝簡單,生產效率高,品種規格多,設備資少,但一般強度低于無縫鋼管。20 世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊 縫質量不斷提高,焊接鋼管的品種規格日益增多,并在越來越多的領域代替了無縫鋼 管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。 直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般 比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產 管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產 速度較低。 因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。 1.低壓流體輸送用焊接鋼管(gb/t3092-1993)也稱一般焊管,俗稱黑管。是用 于輸送水、煤氣、空氣
焊接鋼管檢查參數
格式:pdf
大小:34KB
頁數:2P
4.6
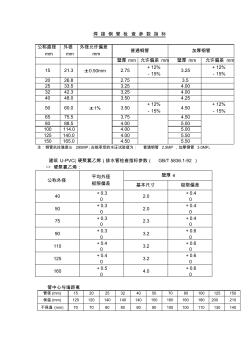
焊接鋼管檢查參數指標 公稱直徑 mm 外徑 mm 外徑允許偏差 mm普通鋼管加厚鋼管 壁厚mm允許偏差mm壁厚mm允許偏差mm 1521.3±0.50mm2.75 +12% -15% 3.25+12% -15% 2026.82.753.5 2533.53.254.00 3242.33.254.00 4048.03.504.25 5060.0±1%3.50 +12% -15%4.50 +12% -15% 6575.53.754.50 8088.54.005.00 100114.04.005.00 125140.04.005.50 150165.04.505.50 注:鋼管抗拉強度≥295mp;應能承受的水壓試驗值為:普通鋼管2.5mp,

焊接鋼管 (3)
格式:pdf
大小:7KB
頁數:2P
4.4
焊接鋼管按工藝區分主要有電阻焊(erw)、螺旋埋弧焊(ssaw)和直縫埋弧焊 (lsaw)三種工藝。這三種工藝生產的焊管,因其原料、成形工藝、口徑大小以及 質量的不盡相同,在應用領域里各有定位。但究其發展來看,φ273mm以上大口徑 焊管,近年來新增產能過于集中,已有和即將投產的jcoe(uoe)機組8套,φ 508mm~φ610mmerw機組6套,均為引進的當代先進技術裝備和工藝,其 生產能力初步統計已超過600萬噸。對這些設備,鋼管生產企業應根據應用領域的要 求及各自產品的特點,在發揮各自長處方面進行技術改造,不斷提高各自產品的技術含 量。 1.直縫電阻焊管(erw) 電阻焊管是我國最早生產、應用范圍最廣、生產機組最多(2000余家)、產量最高 (占焊管總產能的80%左右)的鋼管品種,產品規格為φ20mm一φ610mm, 在國民經濟建設中發揮了重要作用。其中φ20m
焊接鋼管預埋
格式:pdf
大小:45KB
頁數:4P
4.8
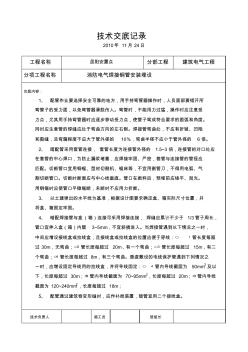
技術交底記錄 2010年11月24日 工程名稱昆陽安置點分部工程建筑電氣工程 分項工程名稱消防電氣焊接鋼管安裝埋設 交底內容: 1、配管作業要選擇安全可靠的地方,用手持彎管器操作時,人員面部要錯開所 彎管子的受力面,以免彎管器滑脫傷人。彎管時,不能用力過猛,操作時應注意受 力點,尤其用手持彎管器時應逐步移動受力點,使管子彎成符合要求的圓弧和角度。 同時應注意管的焊縫應處于彎曲方向的左右側。焊接管彎曲處,不應有折皺、凹陷 和裂縫,且彎扁程度不應大于管外徑的10%,彎曲半徑不應小于管外徑的6倍。 2、暗配管采用套管連接,套管長度為連接管外徑的1.5~3倍,連接管的對口處應 在套管的中心焊口,為防止漏漿堵塞,應焊接牢固、嚴密,套管與連接管的管徑應 匹配。切斷管口宜用鋼鋸、型材切割機、鋸床等,不宜用割管刀,不得用電弧、氣 割切斷管口。切斷時斷面應與中心線垂直。管口在斷料后
卷板制造JCOE直縫埋弧焊接鋼管性能最新文檔

