




編輯推薦下載


焊材烘焙記錄單
格式:pdf
大小:16KB
頁數:1P
 4.6
4.6
焊材烘焙記錄單 日期:年月日 焊材名稱□507焊條□302焊條□422焊條□431焊劑□101焊劑□其它 焊材規格 開始時間時分記錄人 到溫時間時分記錄人 結束時間時分記錄人 烘焙要求 □507焊條350℃烘焙1小時□431焊劑250℃烘焙2小時 □302焊條250℃烘焙1小時□101焊劑350℃烘焙2小時 □422焊條100℃烘焙1小時□其它:____℃(烘焙___小時) 焊材烘焙記錄單 日期:年月日 焊材名稱□507焊條□302焊條□422焊條□431焊劑□101焊劑□其它 焊材規格 開始時間時分記錄人 到溫時間時分記錄人 結束時間時分記錄人 烘焙要求 □507焊條350℃烘焙1小時□431焊劑250℃烘焙2小時 □302焊條250℃烘焙1小時□101焊
 中低溫電焊條烘焙爐“雙能源”設計方案
中低溫電焊條烘焙爐“雙能源”設計方案 中低溫電焊條烘焙爐“雙能源”設計方案
格式:pdf
大小:241KB
頁數:4P
4.5
在中高檔電焊條生產中,中低溫烘焙爐是控制產品質量的關鍵設備之一。本文在分析了國外高效、環保單一加熱能源的中低溫電焊條烘焙設備的基礎上,結合國內自主研制成功的單一煤氣能源加熱的中低溫電焊條烘焙設備的成功經驗,提出一種適應我國國情的電焊條烘焙爐的設計方案,該方案采用燃氣-電力雙能源加熱,爐內氣氛可控且節能環保。
焊條烘焙記錄熱門文檔
焊接材料烘焙記錄 (2)
格式:pdf
大小:41KB
頁數:4P
4.4
2606:009:001101 至時 分 1gz100 烘干 溫度 (℃) 烘干 時間 (h) 實際烘焙降至 恒溫 (℃) 3 烘焙要求 保溫 時間 (h)烘焙 日期 規格(mm) 鋼材牌號q345b\q345gjc烘焙方法 保溫要求 序 號 施焊部位 烘焙 數量 (kg) 從時 分 xxx工程 烘焙日期 xxx公司 分包單位生產廠家xxx公司 焊材牌號hj431 施工單位 焊接材料烘焙記錄 津資k 工程名稱 年月日年月 施工單位檢查結果:分包單位檢查結果: 以檢查符合規范要求。自檢符合規范要求。 項目專業負責人:項目專業負責人: 備注 津資k-j6-6 年月日
焊接材料烘焙記錄表C
格式:pdf
大小:28KB
頁數:1P
4.6
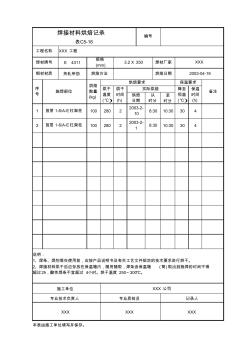
e 4311 熱軋帶肋 至 時分 1100280210:30304 2100280210:30304 首層1-6/a-e杠架柱 首層1-6/a-e杠架柱 xxxxxxxxx 本表由施工單位填寫并保存。 2003-2- 10 2003-2- 1 2、焊接材料烘干后應存放在保溫箱內,隨用隨取,焊條由保溫箱(筒)取出到施焊的時間不得 超過2h,酸性焊條不宜超過4小時。烘干溫度250~300℃。 施工單位xxx公司 專業技術負責人專業質檢員記錄人 說明: 1、焊條、焊劑等在使用前,應按產品說明書及有關工藝文件規定的技術要求進行烘干。 8:30 8:30 焊接材料烘焙記錄 表c5-16 工程名稱xxx工程 焊材牌號 鋼材材質 規格 (mm) 烘焙方法 焊材廠家 烘焙日期 保溫要求 降至 恒溫 (℃) 保溫 時間 (h) 備注 編號 xxx 2003-

