

華中世紀星21M數控銑床和21T數控車床說明書
格式:pdf
大小:3.5MB
頁數:82P
人氣 :66
 4.6
4.6
操作手冊——華中系列 1 目 錄 唯一展示數控車床說明書的網站, 華中世紀星 21M 數控銑床和華中世紀星 21T數控車床說明書 華中世紀星 21M 數控銑床 1 第一章 數控系統面板 1 1.1 數控系統面板 1 1.2 MDI鍵盤說明 2 1.3 菜單命令條說明 3 1.4 快捷鍵說明 3 1.5 機床操作鍵說明 3 第二章 手動操作 8 2.1 返回機床參考點 8 操作手冊——華中系列 2 2.2 手動移動機床坐標軸 8 2.3 手動控制主軸 10 2.4 MDI運行 11 第三章 自動運行操作 13 3.1 進入程序運行菜單 13 3.2 選擇運行程序 13 3.3 程序校驗 14 3.4 啟動自動運行 14 3.5 單段運行 14 第四章 程序編輯 15 4.1 進入程序編輯菜單 15 4.2 選擇編輯程序 15 4.3 編輯當前程序 16 4.4 保存程序 16 第五章



數控銑床簡介
格式:pdf
大小:1.7MB
頁數:9P
數控銑床 數控銑床引是在一般銑床的基礎上發展起來的,兩者的加工工 藝基本相同,結構也有些相似,但數控銑床是靠程序控制的自動加工 機床,所以其結構也與普通銑床有很大區別。 主要系統描述 主軸箱 包括主軸箱體和主軸傳動系統,用 于裝夾刀具并帶動刀具旋轉,主軸轉速 范圍和輸出扭矩對加工有直接的影響。 進給伺服系統 由進給電機和進給執行機構組成, 按照程序設定的進給速度實現刀具和工 件之間的相對運動,包括直線進給運動 和旋轉運動。 控制系統 數控銑床運動控制的中心, 執行數控加工程序控制機床進行 加工。 輔助裝置 如液壓、氣動、潤滑、冷卻系統、排屑和防護等裝置。 機床基礎件 通常是指底座、立柱、橫梁等,它是整個機床的基礎和框架 數控銑床的特點 1、零件加工的適應性強、靈活性好, 能加工輪廓形狀特別復雜或難以控制 尺寸的零件,如模具類零件、殼體類 零件等。 2、能加工普通機床無法加工或很難加 工
數控銑床實訓總結
格式:pdf
大小:119KB
頁數:7P
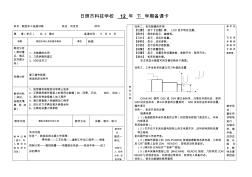
數控銑床實訓報告 2011~2012學年第一學期 院(部)工程技術學院 教研室機械教研室 課程名稱《數控加工編程及操作》 班級09機電(普招) 姓名李成 學號200925040152 完成日期2011/11/12 實訓任務書 一、目的與要求 通過實訓,使學生在學完數控技術等相關理論課程的同時,熟練操作數控機床, 熟練數控機床的日常維護及常見的故障的判斷和處理,進一步掌握數控程序的編 程的方法,以便能夠系統、完整的掌握數控技術,更快更好的適應機械專業的發 展和需要。 1、了解數控銑床的基本結構和加工特點 2、熟悉操作面板及功能鍵的使用 3、通過零件的加工實踐,熟練掌握數控銑床的操作方法 4、掌握洗削過程中,數控加工工藝過程處理 5、能夠獨立用手工編程并對零件進行加工 二、任務說明 按圖紙
編輯推薦下載

數控銑床編程實例
格式:pdf
大小:1.0MB
頁數:19P
4.5
