

如何在黑色金屬表面上堆焊不銹鋼
格式:pdf
大小:8KB
頁數:1P
人氣 :90
 4.8
4.8
如何在黑色金屬表面上堆焊不銹鋼? 在黑色金屬表面堆焊一層不銹鋼是代替制造復合鋼板 的一種高效方法,目前已得到推廣應用,其中生產率較高的 是采用帶極堆焊進行大面積的堆焊。 基體材料常選用 20g、16Mn、20MnMoNb 等鋼種。 堆焊 時,為減少堆焊層與基本接觸面之間產生淬硬的馬氏體組織 和脆化的 σ相,應先堆焊一層過渡層,過渡層材料常用超低 碳、高鉻鎳鋼,如 00Cr19Ni11。為了使堆焊層金屬具有相當 于 1Cr18Ni9Ti 的化學成分,堆焊層金屬可選用牌號為 00Cr18Ni10 的超低碳、高鉻鎳鋼。 帶極的規格(寬×厚)有 30mm×0.5mm、60×0.5mm、 90×0.5mm 及 120×0.5mm 等多種。焊劑采用 HJ260。 堆焊工藝參數(采用 60× 0.5mm 帶極)為:焊接電流 650A,焊接電壓 28~30V,堆焊速度 7.6m/h,帶極送進速度 51m/



不銹鋼金屬表面的專用易清洗涂層
格式:pdf
大小:28KB
頁數:2P
上海向嵐化工有限公司http://www.***.***/ 地址:上海市嘉定區南翔高科技園區惠申路83號電話:021-61729903e-mail:maduo2002@163.com 易清洗涂層ecc-8000通常用于不銹鋼,鐵,鋁,鍍鋅板等表面的處理,涂層光滑且透 明,給予被處理表面抗沾污,“易清洗”的效果。ecc-8000中獨特的小分子物質和金屬表面反應, 形成永久結合,同時其中的氟聚合物生成一個不容易被液體所浸潤的低能量表面。處理后的表面非常 穩定,除非用強堿類的烈性清洗劑或化學藥劑才能破壞該表面。 ecc-8000使用方便,可以直接使用,且用量很小,形成的涂層厚度小于5微米。常見的噴涂,浸涂 等方法都可以處理。處理后生成的疏水疏油性表面僅用簡單的擦拭就可以除去各種污物,不留殘余。 處理后的表面有高度的憎水和憎油性。可以作為金屬表面的不粘涂層
編輯推薦下載

黑色金屬檢測
格式:pdf
大小:39KB
頁數:3P
4.6
青島東標檢測服務有限公司 黑色金屬檢測 摘要 金屬是具有光澤、有良好的導電性、導熱性與機械性能,并具有正的電阻溫度系數的物質。 金屬,是個大家庭,現在世界上有86種金屬。通常人們根據金屬的顏色和性質等特征,將 金屬分為黑色金屬和有色金屬兩大類。黑色金屬主要指鐵、錳、鉻及其合金,如鋼、生鐵、 鐵合金、鑄鐵等。 定義 黑色金屬材料乃工業上對鐵、鉻和錳的統稱。亦包括這三種金屬的合金,尤其是合金黑色金 屬鋼及鋼鐵。與黑色金屬相對的是有色金屬。事實上純凈的鐵及錳是銀白色的,而鉻是銀灰 色。由于鋼鐵表面通常覆蓋一層黑色的四氧化三鐵,而錳及鉻主要應用于冶煉黑色的合金鋼。 所以才會被“錯誤分類”為黑色金屬。 黑色金屬的分類也有其意義,因為這三種金屬都是冶煉鋼鐵的主要原料,而鋼鐵在國民經濟 中占有極其重要的地位,亦是衡量一國家國力的重要標志。黑色金屬的產量約占世界金屬總 產量的95
不銹鋼金屬飾面
格式:pdf
大小:6KB
頁數:2P
4.4