焊接材料的烘焙記錄
格式:pdf
大小:32KB
頁數:2P
4.3
gj1.5.1 保存溫度 (℃) 存放時間 (h) 回烘時間 (min) 回烘次數日期 160 2011年12月29 日 150 年月 日 155年月 日 160年月 日 140 年月 日 460 年月 日 150 年月 日 155 年月 日 160 年月 日 155 年月 日 150 年月 日 150 年月 日 155 年月 日 160 年月 日 150 年月 日 160 年月 日 155年月 日 班組長或專業工長:質檢員或項目技術負責人: 監理工程師: (建設單位項目技術人員) 焊條e4303450120 焊條e4303 430120 焊條e4303 450120 焊
焊接材料烘焙記錄
格式:pdf
大小:45KB
頁數:2P
4.7
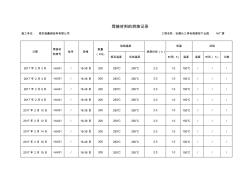
焊接材料的烘焙記錄 施工單位:南京慈鑫鋼結構有限公司工程名稱:安徽長三角電商建材產業園1#廠房 日期 焊接材 料牌號 批號規格 數量 (kg) 烘焙溫度 烘焙時間(h) 保溫回烘 規定溫度實烘溫度時間(h)溫度溫度時間(h)次數 2017年2月2日hj431/16-38目200250℃250℃2.01.0150℃/// 2017年2月4日hj431/16-38目200250℃250℃2.01.0150℃/// 2017年2月6日hj431/16-38目200250℃250℃2.01.0150℃/// 2017年2月8日hj431/16-38目200250℃250℃2.01.0150℃/// 2017年2月10日h
焊條烘焙記錄精華文檔
44焊接材料烘焙記錄
格式:pdf
大小:25KB
頁數:2P
4.7
焊接材料烘焙記錄 渝建竣-44 工程名稱施工單位 日期焊接材料牌號生產廠家批號規格數量 烘焙溫度烘焙 時間 (h) 保溫回烘 操作者規定 溫度 實烘 溫度 時間 (h) 溫度 時間 (h) 溫度 施工 單位 項目技術負責人: 記錄人: 年月日 監理 (建設) 單位 監理工程師(建設單位代表): 年月日
焊接材料烘焙記錄
格式:pdf
大小:503KB
頁數:23P
4.5
山東省建設工程質量監督總站監制 焊接材料烘焙記錄 魯jj—069 工程名稱酈水嘉苑1# 焊材牌號hj431規格(mm)12.14.16焊材廠家山東魯浩焊接 鋼材材質hrb400e烘焙方法烘箱烘干烘焙日期2017.6.14 序 號 施焊 部位 烘焙數 量(kg) 烘焙要求保溫要求 備注 烘干溫 度(℃) 烘干 時間 (h) 實際烘焙 降至恒 溫(℃) 保溫 時間 (h) 烘焙 日期 從 時分 至 時分 1地下二層柱60250-30022017.6.148:0010:00402 說明: 1.焊條、焊劑等在使用前,應按產品說明書及有關工藝文件規定的技術要求進行烘干。 2.焊接材料烘干后應存放在保溫箱內,隨用隨取,焊條由保溫箱(筒)取出到施焊的時間不得超過2h,酸性 焊條不宜超過4小時。烘干溫度250-300℃。
焊材烘焙規定
格式:pdf
大小:10KB
頁數:2P
4.6
1 表號:q/yhhjzywj07-2015 焊材烘焙規定 1目的 為規范焊材烘焙管理,確保產品焊接質量,特制定本規定。 2適用范圍 適用于本公司焊接材料的烘焙管理。 3職責和權限 焊材保管員:按焊接工藝要求、烘焙設備能力及生產任務安排合理領用不同規格、型號的焊條、 焊劑進行烘焙。 焊接技術員:對焊材烘焙過程及現場焊材使用過程進行監督和管理。 4質量活動 4.1烘焙設備性能良好,有可靠的溫度控制、顯示、接地、排風設施。焊條、焊劑在烘焙時應排 放合理、有利于均勻受熱及潮氣排除,烘焙焊條時應注意防止焊條因驟冷驟熱而導致藥皮開裂或脫 落。 4.2不同類型的焊接材料原則上應分別烘焙,但符合下列條件可以同爐烘焙:1)烘焙規范相同; 2)不同類型焊接材料之間有明顯的標記,不至于混雜。 4.3焊條、焊劑的烘焙溫度、時間一般應按其說明書的要求進行,如無規定時可按下列規定
常用焊材烘焙要求
格式:pdf
大小:88KB
頁數:5P
4.4
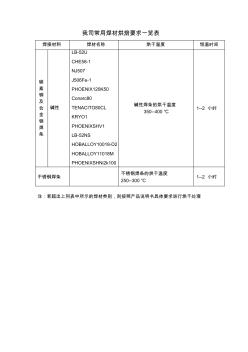
我司常用焊材烘焙要求一覽表 注:若超出上列表中所示的焊材類別,則按照產品說明書具體要求進行烘干處理 焊接材料焊材名稱烘干溫度恒溫時間 碳 素 鋼 及 合 金 鋼 焊 條 堿性 lb-52u che58-1 nj507 j506fe-1 phoenix120k50 conarc80 tenacito80cl kryo1 phoenixshv1 lb-52ns hoballoy10018-d2 hoballoy11018m phoenixshni2k100 堿性焊條的烘干溫度 350--400℃ 1--2小時 不銹鋼焊條 不銹鋼焊條的烘干溫度 250--300℃ 1--2小時 250℃-300℃ 恒溫1-2小時 min 50 100 150 200 250 300 ℃ 0.5 100-120℃≤ 22 0℃ /小 ≤ 22 0℃ /小 ≤260
焊條烘焙記錄最新文檔