第五節數控銑床編程實例(參考程序請看超級鏈接) 實例一毛坯為70㎜×70㎜×18㎜板材,六面已粗加工過,要求數控銑出如圖3-23所示的槽, 工件材料為45鋼。 1.根據圖樣要求、毛坯及前道工序加工情況,確定工藝方案及加工路線 1)以已加工過的底面為定位基準,用通用臺虎鉗夾緊工件前后兩側面,臺虎鉗固定于銑床工作 臺上。 2)工步順序 ①銑刀先走兩個圓軌跡,再用左刀具半徑補償加工50㎜×50㎜四角倒圓的正方形。 ②每次切深為2㎜,分二次加工完。 2.選擇機床設備 根據零件圖樣要求,選用經濟型數控銑床即可達到要求。故選用xkn7125型數控立式銑床。 3.選擇刀具 現采用φ10㎜的平底立銑刀,定義為t01,并把該刀具的直徑輸入刀具參數表中。 4.確定切削用量 切削用量的具體數值應根據該機床性能、相關的手冊并結合實際經驗確定,詳見加工程序。 5.確

數控車床主軸箱說明書
格式:pdf
大小:515KB
頁數:32P
4.3
目錄 一、前言..........................................................................................................................2 1.1數控機床主傳動系統的特點.................................................................................2 1.2主傳動系統的設計要求......................................................................................2 二、主傳動方案選擇與設計................................................
華中世紀星21M數控銑床和21T數控車床說明書熱門文檔

數控銑床精度檢測報告12
格式:pdf
大小:34KB
頁數:2P
4.5
數控銑床精度檢測報告 一.檢測目的: 二.檢測項目及數據處理 序 號 項目名稱檢測數據檢測結果結果說明調整意見 1 主軸徑向跳動 2 主軸對工作臺 的垂直度 3 工作臺移動的 垂直度 4 工作臺移動的 平面度 5 工作臺移動的 水平度 三.檢測數據 序 號 項目名稱檢測數據 (移動位移) 檢測數據 (檢測表) 1 主軸的徑向跳動 -29.280-211.60-0.01-0.02 -28.4-211.560-0.023-0.025 2 主軸對工作臺的垂直度 -94.000-404.00-0.050 -109.0-406.0-0.001-0.001 -96.668-386.460+0.060 -85.746-407.468+0.062+0.025 3 工作臺移動的垂直度 -29.280-211.560-0.0
數控銑床作業指導書
格式:pdf
大小:57KB
頁數:5P
4.4
昆山仁特機械有限公司 數控銑床作業指導書 文件編號:qw-0026 版本:1版 第1頁;共5頁 實施日期:2008.04.30 一、目的 為了更熟練的操作機器,確保操作正確。 二、適用范圍 數控銑床 三、權責 數控銑床、制造部 四、操作內容 1、開機前要檢查潤滑油是否充裕、冷卻是否充足,發現不足應及時補充。 2、打開數控銑床電器柜上的電器總開關。 3、按下數控銑床控制面板上的“on”按鈕,啟動數控系統。 4、手動返回數控銑床參考點。首先返回+z方向,然后返回+x和+y方向。 5、開機后主軸低速預熱五分鐘。 6、手動操作時,在x、y移動前,必須使z軸處于較高位置,以免撞刀。 7、數控銑床出現報警時,要根據報警號,查找原因,及時排除警報。 8、更換刀具時應注意操作安全。在裝入刀具時應將刀柄和刀具擦拭干凈。
數控車床實習報告
格式:pdf