1、安裝施工重點 1.1飾面板安裝: 安裝前應復核板材、骨架以及包括縫隙在內的各部位尺寸,大塊板材應預排編號以防止連接 安裝時造成累積誤差。不銹鋼板安裝前,必須檢查膠合板基面或其他基層前期工序的施工質 量,表面垂直度、平整度及裝飾造型體的質量必須符合設計要求與相應標準,如鋼木骨架及 罩面板工程的質量驗收標準,高級抹灰工程的質量要求等。 1.2將鏡面不銹鋼薄板鑲板鑲貼于裝飾造型體膠合板基面上的方法,通常的做法是粘貼。 粘貼用的膠粘劑,一般為環氧樹脂多用途建筑膠粘劑,如建筑結構膠粘劑,耐高溫建筑結構 膠粘劑,室溫快速固化環氧膠粘劑等,均有優良的粘結性能,這些粘結料多為雙組份,施工 時根據使用說明在現場進行調配,有的按需要加入適量填料,如石英砂、鑄石粉、細黃砂或 水泥等。在室內小型的不銹鋼板鑲貼或薄板包柱工程中,與木質基層的粘貼也可采用市售成 品萬能膠。不銹鋼
黑色金屬表面上堆焊不銹鋼熱門文檔
不銹鋼帶極堆焊
格式:pdf
大小:32KB
頁數:3P
4.4
co py 南京化學工業有限公司化工機械廠標準 通用工藝規程q/nh04/j0601.18-1999 第18部分不銹鋼帶極堆焊 南京化學工業有限公司化工機械廠1999-12-30批準2000-01-01實施 69 1范圍 本標準規定了不銹鋼帶極堆焊的基本要求. 本標準適用于鋼制壓力容器及元件的不銹鋼帶極堆焊 2引用標準 下列標準所包含的條文通過在本標準中引用而構成為本標準的條文在標準出版時所示版本均 為有效所有標準都會被修訂使用本標準的各方應探討使用下列標準最新版本的可能性 jb4708-92鋼制壓力容器焊接工藝評定 zbg93008-88尿素高壓設備堆焊工藝評定和焊工技能評定 cwcec8-a11s-95尿素高壓設備埋弧和手工堆焊工藝評定 3焊接材料 3.1
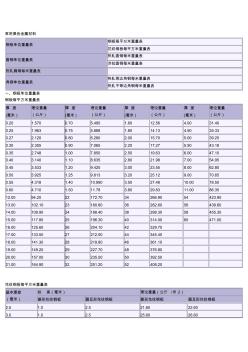
常用黑色金屬材料
格式:pdf
大小:359KB
頁數:11P
4.6
常用黑色金屬材料 鋼板單位重量表 鋼板每平方米重量表 花紋鋼板每平方米重量表 圓鋼單位重量表 熱軋圓鋼每米重量表 冷拉圓鋼每米重量表 熱軋扁鋼每米重量表 角鋼單位重量表 熱軋等邊角鋼每米重量表 熱軋不等邊角鋼每米重量表 一、鋼板單位重量表 鋼板每平方米重量表 厚度 (毫米) 理論重量 (公斤) 厚度 (毫米) 理論重量 (公斤) 厚度 (毫米) 理論重量 (公斤) 厚度 (毫米) 理論重量 (公斤) 0.201.5700.705.4951.6012.564.0031.40 0.251.9630.755.8881.8014.134.5035.33 0.272.1200.806.2802.0015.705.0039.25 0.302.3550.907.0652.2017.275.5043.18 0.352
 不銹鋼帶極電渣堆焊層金屬耐腐蝕性能
不銹鋼帶極電渣堆焊層金屬耐腐蝕性能 不銹鋼帶極電渣堆焊層金屬耐腐蝕性能
格式:pdf
大小:497KB
頁數:5P
4.3
采用帶極電渣堆焊(esw)和帶極埋弧堆焊(saw)兩種方法在q235母材上熔敷不銹鋼層,分析了這兩種方法和不同焊接速度下得到的堆焊層金屬的電化學腐蝕及晶間腐蝕性能.電化學腐蝕結果表明,9.8%h2so4溶液中,當掃描電位低于-300mv時,堆焊層金屬即可進入鈍化狀態,堆焊層金屬(eswv=8m/h)的電化學腐蝕性能最佳;5%hcl溶液中,由于穿透性強的cl-使堆焊層表面形成的鈍化膜溶解破壞,導致堆焊層金屬在掃描電位-800~200mv范圍內處于活化狀態,發生點腐蝕.10%草酸溶液晶間腐蝕試驗表明,帶極電渣堆焊層金屬的抗晶間腐蝕性能明顯優于帶極埋弧堆焊層金屬.
