




 連鑄含鈦不銹鋼浸入式水口結瘤的形成機理
連鑄含鈦不銹鋼浸入式水口結瘤的形成機理 連鑄含鈦不銹鋼浸入式水口結瘤的形成機理
格式:pdf
大小:674KB
頁數:4P
為了搞清連鑄含鈦不銹鋼時浸入式水口cao.tio2型結瘤的機理,在實驗室碳管爐中進行了鋁碳質耐材棒浸入321不銹鋼鋼液的實驗。結果表明,結瘤是由于鋼中cao.tio2等夾雜物沉淀附著在耐材棒表面形成的。如果存在二次氧化,鋼中夾雜物數量明顯增加,相應形成的結瘤層也較厚。提高鋼液溫度50℃對鋼中生成的氧化物夾雜的類型沒有影響,但是,能顯著減少結瘤層中的凝固金屬,使結瘤層減薄。
馬氏體不銹鋼連鑄時水口結瘤的工藝研究 馬氏體不銹鋼連鑄時水口結瘤的工藝研究
格式:pdf
大小:289KB
頁數:未知
通過對馬氏體不銹鋼連鑄時結瘤物的成分分析,確定結瘤物的成分主要為al2o3,同時對結瘤堵塞現象進行熱力學及動力學分析,得出結瘤原因為懸浮于鋼液中未排除的以及二次氧化鋼水中[al]形成al2o3夾雜逐步沉積在水口壁上所致。在清楚結瘤堵塞的機理后,通過采取凈化鋼液和防止二次氧化的手段來破壞結瘤形成的必要條件,并在大生產中逐步改進工藝最終消除結瘤現象。
編輯推薦下載
連鑄含鋁冷鐓鋼預防水口結瘤的措施 連鑄含鋁冷鐓鋼預防水口結瘤的措施
格式:pdf
大小:860KB
頁數:未知
 4.3
4.3
對連鑄長水口和浸入式水口內壁粘附物的檢測和形成機理進行分析。提出了澆鑄含鋁冷鐓鋼時預防水口結瘤的措施,即通過在lf精煉爐造還原性白渣、合理控制底吹氬與鈣處理工藝、全程保護澆鑄、防止二次氧化與卷渣等措施來防止水口結瘤。實驗結果表明預防措施效果良好,連鑄水口結瘤明顯減少。
含鈦不銹鋼連鑄水口結瘤和保護渣熱門文檔
提高含鈦不銹鋼鈦收得率工藝實踐 提高含鈦不銹鋼鈦收得率工藝實踐
格式:pdf
大小:203KB
頁數:4P
4.7
太鋼含鈦鐵素體不銹鋼采用鐵水三脫-k—obm—s轉爐-vod—lf—cc工藝路線,生產實踐表明,通過采用fesi和al復合脫氧,提高鋼中al5含量在0.025%~0.030%,控制鋼中全氧≤25×10^-6,lf爐1^#底吹流量為80.1201/min,2^#底吹流量為70~1001/min;連鑄過程加強無氧化保護澆鑄等措施,使鈦的收得率由80%提高到88%。

鈦與不銹鋼
格式:pdf
大小:11KB
頁數:5P
4.6
鈦并不是稀有金屬,鈦在地球上的儲藏量是銅、鎳、鉛、鋅的總量的16倍。 鈦的比重僅是鐵的1/2,卻像銅一樣經得起錘擊和拉延。在超低溫世界里,鈦會 變得更為堅硬,并有超導體的性能,鋼則變得脆弱無能。 鈦有很強的耐酸堿腐蝕能力,在海中浸5年不銹蝕,鋼鐵在海水中則會腐蝕 變質。用鈦合金為船只制造外殼,海水無法腐蝕它。用鈦合金制成的“鈦潛艇”, 可潛入4500米的深度,一般鋼鐵潛艇在超過300米就容易被水壓壓壞。 “鈦飛機”堅實又輕便,一架大型鈦客機可比同樣重的普通飛機多載100 余人,飛機時速每小時可超過3000千米;而鋁合金飛機最多是2400千米。在航 天事業中,鈦可制成飛船的“外衣”,防高溫的侵襲。 鈦還能與金屬鎳一起制成具有記憶功能的“記憶合金”。用這種“記憶合金” 制成的汽車外殼,如發生撞車事故變形后,只須用80℃以上的熱水沖洗,便會 使汽車外形恢復原狀。 目前鈦
含鈦不銹鋼表面夾雜的研究 含鈦不銹鋼表面夾雜的研究
格式:pdf
大小:812KB
頁數:5P
4.8