大小:77KB
頁數:7P
4.7
數控車床實習報告 前言 機床是人類進行生產勞動的重要工具,也是社會生產力發展水平的重要標志。 普通機床經經歷了近兩百年的歷史。隨著電子技術、計算機技術及自動化,精密 機械與測量等技術的發展與綜合應用,生產了機電一體化的新型機床一一數控機 床。數控機床一經使用就顯示出了它獨特的優越性和強大生命力,使原來不能解 決的許多問題,找到了科學解決的途徑。 數控車床是數字程序控制車床的簡稱,它集通用性好的萬能型車床、加工精度高 的精密型車床和加工效率高的專用型車床的特點于一身,是國內使用量最大,覆 蓋面最廣的一種數控機床,也是是一種通過數字信息,控制機床按給定的運動軌 跡,進行自動加工的機電一體化的加工裝備,經過半個世紀的發展,數控機床已 是現代制造業的重要標志之一,在我國制造業中,數控機床的應用也越來越廣泛, 是一個企業綜合實力的體現。 實習報告正文 自從走進
數控車床日點檢表
格式:pdf
大小:56KB
頁數:2P
4.7
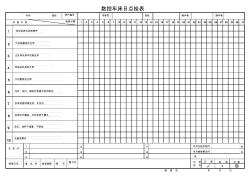
維修員:年月日 數控車床日點檢表 1傳動系統無異常響聲 2氣動裝置是否正常 3正反轉及剎車性能良好 4切削油位是否正常 5刀位置是否正常 6光桿、絲桿、操縱桿表面無拉傷研傷 7各導軌面潤滑良好、無位傷 8各部位無漏油、冷卻系統不漏水 9油孔、油杯不堵塞,不缺油 10無缺損零件 車間班組 點檢內容檢查日期 資產編號 12345678910111213141516171819202122232425262728293031 設備型班組操作者操作者 交班問 1 2 3 檢查方法 4 5 6 看、試、聽檢查周期每天 重大問 7 8 9 本月點檢發現問處 本月維修解決問處 其 記錄 符號 正常異常已修 31 處 處
華中世紀星21M數控銑床和21T數控車床說明書精華文檔
數控銑床的主傳動系統設計
格式:pdf
大小:34KB
頁數:4P
4.6
課程設計說明書 學生姓名:學號: 學院:機械工程與自動化學院 專業:機械設計制造及其自動化 題目:數控技術課程設計 ——數控銑床的主傳動系統設計 1.設計目的: 通過本課程設計的訓練,使學生在完成數控機床及金屬切削機床的結構課程學習之 后,讓學生能夠運用所學的知識,獨立完成數控機床傳動系統的設計,從而使學生進一 步加深和鞏固對所學知識的理解和掌握,并提高學生的分析、設計能力,同時鞏固《金 屬切削機床》課程的部分知識。 1)運用所學理論及知識,進行數控機床部分機械結構設計,培養學生綜合設計能力; 2)掌握數控機床傳動系統的設計方法和步驟; 3)掌握設計的基本技能,具備查閱和運用標準、手冊、圖冊等有關技術資料的能力; 4)基本掌握編寫技術文件的能力。 2.設計內容和要求(包括原始數據、技術參數、條件、設計要求等): 參數:數控銑床,其主軸最高轉速min
數控車床實習報告 (2)
格式:pdf
大小:661KB
頁數:12P
4.6
數控車床實習報告 一、實習目的: 1、熟練掌握siemens-802c系統的數控車編程。 2、熟練利用斯沃軟件進行加工模擬,尤其是掌握對刀的方法,檢驗所編程序是否正確。 3、能夠合理安排切削加工的加工路線以及合理選擇切削用量等,從而提高加工質量。 4、能夠熟練掌握數控機床的相關知識,學會在機床上的對刀,制造中等難度的零件。 二、實習內容及作業要求: (1)內容: 根據自己所設計的零件圖,確定加工工藝,編制加工程序,在斯沃軟件上進行仿真, 最后在數控機床上將部分零件加工出來。 (2)作業要求: 自己繪制5~6個中等復雜的零件圖,其中要求至少有兩個帶螺紋的零件,并且要求確 有加工工藝以及所編制的程序,要求有零件圖和仿真加工的零件圖。 三、實習設備、工具、材料 1、斯沃數控仿真軟件、繪圖軟件 2、ck6140數控車床 3、直徑20mm鋁錠棒料 4、游標卡尺,千分尺、裝夾工具 四、加