焦炭塔現場組焊不銹鋼復合鋼堆焊質量 焦炭塔現場組焊不銹鋼復合鋼堆焊質量
格式:pdf
大小:291KB
頁數:1P
4.7
焦炭塔15crmor+410s不銹鋼復合鋼的現場組焊接的堆焊工藝,通過采取合理的焊接措施來保證堆焊層的化學成分、力學性能和耐蝕性能,以達到焊接技術質量要求,其對類似工程施工有一定的指導意義。
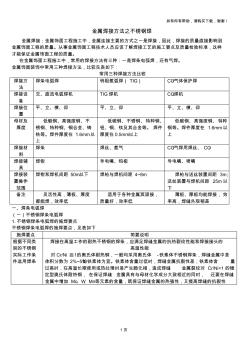
金屬焊接方法之不銹鋼焊
格式:pdf
大小:50KB
頁數:3P
4.7
如有你有幫助,請購買下載,謝謝! 1頁 金屬焊接方法之不銹鋼焊 金屬焊接:金屬飾面工程施工中,金屬連接主要的方式之一是焊接,因此,焊接的質量直接影響到 金屬飾面工程的質量。從事金屬飾面工程技術人員應該了解焊接工藝的施工要點及質量檢驗標準,這樣 才能保證金屬飾面工程的質量。 在金屬飾面工程施工中,常用的焊接方法有三種:一是焊條電弧焊,還有氣焊。 金屬飾面裝飾中常用三種焊接方法,比較見表如下: 常用三種焊接方法比較 焊接方 法 焊條電弧焊鎢極氬弧焊(tig)co2氣體保護焊 焊接設 備 交、直流電弧焊機tig焊機co2焊機 焊接位 置 平、立、橫、仰平、立、仰平、立、橫、仰 母材及 厚度 低碳鋼、高強度鋼、不 銹鋼、特種鋼、銅合金、鑄 鐵等。焊件厚度在1.6mm以 上 低碳鋼、不銹鋼、特種鋼、 鋁、銅、鈦及其合金等。焊件 厚度在0.5mm以上 低碳鋼、高強度鋼、特種 鋼等
黑色金屬表面上堆焊不銹鋼精華文檔
 CO_2氣體保護藥芯焊絲堆焊不銹鋼工藝及其應用
CO_2氣體保護藥芯焊絲堆焊不銹鋼工藝及其應用 CO_2氣體保護藥芯焊絲堆焊不銹鋼工藝及其應用
格式:pdf
大小:241KB
頁數:4P
4.4
對化工設備常用基材16mnr,14cr1mor,15crmor及堆焊焊材采用co2氣體保護藥芯焊絲堆焊工藝進行試驗研究。試驗結果表明:當稀釋率過大時,co2氣體保護藥芯焊絲堆焊不銹鋼的過渡層塑性較差,彎曲試驗時容易在過渡層產生裂紋。焊接過程中采用合理的焊接工藝參數、嚴格控制道間溫度及稀釋率可以提高過渡層的塑性。
常用金屬表面除銹處理方法
格式:pdf
大小:397KB
頁數:5P
4.7
常用金屬表面除銹處理方法 金屬表面除銹的方法很多,對于不同種類的金屬材料,其表面的銹是不同的, 因此其除銹的方法也各不相同。另一方面,不同的表面工程技術,如電鍍、涂裝 等,對于表面除銹的要求也是不同的。因此,實際選擇除銹方法的時候,要根據 金屬材料的種類及具體表面工程的要求選擇合適的除銹方法及工藝。常用的表面 除銹方法有化學浸泡法、超聲波法、電化學除銹法、機械法以及手工除銹法等。 