分析了含鈦不銹鋼321(1cr18ni9ti或06cr18ni10ti)連鑄坯在熱軋后表面兩種缺陷(分別定義為a類缺陷和b類缺陷)成因機理及區別。試驗分析結果表明,a類缺陷和b類缺陷分別與連鑄坯表面裹渣和結晶器結魚密切相關。a類缺陷的成因是結晶器內的鋼渣界面不穩定,造成保護渣直接進入坯殼或鋼水裹住保護渣而產生,且多出現在連鑄頭坯;b類缺陷的主要產生根源是tin,成串的tin和al2o3出現在鋼板上面;而澆注過程中鋼水直接與空氣接觸,引起鋼水的二次氧化和增氮是產生tin的前提條件。
45號鋼連鑄定徑水口結瘤分析 45號鋼連鑄定徑水口結瘤分析
格式:pdf
大小:466KB
頁數:2P
4.4
介紹首鋼二煉鋼廠澆注45號鋼方坯水口結瘤物的物相分析及水口結瘤的原因,通過調整生產工藝和改進中間罐擋墻,有效地解決了澆注45號鋼水口結瘤的現象。
含鈦不銹鋼連鑄水口結瘤和保護渣精華文檔
中碳鋼和不銹鋼連鑄板坯結晶器保護渣的選擇方法 中碳鋼和不銹鋼連鑄板坯結晶器保護渣的選擇方法
格式:pdf
大小:197KB
頁數:未知
4.5
1前言結晶器保護渣是一種合成渣,通常用在鋼的連續澆鑄過程中,特別是板坯的連續澆鑄中。澆鑄時將保護渣加入到熔池內鋼液表面,由于鋼液的傳熱作用,保護渣被熔化并流入到結晶器器壁和凝固坯殼之間的縫隙中。連鑄中所使用的結晶器保護渣應滿足以下幾個要求:
不銹鋼304板坯連鑄浸入式水口堵塞問題探討 不銹鋼304板坯連鑄浸入式水口堵塞問題探討
格式:pdf
大小:272KB
頁數:4P
4.5
對不銹鋼304板坯連鑄浸入式水口堵塞狀況進行了探討,對水口內壁所形成的明顯三層物質及其形成原因進行了分析,并提出了改善水口堵塞的措施。
含鈦不銹鋼立式板坯連鑄工藝技術研究 含鈦不銹鋼立式板坯連鑄工藝技術研究
格式:pdf
大小:110KB
頁數:5P
4.5
連鑄1cr18ni9ti由于tin夾雜導致扒皮率高,工藝難以控制,通過幾年的技術攻關,嚴格控制aod精煉參數,采用吹氬喂絲新技術以及連鑄無氧化保護澆注、加厚鑄坯等措施,有效地解決了連鑄壞表面質量問題,產品性能良好,為太鋼連鑄優勢的發揮奠定了基礎。
ICP—AES法測定不銹鋼中微量釩和鈦 ICP—AES法測定不銹鋼中微量釩和鈦
格式:pdf
大小:142KB
頁數:未知
4.4
提出了icp—aes法(電感耦合等離子體原子發射光譜法)測定不銹鋼中微量釩和鈦的試驗方法。使用王水分解樣品,采用鐵基體匹配法消除基體干擾。按所提出方法測定了多個標準樣品11次,其測定結果的相對標準偏差rsd(n=11)在1.72%~6.82%之間。
含鈦不銹鋼連鑄水口結瘤和保護渣最新文檔
ICP—AES法測定不銹鋼中微量釩和鈦 ICP—AES法測定不銹鋼中微量釩和鈦
格式:pdf
大小:142KB
頁數:未知
4.5
提出了icp—aes法(電感耦合等離子體原子發射光譜法)測定不銹鋼中微量釩和鈦的試驗方法。使用王水分解樣品,采用鐵基體匹配法消除基體干擾。按所提出方法測定了多個標準樣品11次,其測定結果的相對標準偏差rsd(n=11)在1.72%~6.82%之間。
ICP—AES法測定不銹鋼中微量釩和鈦 ICP—AES法測定不銹鋼中微量釩和鈦
格式:pdf
大小:142KB
頁數:未知
4.5
提出了icp—aes法(電感耦合等離子體原子發射光譜法)測定不銹鋼中微量釩和鈦的試驗方法。使用王水分解樣品,采用鐵基體匹配法消除基體干擾。按所提出方法測定了多個標準樣品11次,其測定結果的相對標準偏差rsd(n=11)在1.72%~6.82%之間。
鈦鈣型渣系不銹鋼焊條的改進研究
格式:pdf
大小:192KB
頁數:3P
3
鈦鈣型渣系不銹鋼焊條的改進研究——在試驗研究的基礎上,提出改進、提高國產不銹鋼焊條性能的方向。認為通過調整焊條藥皮配方,減小熔渣與金屬的界面張力,細化熔滴,形成長直套筒,提高電弧電壓,形成渣壁過渡形態等,可以有效的解決目前國產不銹鋼焊條普遍存...