焊接材料烘焙記錄表C5-16
格式:pdf
大小:48KB
頁數:2P
4.7
e 4315 熱軋帶肋 至 時分 1100350210:3030420#焊接 2100350215:00304 編號焊接材料烘焙記錄 降至 恒溫 (℃) 保溫 時間 (h) 備注 序 號 烘焙 數量 (kg) 烘干 溫度 (℃) 本表由施工單位填寫并保存。 施工單位中國化學工程第十六建設有限公司 專業技術負責人專業質檢員記錄人 說明: 1、焊條、焊劑等在使用前,應按產品說明書及有關工藝文件規定的技術要求進行烘干。 2、焊接材料烘干后應存放在保溫箱內,隨用隨取,焊條由保溫箱(筒)取出到施焊的時間不得 超過2h,酸性焊條不宜超過4小時。烘干溫度250~300℃。堿性焊條烘烤溫度為350℃左右。 2003-8-111:00 實際烘焙 烘焙 日期 從 時分 2013-8-18:30 烘干 時間 (h) 施焊部位 鋼材材質烘焙方法電烘烤烘焙日期20
【工程常用表格】焊接材料烘焙記錄
格式:pdf
大小:45KB
頁數:4P
4.8
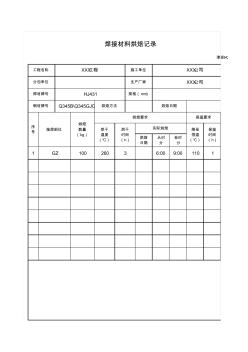
焊接材料烘焙記錄 津資k-j 工程名稱1施工單位 分包單位生產廠家 焊材牌號規格(mm) 烘干 溫度 (℃) 烘干 時間 (h) 實際烘焙 降至 恒溫 (℃) 鋼材牌號烘焙方法烘焙日期年月日 保溫 時間 (h) 烘焙 日期 從時 分 至時 分 序 號 施焊部位 烘焙 數量 (kg) 烘焙要求保溫要求 說明: 1、焊條、焊劑等在使用前,應按產品說明書及有關工藝文件規定的技術要求進行烘干。 2、焊接材料烘干后應存放在保溫箱內,隨用隨取,焊條由保溫箱(筒)取出到施焊的時間不得超過2h,酸性 焊條不宜超過4h。烘干溫度250-300℃ 年月日年月日 施工單位檢查結果:分包單位檢查結果: 項目專業負責人:項目專業負責人: 資k-j6-6 備 注 日 ,酸性