數控車床設計資料
格式:pdf
大小:2.6MB
頁數:83P
4.6
一、總體方案設計 機床工業是機器制造業的重要部門,肩負著為農業、工業、科學技術和國防現代化提供技術裝備 的任務,是使現代化工業生產具有高生產率和先進的技術經濟指標的保證。設計機床的目標就是選用 技術先進。經濟效果顯著的最佳可行方案,以獲得高的經濟效益和社會效益。 我國是一個機床擁有量大、大部分機床役齡長、數控化程度不高的發展中國家。因此,從事機 床設計的人員,應不斷地把經過實踐檢驗的新理論、新技術、新方法應用到設計中,做到既要技術先 進、經濟效益好、效率高。要不斷的吸收國外的成功經驗,做到既要符合我國國情,又要趕超國際水 平。要不斷的開拓創新,設計和制造出更多的生產率高、靜態動態性能好、結構簡單、使用方便、維 修容易、造型美觀、耗能少、成本低的現代化機床。設計本著以上原則進行,盡量向低成本、高效率、 簡化操作、符合人機工程的方向考慮。 (一)、主傳動的組成部分 主傳動由動力源、變

數控車床進給系統設計
格式:pdf
大小:362KB
頁數:33P
4.6
1 摘要 本設計是把普通數控車床改造成經濟型數控車床。經濟型數控車床就是指價格低廉、 操作使用方便、比較適合我國國情的,動化的機床。采用數控機床,可以降低工人的勞動 強度,節省勞動力(一個人可以看管多臺機床),減少工裝,縮短新產品試制周期和生產 周期,可對市場需求作出快速反應。在設計的時候具體進行了詳細的各部件的選型和計算。 比如:導軌的設計選型、滾珠絲杠螺母副的選型與計算。還進行了進給傳動系統的剛度計 算、進給傳動系統的誤差分析、驅動電機的選型計算、驅動電機與滾珠絲杠的聯接、驅動 電機與進給傳動系統的動態特性分析等。 關鍵詞:車床、數控、傳動系統 1 abstract thisprojectistoalterthecommonlatheintotheeconomicallathe.theeconomicallathe isaadvance
數控車床編程指令大全
格式:pdf
大小:87KB
頁數:22P
4.4
. .. 1.f功能 f功能指令用于控制切削進給量。在程序中,有兩種使用 方法。 (1)每轉進給量 編程格式g95f~ f后面的數字表示的是主軸每轉進給量,單位為mm/r。 例:g95f0.2表示進給量為0.2mm/r。 (2)每分鐘進給量 編程格式g94f~ f后面的數字表示的是每分鐘進給量,單位為mm/min。 例:g94f100表示進給量為100mm/min。 2.s功能 s功能指令用于控制主軸轉速。 編程格式s~ s后面的數字表示主軸轉速,單位為r/min。在具有恒線速功能的機 . .. 床上,s功能指令還有如下作用。 (1)最高轉速限制 編程格式g50s~ s后面的數字表示的是最高轉速:r/min。 例:g50s3000表示最高轉速限制為3000r/min。 (2)恒線速控制 編程格式
華中世紀星21M數控銑床和21T數控車床說明書最新文檔

數控車床設計資料
格式:pdf
大小:2.6MB
頁數:82P
4.7
