

Z208焊條堆焊灰口鑄鐵金相組織觀察分析
格式:pdf
大小:2.3MB
頁數:3P
人氣 :81
 4.3
4.3
采用Z208焊條,以焊條電弧焊工藝在基體材料灰口鑄鐵上進行堆焊試驗。焊接電流分別選用了140,150,155 A,通過分析焊縫金屬金相組織,比較不同大小焊接電流的合理性。經試驗比較后可知,焊接電流為140 A時,堆焊焊縫成形良好,焊接質量良好。



灰口鑄鐵的補焊工藝
格式:pdf
大小:10KB
頁數:4P
灰口鑄鐵的補焊工藝 摘要:采用灰口鑄件的補焊工藝方法,可有效地防止裂紋的產生,使焊縫有一 定的塑性和強度,并有較好的機加工性和抗裂性。 關鍵詞:灰口鑄鐵;補焊;熔合比;焊接工藝;熱影響區 鑄鐵的焊接,主要應用于鑄件的補焊。灰口鑄鐵補焊時,容易產生白口〔1, 2〕,以及出現裂紋等問題。當焊縫強度較高而母材強度較低時,容易產生剝離。 尤其對于大面積的裂紋補焊是不容易獲得成功的。因此在制定補焊工藝時,對鑄 件的缺陷要進行具體分析,盡量減小熔合比,調整熱影響區,松馳焊接應力〔3〕, 才能使大面積的裂紋補焊獲得成功。下面主要介紹ht20-40灰口鑄鐵的補焊工 藝,并作理論探討。 1材料及焊前準備 某一產品的缸體,材料為ht20-40灰口鑄鐵,厚度為18mm。裂紋程度:且 橫、縱向交錯,有穿透和未穿透的。 (1)鉆止裂孔:在距離裂紋末端2~3mm處鉆一個直徑為6~8mm
灰口鑄鐵的補焊工藝
格式:pdf
大小:99KB
頁數:3P
灰口鑄鐵的補焊工藝 由于氣焊火焰的溫度比電弧溫度低得多,對鑄件的加熱和冷卻都比較緩慢,這樣, 就可以有效地防止白口、裂紋和氣孔,因而氣焊補焊灰口鑄鐵的焊接質量較好, 并且焊后易于切削加工。但氣焊補焊灰口鑄鐵也存在生產率低、成本高、勞動條 件差,對大型鑄件不易焊透的缺點。 (一)焊前準備 1.找出裂紋并鉆止裂孔:在焊件清除型砂、油垢之后檢查缺陷。焊件上的 裂紋可直接或用放大鏡觀察。當裂紋不明顯時,可用火焰加熱至200~300℃, 冷卻后即可顯示出來。或在裂紋不明顯處,滲煤油后擦去表面油漬,并撒上一層 薄薄的滑石粉,然后用小錘輕輕敲擊,就可以顯示出裂紋的痕跡。對于氣缸等有 密封性要求的鑄件,可用水壓實驗檢查滲漏處找出裂紋。裂紋找出后,在裂紋的 兩端鉆φ4~6mm的止裂孔,以防止裂紋擴展。 2.坡口準備:可以剔、鏟坡口或用氣焊火焰開槽,缺陷內的夾砂及周匭的 疏松組
編輯推薦下載
 用普通低碳鋼焊條補焊灰口鑄鐵
用普通低碳鋼焊條補焊灰口鑄鐵 用普通低碳鋼焊條補焊灰口鑄鐵
格式:pdf
大小:37KB
頁數:1P
4.7
1用普通低碳鋼焊條電弧冷焊灰口鑄鐵的難點灰口鑄鐵c含量高,s、p雜質的含量也高;強度低,基本無塑性。由于焊接過程具有冷卻速度快、焊件受熱不均勻的特點,造成焊接應力較大,因而,用普通低碳鋼焊條電弧冷焊灰口鑄鐵存在以下兩個方面的難點。(1)焊接接頭易出現...
焊條堆焊灰口鑄鐵金相組織觀察分析熱門文檔
灰口鑄鐵缸體瓦座的堆焊修復 灰口鑄鐵缸體瓦座的堆焊修復
格式:pdf
大小:97KB
頁數:未知
4.4
大中型汽車的灰口鑄鐵發動機缸體在運行過程中由于潤滑系統出現故障,導致缸體的曲軸瓦蓋、瓦座嚴重磨損,修理時與新瓦片的配合間隙過大,使整個缸體報廢.由于備件貨源不足,且價格昂貴,整車修理周期過長等原因,采用氬弧堆焊方法修復缸體曲軸瓦座,使發動機缸體能夠重新使用,可收到可觀的經濟效益.1焊接性分析灰口鑄鐵焊接性較差,由于熔池凝固快,焊縫及近縫區極易產生白口及脆性馬氏體組織,因此,其強度低、塑性差,而且由于焊接局部不均勻加熱及快速冷卻易產生較大的焊接應力,導致焊縫和熱影響區產生裂紋及焊道剝離.