焊接鋼管
格式:pdf
大小:15KB
頁數:1P
4.4
一、操作工藝流程 1、清潔 焊件在組裝前,應將焊口表面及內外壁的油、漆、垢、銹等采用噴砂處理清除干凈,直至發 出金屬光澤,并檢查有無裂紋,夾渣等缺陷,每側各清理10~15mm范圍。 2、打坡口 根據管道壁厚選擇坡口形式 d壁厚坡口形式焊口層次焊材直徑焊接電流電弧電壓焊接方法 ≤3.5mm 齊邊對接i型坡口(間 隙0~2mm) 1~2 φ2.0 φ2.5 60~90 80~110 8~10 10~12 手工鎢極氬 弧焊 4~12mm 660°v型坡(間隙 2.5~3.5mm) 1~4 φ3.2 φ4.0 70~90 90~120 10~12 13~15 焊條電弧焊 3、對口 焊接組裝時應墊置牢固,以免在焊接過程中產生應力集中和焊接變形。焊接對口時內壁管口 的錯邊量應嚴格控制。單面焊坡口錯邊量應不超過壁厚的10%,且不超過

焊接鋼管分類
格式:pdf
大小:38KB
頁數:4P
4.3
焊接鋼管簡稱焊管,常用鋼材或鋼帶經過機組和模具卷曲成型后焊接制成的鋼管。焊接 鋼管生產工藝簡單,生產效率高,品種規格多,設備資少,但一般強度低于無縫鋼管。20 世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質 量不斷提高,焊接鋼管的品種規格日益增多,并在越來越多的領域尤其是在換熱誰備用管、 裝飾管、中低壓流體管等方面代替了無縫鋼管。 直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫 焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊 管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。 一般來說,管子的直徑可分為外徑、內徑、公稱直徑。管材為螺旋鋼管的管子的外徑用 字母d來表示,其后附加外直徑的尺寸和壁厚,例如外徑為108的無縫鋼管。 一、焊接