第1頁共82頁 一、總體方案設計 機床工業是機器制造業的重要部門,肩負著為農業、工業、科學技術和國防現代化提供技術裝備 的任務,是使現代化工業生產具有高生產率和先進的技術經濟指標的保證。設計機床的目標就是選用 技術先進。經濟效果顯著的最佳可行方案,以獲得高的經濟效益和社會效益。 我國是一個機床擁有量大、大部分機床役齡長、數控化程度不高的發展中國家。因此,從事機 床設計的人員,應不斷地把經過實踐檢驗的新理論、新技術、新方法應用到設計中,做到既要技術先 進、經濟效益好、效率高。要不斷的吸收國外的成功經驗,做到既要符合我國國情,又要趕超國際水 平。要不斷的開拓創新,設計和制造出更多的生產率高、靜態動態性能好、結構簡單、使用方便、維 修容易、造型美觀、耗能少、成本低的現代化機床。設計本著以上原則進行,盡量向低成本、高效率、 簡化操作、符合人機工程的方向考慮。 (一)、主傳動的組
![數控車床作業指導書[1]](https://files.zjtcn.com/group1/M00/9E/2D/CgoBZ2BcfouAOQk9AAAjcorCBrc703.jpg)
數控車床作業指導書[1]
格式:pdf
大小:7KB
頁數:3P
4.4
數控機床作業指導書及操作規范 1.目的:明確工作職責,確保加工的合理性、正確性及可操作性。 規范安全操作,防患于未然,杜絕安全隱患以達到安全生產并保 證加工質量。 2.范圍:適用于數控機床所有操作者。 3.職責:指導數控機床操作者按cnc加工及設備維護、保養等工作。 4.工作流程 (一):作業流程圖 (1).查看當班作業計劃 (2).閱讀圖紙及工藝------cnc工程師編制加工程序 (3).核對圖紙、工藝是否相符 (4)..校表、分中、找正工件 (5).拷貝并核對程序 (6)..加工并自檢 (7).送檢 (二):基本作業: (1).查看當班作業計劃:按作業計劃順序及進度要求進行作業,以滿足生產進 度的需要。 (2).核對圖紙程序單及工件:將圖紙打開與工件進行核對,清楚工件的裝夾方 向、基準點、所使用的刀具、夾具等。 (3).校對工、量具:按圖紙及加
數控銑床主傳動系統設計
格式:pdf
大小:1.0MB
頁數:48P
4.7
大學畢業論文 論文題目:數控銑床主傳動系統設計 學院: 年級: 專業: 姓名: 學號: 指導教師: 2011年6月10日 i 摘要 數控技術和數控裝備是制造工業現代化的基礎,這個基礎是否牢固直接影響到一 個國家的經濟發展和綜合國力,關系到國家的戰略地位。 數控機床主傳動系統是用來實現機床主運動的傳動系統。包括電動機、傳動系統 和主軸部件。 本文通過對xk5025數控銑床主傳動系統的各方面設計,以達到低制造成本、簡 化機構、實現優化。采用變頻電機和一級機械調速達到調速和傳遞功率的要求;用步 進電機驅動主軸上下運動達到z行程的要求;數控裝置采用51單片機來實現對電機 更加精確的控制和實現機械調速的自動控制。 關鍵詞 主傳動;設計;數控銑床 ii abstract thenumericalcontroltechnologyandthenumeric
數控銑床及加工中心操作規程
格式:pdf
大小:19KB
頁數:3P
4.7