鑄鐵(灰鑄鐵、球墨鑄鐵、可鍛鑄鐵)金相組織觀察與繪制
格式:pdf
大小:16KB
頁數:3P
4.6
鑄鐵(灰鑄鐵、球墨鑄鐵、可鍛鑄鐵)金相組織觀察與繪制 (驗證性實驗) 一、實驗目的及要求 1.了解和認識灰鑄鐵中石磨和金屬基體的金相特點, 2.了解和認識球墨鑄鐵以及可鍛鑄鐵、蠕墨鑄鐵中石磨和金屬基體的組織特 點。 3.學習有關灰鑄鐵的金相檢驗方法。 4.學習有關球墨鑄鐵的金相檢驗方法。 5.了解鑄鐵金相試樣的制作方法。 二、實驗內容 1.觀察和繪制以下灰鑄鐵的金相組織: (1)具有a型分布石磨的灰鑄鐵(試片未侵蝕)。 (2)具有b型分布石磨的灰鑄鐵(試片未侵蝕)。 (3)具有c型分布石磨的灰鑄鐵(試片未侵蝕)。 (4)具有d型分布石磨的灰鑄鐵(試片未侵蝕)。 (5)具有e型分布石磨的灰鑄鐵(試片未侵蝕)。 (6)具有f型分布石磨的灰鑄鐵(試片未侵蝕)。 并對a型石墨進行石墨長度檢驗,確定石墨長度分級。 (7)選1~2片灰鑄鐵試樣,侵蝕后進行基
合金溜槽堆焊焊條設計及組織分析
格式:pdf
大小:755KB
頁數:3P
3
合金溜槽堆焊焊條設計及組織分析——設計了一種合金溜槽堆焊用焊條,利用sem對堆焊層精細組織進行了觀察分析,利用x射線衍射儀對堆焊層的相組成物進行了測定。試驗結果表明:焊后的堆焊層組織為馬氏體+碳化物+殘余奧氏體。經過熱處理后,堆焊層中殘余奧氏體的...
CHR焊條堆焊金屬顯微組織與顯微硬度分析 CHR焊條堆焊金屬顯微組織與顯微硬度分析
格式:pdf
大小:527KB
頁數:4P
4.5
采用焊條電弧堆焊技術,以不同的焊接工藝參數,選用堆焊焊條chr132在45#鋼基體上進行多層堆焊試驗。采用光學顯微鏡觀察分析了堆焊金屬顯微組織,利用硬度測試儀測試了堆焊金屬的硬度,討論了焊接線能量對堆焊層金屬顯微組織的形成、硬度的影響。研究結果表明:堆焊金屬的顯微組織和顯微硬度不僅與堆焊工藝參數有關,且與硬質相的類型、性能、數量、分布等有關。
球墨鑄鐵金相缺陷
格式:pdf
大小:467KB
頁數:3P
4.7
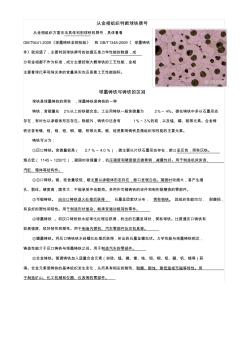
從金相組織判斷球鐵牌號 從金相組織方面無法具體判別球鐵的牌號,具體看看 gb/t9441-2009《球墨鑄鐵金相檢驗》和gb/t1348-2009《球墨鑄鐵 件》就知道了,主要判別球鐵牌號的依據還是力學性能的數據,成 分和金相都不作為標準,成分主要控制大概球鐵的工藝性能,金相 主要看球化率和珠光體的含量其實也還是看工藝性能指標。 球墨鑄鐵與鑄鐵的區別 球鐵是球墨鑄鐵的簡稱,球墨鑄鐵是鑄鐵的一種 鑄鐵,含碳量在2%以上的鐵碳合金。工業用鑄鐵一般含碳量為2%~4%。碳在鑄鐵中多以石墨形態 存在,有時也以滲碳體形態存在。除碳外,鑄鐵中還含有1%~3%的硅,以及錳、磷、硫等元素。合金鑄 鐵還含有鎳、鉻、鉬、鋁、銅、硼、釩等元素。碳、硅是影響鑄鐵顯微組織和性能的主要元素。 鑄鐵可分為: ①灰口鑄鐵。含碳量較高(2.7%~4.0%),碳主要以片狀石墨形態存在,斷口呈灰色,簡稱灰鐵
焊條堆焊灰口鑄鐵金相組織觀察分析精華文檔
灰鑄鐵和球墨鑄鐵金相檢驗標準變更比對分析 灰鑄鐵和球墨鑄鐵金相檢驗標準變更比對分析