鈦鈣型渣系不銹鋼焊條的改進研究 鈦鈣型渣系不銹鋼焊條的改進研究
格式:pdf
大小:570KB
頁數:3P
4.4
在試驗研究的基礎上,提出改進、提高國產不銹鋼焊條性能的方向。認為通過調整焊條藥皮配方,減小熔渣與金屬的界面張力,細化熔滴,形成長直套筒,提高電弧電壓,形成渣壁過渡形態等,可以有效的解決目前國產不銹鋼焊條普遍存在的綜合工藝水平低,藥皮易發紅、開裂脫落等問題。對新研制的a132不銹鋼焊條進行了測試,其結果表明各項技術性能指標先進、優良。
不銹鋼門及不銹鋼包口包邊報價
格式:pdf
大小:45KB
頁數:1P
4.5
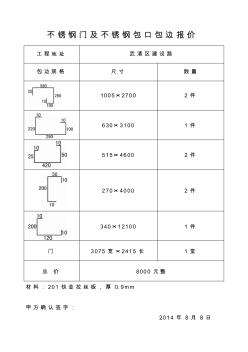
不銹鋼門及不銹鋼包口包邊報價 工程地址武清區建設路 包邊規格尺寸數量 1005×27002件 630×31001件 515×46002件 270×40002件 340×121001件 門3075寬×2415長1堂 總價8000元整 材料:201鈦金拉絲板,厚0.9mm 甲方確認簽字: 2014年8月8日
含氮不銹鋼與高碳鉻不銹鋼的組織和性能比較 含氮不銹鋼與高碳鉻不銹鋼的組織和性能比較
格式:pdf
大小:788KB
頁數:3P
4.7
對40cr15mo2vn含氮不銹鋼和g95cr18高碳鉻不銹鋼淬回火前碳化物的分布情況,淬回火后的顯微組織、力學性能、接觸疲勞壽命及耐腐蝕性能等進行了試驗,通過試驗數據對比評價了40cr15mo2vn鋼的性能,為該鋼在軸承中的應用提供了數據支持。
建筑用含鈮不銹鋼.
格式:pdf
大小:1.1MB
頁數:13P
4.5
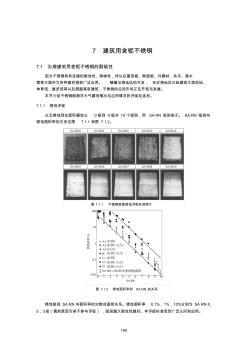
195 圖7.1.1不銹鋼表面銹蝕評級標準照片 圖7.1.2銹蝕面積率和sarn的關系 7建筑用含鈮不銹鋼 7.1沿海建筑用含鈮不銹鋼的耐候性 因為不銹鋼具有優越的耐蝕性、耐候性,所以在屋頂板、側面板、外壁材、扶手、落水 管等方面作為各種建材得到廣泛應用。隨著沿海地區的開發,在近海地區興起建筑大型機場、 體育館、展覽館等以及房屋高層建筑,不銹鋼的應用市場正在開拓與發展。 本節介紹不銹鋼耐海洋大氣腐蝕情況與應用情況的評級及選材。 7.1.1銹蝕評級 從無銹蝕到全面積腐蝕分0級到9級共10個級別,用sarn級別表示。sarn級別與 銹蝕面積率的關系見圖7.1.1和圖7.1.2。 銹蝕級別sarn與面積率的對數成直線關系。銹蝕面積率0.1%,1%,10%分別為sarn8, 5,3級(偶然原因污染不參與評級),級別越大耐蝕
 板坯連鑄304奧氏體不銹鋼結晶器保護渣的研制
板坯連鑄304奧氏體不銹鋼結晶器保護渣的研制 板坯連鑄304奧氏體不銹鋼結晶器保護渣的研制
格式:pdf
大小:474KB
頁數:3P
4.4
在分析304奧氏體不銹鋼凝固特性的基礎上,研制開發了板坯連鑄304奧氏體不銹鋼用td601結晶器保護渣。td601結晶器保護渣有較強的吸附夾雜物的能力,具有較好的穩定性、適用性,能滿足生產現場的工藝要求。現場試驗,鑄坯修磨率降低、成品材質量優級率提高。
含鈦不銹鋼連鑄水口結瘤和保護渣相關
文輯推薦
知識推薦
百科推薦

職位:二級結構工程師
擅長專業:土建 安裝 裝飾 市政 園林