—1— 數控銑床及加工中心操作規程 一、安全操作基本注意事項 1、進入車間實習時,要穿好工作服,大袖口要扎緊,襯衫要系入褲內。 女員工要戴安全帽,并將發辮納入帽內。不得穿涼鞋、拖鞋、高跟鞋、背 心、裙子和戴圍巾進入車間。注意:不允許戴手套操作機床; 2、注意不要移動或損壞安裝在機床上的警告標牌; 3、注意不要在機床周圍放置障礙物,工作空間應足夠大; 4、某一項工作如需要倆人或多人共同完成時,應注意相互間的協調一致; 5、不允許采用壓縮空氣清洗機床、電氣柜及nc單元; 6、應在指定的機床和計算機上進行實習。未經允許,其它機床設備、工 具或電器開關等均不得亂動。 二、工作前的準備 1、操作前必須熟悉數控銑床的一般性能、結構、傳動原理及控制程序, 掌握各操作按鈕、指示燈的功能及操作程序。在弄懂整個操作過程前,不 要進行機床的操作和調節。 2、開動機床前,要檢查機床電氣控
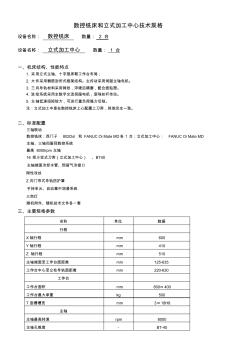
數控銑床和立式加工中心技術規格
格式:pdf
大小:37KB
頁數:3P
4.4
數控銑床和立式加工中心技術規格 設備名稱:數控銑床數量:2臺 設備名稱:立式加工中心數量:1臺 一、機床結構、性能特點 1.采用立式主軸、十字型床鞍工作臺布局; 2.大件采用稠筋封閉式框架結構。主傳動采用伺服主軸電機。 3.三向導軌材料采用鑄鐵,淬硬后精磨,配合面貼塑。 4.進給系統采用全數字交流伺服電機,滾珠絲桿傳動。 5.主軸低速扭矩較大,可進行重負荷強力切削。 注:立式加工中是在數控銑床上心配置上刀庫,其他完全一致。 二、標準配置 三軸聯動 數控銑床:西門子802dsl和fanucoimatemd各1臺;立式加工中心:fanucoimatemd 主軸、三軸伺服同數控系統 最高8000rpm主軸 16把斗笠式刀庫(立式加工中心)、bt40 主軸端面冷卻水管、預留氣冷接口 剛性攻絲 z向門簾式導軌防護罩 手持單元、自動集中潤
1-數控車床認知及基本操作
格式:pdf
大小:47KB
頁數:2P
4.4
: 科目:數控車工技能訓練姓名:劉世忠序號 教 學 過 程 任務二、各功能鍵的作用: 【位置】:按下【位置】鍵,lcd顯示現在位置。 【程序】:程序的顯示、編輯等。 【刀補】:顯示,設定補償量。 【參數】:顯示,設定參數。 【診斷】:顯示各種診斷數據。 【報警】:顯示報警信息。 【設置】:顯示,設置各種設置參數,參數開關,程序開關。 【調試】:機床軟操作鍵。 在主項顯示畫面可用頁鍵切換各子畫面。 任務三、工件坐標系的建立與刀補值的設置 cka6140使用g50或g54建立坐標系,注意在補償狀態,若用 g50設定坐標系,那么補償前的位置是用g50設定的坐標系的位置。 操作演示 任務一、機床開啟的步驟 接通電源 (1)檢查數控車床外表是否正常(如后面電控柜門是否關上、車床 內部是否 有其他異物)。 (2)打開位于車床后面電控柜上的主電源開關,應聽到電控柜風扇 和主軸電 機風
 數控銑床中限位開關的安全問題的解決
數控銑床中限位開關的安全問題的解決 數控銑床中限位開關的安全問題的解決
格式:pdf
大小:203KB
頁數:2P
4.5
介紹了通過修改數控系統中的plc控制程序完善數控銑床的安全問題,增加了數控銑床在限位開關安全操作的安全性和排除故障的便利性,在實際操作中得到了較好的運用。
螺紋鋼軋輥月牙槽專用數控銑床設計 螺紋鋼軋輥月牙槽專用數控銑床設計
格式:pdf
大小:287KB
頁數:4P
4.8
通過對已有的螺紋鋼軋輥月牙槽加工工藝方法進行分析比較,確定了月牙槽加工方案并考慮工序集中原則進而提出月牙槽加工與信息加工一體化部件,由此確定了數控銑床總體設計方案與相關技術參數,并對一體化結構的工作原理加以闡述。
華中世紀星21M數控銑床和21T數控車床說明書相關
文輯推薦
知識推薦
百科推薦


職位:土建工程預算員
擅長專業:土建 安裝 裝飾 市政 園林