格式:pdf
大小:599KB
頁數:4P
4.8
2008年iso頒布了iso945—1:2008《microstructuresofcastirons-part1:graphiteclassificationbyvisualanalysis》標準[1](即《鑄鐵金相組織第一部分石墨分類目測法》),該標準將石墨分為6種類型,見表1。2009年10月30日我國頒布了gb/t7216—2009《灰鑄鐵金相檢驗》[2],該標準修改采用了iso945—1:2008中i型石墨部分,并在結構上作了編輯性修改,和iso945—1:2008相比,主要技術差異:增加了石墨分布f型,代替iso945—1:2008中附錄b的c′型;石墨分布形狀的說明中增加f型的說明;增加了珠光體數量、碳化物數量、磷共晶數量、共晶團數量的評定方
灰鑄鐵金相檢驗的不確定度估箅 灰鑄鐵金相檢驗的不確定度估箅
格式:pdf
大小:88KB
頁數:未知
4.3
本文通過對ht200灰鑄鐵進行金相檢驗測量以及對標準不確定度的影響因素的分析,對重復性測量引入和目鏡刻度尺示值變化引起的不確定度分量分別進行a類評定和b類評定,并合成標準不確定度和計算擴展不確定度,在一定程度上提高了測量數據的準確性。
焊條電弧焊堆焊金屬組織及其性能分析 焊條電弧焊堆焊金屬組織及其性能分析
格式:pdf
大小:143KB
頁數:3P
4.5
采用chr172堆焊焊條,以焊條電弧焊工藝在基體材料45鋼上進行了堆焊。分析了不同焊接條件下獲得的熱影響區與堆焊層熔敷金屬的顯微組織和顯微硬度,討論了焊接熱輸入、合金元素對堆焊層熔敷金屬顯微組織及顯微硬度的影響。研究結果表明,堆焊層金屬的顯微組織和顯微硬度不但與焊接熱輸入的大小有關,而且與采用堆焊焊條中的合金成分及含量、形成的硬質顆粒的類型、硬質顆粒與基體組織結合性能以及硬質顆粒的分布等有關。
灰口鑄鐵與碳鋼的焊接
格式:pdf
大小:9KB
頁數:5P
4.5
灰口鑄鐵與碳鋼的焊接 (1)灰口鑄鐵與碳鋼的焊接特點 灰口鑄鐵與碳鋼的焊接,在機床床身、底座、機架、齒輪箱及發動機缸體上應用 較多,主要焊接特點如下。 ①灰口鑄鐵與碳鋼焊接時,鑄鐵中的碳以片狀石墨形式存在,分布在鐵素體、 珠光體或珠光體鐵素體基體上。石墨片相當于孔洞和裂紋,割裂基體的連續性, 降低了接頭的力學性能。 ②焊接接頭承受拉伸應力時,容易在片狀石墨尖角處產生應力集中,因而裂紋 傾向增加,并容易產生氣孔。 ③當焊接接頭承受壓縮應力時,石墨割裂基體和造成的應力集中很小。因此具 有較高的抗壓強度。 ④灰口鑄鐵與碳鋼的焊縫中石墨數量越多、越粗大、片狀分布越明顯,割裂基 體作用越大,力學性能也越差。 ⑤由于鑄鐵中含碳量高、雜質多,焊接接頭容易產生白口組織,在焊接應力作 用下極易發生裂紋和斷裂。 ⑥灰口鑄鐵與碳鋼的焊接性差,必須選擇合適的焊接方法及填充材料,采取特 殊的焊接工藝
焊條堆焊灰口鑄鐵金相組織觀察分析最新文檔
灰口鑄鐵手工電弧冷焊工藝 灰口鑄鐵手工電弧冷焊工藝
格式:pdf
大小:162KB
頁數:未知
4.6
本文通過介紹灰口鑄鐵的機械性能、焊接性能和灰口鑄鐵手工電弧冷焊工藝,結合海鋼公司生產實際,重點對結構鋼焊條焊接灰口鑄鐵進行分析,以提高焊工焊接灰口鑄鐵的質量.