C5-12焊接材料烘焙記錄
格式:pdf
大小:24KB
頁數:1P
4.8
焊接材料烘焙記錄 資料編號 表c5-12 工程名稱 焊材牌號 規格 (mm) 焊材廠家 鋼材材質 烘焙 方法 烘焙日期 序 號 施焊部位 烘焙 數量 (kg) 烘焙要求保溫要求 備注 烘干 溫度 (℃) 烘干 時間 (h) 實際烘焙降至 恒溫 (℃) 保溫 時間 (h) 烘焙 日期 從 時分 至 時分 說明: 1、焊條、焊劑等在使用前,應按產品說明書及有關工藝文件規定的技術要求進行烘干。 2、焊接材料烘干后必須存放在保溫箱內,隨用隨取,焊條由保溫箱(筒)取出到施焊的時間不得超過2h, 酸性焊條不宜超過4小時。烘干溫度250~300℃。 施工單位 專業技術負責人專業質檢員記錄人 本表由施工單位填寫。
焊接材料烘焙記錄表C5-16
格式:pdf
大小:27KB
頁數:2P
4.7
e 4311 熱軋帶肋 至 時分 1100280210:30304 2100280210:30304 首層1-6/a-e杠架柱 首層1-6/a-e杠架柱 xxxxxxxxx 本表由施工單位填寫并保存。 2003-2-10 2003-2-1 2、焊接材料烘干后應存放在保溫箱內,隨用隨取,焊條由保溫箱(筒)取出到施焊的時間不得 超過2h,酸性焊條不宜超過4小時。烘干溫度250~300℃。 施工單位xxx公司 專業技術負責人專業質檢員記錄人 說明: 1、焊條、焊劑等在使用前,應按產品說明書及有關工藝文件規定的技術要求進行烘干。 8:30 8:30 焊接材料烘焙記錄 表c5-16 工程名稱xxx工程 焊材牌號 鋼材材質 規格 (mm) 烘焙方法 焊材廠家 烘焙日期 保溫要求 降至 恒溫 (℃) 保溫 時間 (h) 備注 編號 xxx 2003-04
焊接材料的烘焙記錄GJ1.5.1
格式:pdf
大小:51KB
頁數:2P
4.6
焊接材料的烘焙記錄gj1.5.1 材料種類 烘焙溫度 (℃) 烘焙時間 (mm) 保存溫度 (℃) 存放時間 (h) 回烘溫度 (℃) 回烘時間 (min) 回烘次數 日期 j—422焊條15061140814030209.7.16 j—422焊條15058150814034209.7.16 j—422焊條15057150814035209.7.17 j—422焊條15060150814040209.7.17 j—422焊條15060150814039209.7.18 j—422焊條15059150814040209.7.18 j—422焊條15059150814045209.7.19 j—422焊條150601508140

監理資料--44焊接材料烘焙記錄
格式:pdf
大小:25KB
頁數:2P
4.8
焊接材料烘焙記錄 渝建竣-44 工程名稱施工單位 日期焊接材料牌號生產廠家批號規格數量 烘焙溫度烘焙 時間 (h) 保溫回烘 操作者規定 溫度 實烘 溫度 時間 (h) 溫度 時間 (h) 溫度 施工 單位 項目技術負責人: 記錄人: 年月日 監理 (建設) 單位 監理工程師(建設單位代表): 年月日

焊接材料烘焙規范及操作規程
格式:pdf
大小:20KB
頁數:7P
4.4
2007-08-1118:44 焊材庫管理人員崗位職責 1、檢查入庫焊材的質量證件及包裝質量是否符合要求。 2、核對入庫焊材的品種、規格、牌號、批號、數量是否符合要求,并按類堆放, 作好標識。 3、掌握各類焊條的烘干要求。根據焊材領用通知單,對所需要焊材烘干并作好烘 干記錄。 4、根據焊接材料領用單上的焊材品種、規格、數量發放焊材,并作好記錄;焊接 材料實行回收,作好焊條頭、余留焊材回收登記。 5、定期檢查焊材庫內的環境溫度、濕度、使之符合規定要求,并作好溫、濕度記 錄。 6、對需要計量的儀器設備,如烘烤箱、濕度記錄儀、溫度計等提出計量要求,定 期計量。 7、按月統計每月焊材總消耗量及單種焊材消耗量,統計每月使用焊材數量及回收 數量,上交物資管理部門。 8、對庫內焊接材料定期進行質量檢查,如發現焊接材料質量不符合要求協同焊接 技術人員、質量人員作出處理。 附件16:焊接材料烘焙規范及

常用焊條烘干規范
格式:pdf
大小:12KB
頁數:4P
4.4
常用焊條烘干規范 焊條型號??烘烤溫度??時間??用途 j422??150℃??1-2小時??焊接普通強度的鋼材以及管道壓力容器等 j427??350℃??1-2小時??焊接普通強度的鋼材以及管道壓力容器等 j502?150℃??1-2小時??焊接低合金鋼管16mn j507??350℃??1-2小時??焊接普通強度的鋼材以及管道壓力容器及重要的部 件等 j506??350℃??1-2小時??焊接普通強度的鋼材以及管道壓力容器及重要的部 件等 j508??400℃??1-2小時??焊接普通強度的鋼材以及鍋爐管道壓力容器及橋梁 等重要的部件 j857??350-400℃??1小時??焊
焊條烘焙記錄相關
文輯推薦
知識推薦
百科推薦


職位:質量評估經理
擅長專業:土建 安裝 裝飾 市政 園林