焊接鋼管 (2)
格式:pdf
大小:7KB
頁數:2P
4.7
焊接鋼管按工藝區分主要有電阻焊(erw)、螺旋埋弧焊(ssaw)和直縫埋弧焊 (lsaw)三種工藝。這三種工藝生產的焊管,因其原料、成形工藝、口徑大小以及 質量的不盡相同,在應用領域里各有定位。但究其發展來看,φ273mm以上大口徑 焊管,近年來新增產能過于集中,已有和即將投產的jcoe(uoe)機組8套,φ 508mm~φ610mmerw機組6套,均為引進的當代先進技術裝備和工藝,其 生產能力初步統計已超過600萬噸。對這些設備,鋼管生產企業應根據應用領域的要 求及各自產品的特點,在發揮各自長處方面進行技術改造,不斷提高各自產品的技術含 量。 1.直縫電阻焊管(erw) 電阻焊管是我國最早生產、應用范圍最廣、生產機組最多(2000余家)、產量最高 (占焊管總產能的80%左右)的鋼管品種,產品規格為φ20mm一φ610mm, 在國民經濟建設中發揮了重要作用。其中φ20m
焊接鋼管敷設
格式:pdf
大小:46KB
頁數:7P
4.6
焊接鋼管敷設 1范圍 可用于新建和和改造工程中的照明、動力、電話、消防等系統的管路敷設(材質為焊接鋼管),可進行 明敷設、暗敷設,可敷設于墻體內,也可敷設于吊頂內。不適用于腐蝕性場所。 2引用標準 《建筑工程施工質量驗收統一標準gb50300-2001》 《建筑電氣工程施工質量驗收規范gb50303-2002》 《爆炸和火災危險環境電氣裝置施工及驗收規范gb50257-96》 《高層民用建筑設計防火規范gb50045-95》 《建筑設計防火規范gbj16-87》 《建筑安裝分項工程施工工藝規程dbj01-26-96》 《建筑電氣通用圖集92dq》 3施工準備 3.1材料準備: 所用主材、附材已運至施工現場,規格、型號符合圖紙要求,數量滿足現場需要。材料要求如下: 3.1.1主材:鋼管具備有效的產品合格證,原材合格證,焊接鋼管要求壁厚均勻,管內無毛刺
埋弧焊在焊接鋼管中的應用 埋弧焊在焊接鋼管中的應用
格式:pdf
大小:54KB
頁數:未知
4.4
隨著社會經濟建設步伐的不斷加快,鋼管作為壓力管道中的一種重要材料被廣泛應用于社會各行各業當中,尤其是應用于石油和天然氣等危險物質的運輸設備建設中。因此,文章通過對直縫鋼管的相關概念的介紹,重點針對其焊接技術及工藝控制進行深入的分析。為相關技術人員提供參考與借鑒。
高韌性螺旋埋弧焊接鋼管 高韌性螺旋埋弧焊接鋼管
格式:pdf
大小:104KB
頁數:未知
4.5
采用雙面螺旋埋弧焊的國產焊接鋼管,其管線鋼在強度級別上已達到了api5l標準中的x70級水平。在焊接時采用h08c和h08d兩種新型焊絲并配以sj101焊劑,可使焊縫韌性大幅度提高,焊縫性能完全滿足現行管線標準,達到國際通用技術水平。通過對國產x60,x70級埋弧焊鋼管的測試,表明具有良好的綜合力學性能,低溫夏比沖擊韌性及準靜態斷裂韌性,而且具有一定的抗h2s應力腐蝕疲勞能力,對h2s腐蝕不敏感。
螺旋埋弧焊接鋼管焊偏量的測定方法 螺旋埋弧焊接鋼管焊偏量的測定方法
格式:pdf
大小:221KB
頁數:未知
4.3
通過比較螺旋埋弧焊接鋼管內外焊道焊偏量各種測定方法的優劣,給出了比較合理的焊偏量測定方法,以為在鋼管生產和檢驗及監造過程中對焊偏控制提供參考。結果表明:工程實際中常用的3種螺旋埋弧焊接鋼管焊偏量金相測量方法,即中心線法、弧頂偏離法和中脊線法各有優缺點,但都難以準確反映內外焊道的實際偏移量;建議采用apispec5l-2007-addendum3中的新增補方法,該方法不僅能準確地反映內外焊道的實際偏移量,而且測量結果唯一,因而可以達到控制焊偏的目的。x射線法測定的焊偏量和中心線法測定的焊偏量基本一致,難以充分保證鋼管焊接質量符合標準要求,故x射線法僅可以做為焊偏量測量的輔助方法。
焊接鋼管 (2)
格式:pdf
大小:25KB
頁數:2P
4.5
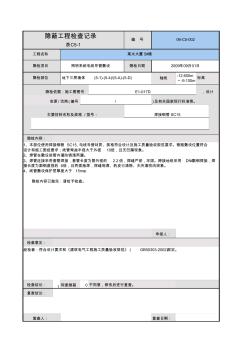
隱檢日期 軸線 -12.600m ~-9.100m 申報人: 1同意隱蔽0 復查日期:復查人: 檢查結論:不同意,修改后進行復查。 復查結論: 1、本部位使用焊接鋼管sc15,電線導管材質、規格符合設計及施工質量驗收規范要求。管路敷設位置符合 設計和施工圖紙要求;線管彎曲半徑大于外徑10倍,且無凹扁現象。 2、焊管在敷設前管內灌防銹漆兩遍。 3、焊管連接采用套管焊接,套管長度為管外徑的2.2倍,焊縫嚴密,牢固。跨接地線采用dn6圓鋼焊接,焊 接長度為圓鋼直徑的6倍,且兩面施焊,焊縫飽滿、藥皮已清除、無夾渣咬肉現象。 4、線管敷設保護層厚度大于15mm。 隱檢內容已做完:請給予檢查。 檢查意見: 經檢查:符合設計要求和《建筑電氣工程施工質量驗收規范》(gb50303-2002)規定。 主要材料名稱及規格/型號:焊接鋼管sc15 隱檢內容: 隱檢依據:施工圖圖
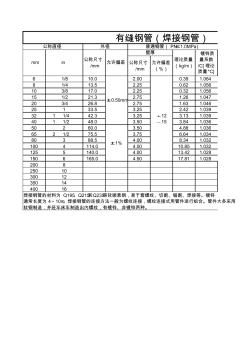
焊接鋼管國標
格式:pdf
大小:33KB
頁數:2P
4.4
公稱尺寸 /mm 允許偏差 (%) 61/810.02.000.391.064 81/413.52.250.621.056 103/817.02.250.321.056 151/221.32.751.261.047 203/426.82.751.631.046 25133.53.252.421.039 3211/442.33.25﹢123.131.039 4011/248.03.50﹣153.841.036 50260.03.504.881.036 6521/275.53.756.641.034 80388.54.008.341.032 1004114.04.0010.851.032 1255140.04.0013.421.028 1506165.
卷板制造JCOE直縫埋弧焊接鋼管性能相關
文輯推薦
知識推薦
百科推薦


職位:注冊造價工程師
擅長專業:土建 安裝 裝飾 市政 園林