灰口鑄鐵缺陷焊接的修復 灰口鑄鐵缺陷焊接的修復
格式:pdf
大小:119KB
頁數:未知
4.7
通過采用手工焊條電弧焊,對鑄件進行焊前預熱、焊后熱處理等處理方式,并優化焊接工藝參數,達到鑄件缺陷修復的目的,既節約維修成本,又達到快速修復故障設備目的,滿足處理生產中各類故障的需要。
 Y_2O_3對合金鑄鐵焊條堆焊層組織與性能的影響
Y_2O_3對合金鑄鐵焊條堆焊層組織與性能的影響 Y_2O_3對合金鑄鐵焊條堆焊層組織與性能的影響
格式:pdf
大小:583KB
頁數:4P
4.4
本文在堆焊焊條藥皮中加入不同量的y2o3,通過分析合金堆焊層顯微組織、結構,較系統地研究y2o3對堆焊層耐磨性、結合性能和抗熱疲勞性能的影響.結果表明:含y2o3的合金堆焊層組織呈顆粒狀生長,顯微組織細小均勻,m23(fe、cr)c6和m7(fe、cr)c3在晶內沉淀析出,碳化物呈彌散分布,適量的y2o3不僅使得堆焊合金層的耐磨性明顯增加,而且提高了合金層的結合強度并改善了抗熱疲勞性能.
灰口鑄鐵的焊接性
格式:pdf
大小:7KB
頁數:3P
4.4
灰口鑄鐵的焊接性 灰口鑄鐵的焊接性較差,在焊接時容易出現下列一些問題。 (一)焊縫金屬出現白口組織在補焊灰口鑄鐵時,經常會在熔合區生成一層 白口組織。產生白口的原因是:由于母材近縫區在焊接時受到高溫加熱,當受熱 溫度高于860℃以上時,原來灰口鑄鐵中游離狀態的石墨開始部分地熔于鐵中, 溫度越高,熔于鐵中的石墨就越多。當冷卻時,一般認為在30~100℃/s的急 速冷卻條件下,熔于鐵中的碳來不及以石墨形式析出,而呈滲碳體(fe3c)出現, 即所謂白口。再者,在焊接熔池中的石墨化元素碳、硅(c、si)等不足也是產生 白口的主要原因。一般在窄小的高溫熔合區內,焊后很容易產生白口組織。白口 組織硬而脆,使得焊縫在焊后難以機械加工,甚至會導致開裂。 適當調整填充金屬的化學成分和冷卻速度是防止白口產生的主要措施。 改善焊縫金屬的化學成分,增加石墨化元素的含量,可以

大型冷沖模鑄鐵鑲塊堆焊焊條的研制及應用
格式:pdf
大小:199KB
頁數:3P
3
大型冷沖模鑄鐵鑲塊堆焊焊條的研制及應用——確定了適合于大型冷沖模鑲塊刃口堆焊的焊條的合金成分.并給出了其比較合理的焊芯和藥皮化學成分;測試了新焊條堆焊層金屬的化學成分、硬度、硬度梯度、金相組織,其結果均滿足在鑄鐵基體上堆焊制造冷沖模鑲塊的要求...
定量金相分析技術在球墨鑄鐵金相檢驗中的應用 定量金相分析技術在球墨鑄鐵金相檢驗中的應用
格式:pdf
大小:754KB
頁數:4P
4.8
對于球墨鑄鐵的金相檢驗,傳統分析方法是運用gb/t9441-1988中的標準圖片采用對比法進行評定的,評定時帶有很大的主觀性。介紹了定量金相分析技術,它是建立在計算機技術和模式識別技術上的一種新的金相分析技術,可實現定量計算,其操作簡單,結果準確,避免了人為誤差。
 球墨鑄鐵金相試樣的制備
球墨鑄鐵金相試樣的制備 球墨鑄鐵金相試樣的制備
格式:pdf
大小:885KB
頁數:4P
4.4
介紹了球墨鑄鐵金相試樣制備過程中的取樣、磨制、拋光和侵蝕過程中的一些方法和技巧。實踐證明,采用提出的金相試樣制備方法,可快速制備高質量的金相試樣。
國家標準《可鍛鑄鐵金相檢驗》解讀 國家標準《可鍛鑄鐵金相檢驗》解讀
格式:pdf
大小:80KB
頁數:未知
4.5
1標準概況 20世紀50年代,我國的可鍛鑄鐵采用原蘇聯標準foct1215—1941。1967年頒布了gb/t978—1967何鍛鑄鐵件分類及技術條件》,1977年頒布了jb/t2122—1977《鐵素體可鍛鑄鐵金相》。
焊條堆焊灰口鑄鐵金相組織觀察分析相關
文輯推薦
知識推薦
百科推薦


職位:一級建造師
擅長專業:土建 安裝 裝飾 市政 園林