一、化學浸泡法 化學浸泡法除銹是將金屬工件浸泡在相應的除銹溶液中,利用溶液中的酸、堿等 化學物質與工件表面的氧化皮及銹蝕產物等的化學反應,使氧化皮及銹蝕產物等 溶解到溶液中,從而起到除銹的目的。 化學浸泡法是小型工件常用的除銹方法,除銹速度快、效果明顯,尤其對于形狀 復雜的零件,可以除去一些內孔、內腔等死角處的銹蝕。由于化學浸泡法要將工 件浸泡在溶液中,因此對于一些大型結構、設備的除銹,不能夠采
金屬表面防銹鍍鋅
格式:pdf
大小:18KB
頁數:3P
4.4
金屬表面防銹鍍鋅 鍍鋅板 1.定義 鍍鋅鋼板是為防止鋼板表面遭受腐蝕,延長其使用壽命,在鋼板表面涂以一層金屬鋅,這種涂鋅的薄 鋼板稱為鍍鋅板。 2.分類和用途 按生產及加工方法可分為以下幾類:①熱浸鍍鋅鋼板。將薄鋼板浸入熔解的鋅槽中,使其表面粘附一 層鋅的薄鋼板。目前主要采用連續鍍鋅工藝生產,即把成卷的鋼板連續浸在熔解有鋅的鍍槽中制成鍍鋅鋼 板;②合金化鍍鋅鋼板。這種鋼板也是用熱浸法制造,但在出槽后,立即把它加熱到500℃左右,使其 生成鋅和鐵的合金被膜。這種鍍鋅板具有良好的涂料的密著性和焊接性;③電鍍鋅鋼板。用電鍍法制造這 種鍍鋅鋼板具有良好的加工性。但鍍層較薄,耐腐蝕性不如熱浸法鍍鋅板;④單面鍍和雙面差鍍鋅鋼板。 單面鍍鋅鋼板,即只在一面鍍鋅的產品。在焊接、涂裝、防銹處理、加工等方面,具有比雙面鍍鋅板更好 的適應性。為克服單面未涂鋅的缺點,又有一種在另面涂以薄層
黑色金屬表面上堆焊不銹鋼最新文檔
金屬表面處理
格式:pdf
大小:80KB
頁數:7P
4.7
教育訓練教材 課時:2h版次:1.0主題: 金屬表面處理后之檢驗方法 適用對象: 教官:尋孔成日期: 一.電鍍五彩鋅(分掛鍍與滾鍍) 1.外觀 1.1鍍層結晶均勻,細致,連續. 1.2不允許:鍍層粗糙,麻點,黑點,起泡,剝落和嚴重條紋,鈍化膜疏松起粉及嚴重的鈍 化液痕跡,局部無鍍層,手印,露白鋅. 1.3鈍化膜顏色:彩色鈍化膜應是帶有綠色和紫色色彩的光亮彩虹色,白色鈍化膜應 是帶有光澤的青白色或是藍白色,黑色鈍化(氧化)膜應是均勻的黑色. 2.膜厚 2.1每一試樣測取10個點(滾鍍試樣可只取3至5個點)測量. 2.2平均膜厚應在8~12μm范圍以內,最低電位區域(如槽內)不低于5μm(注:零件膜厚: 凡直徑為20mm的球不能接觸到的區域,其膜厚不作要求). 2.3
鈦-不銹鋼異種金屬焊接技術 鈦-不銹鋼異種金屬焊接技術
格式:pdf
大小:248KB
頁數:3P
4.6
對鈦-不銹鋼異種金屬的焊接性進行了分析,介紹了鈦-不銹鋼的多種焊接工藝。指出對于鈦-不銹鋼異種金屬的焊接,目前以過渡金屬間接熔焊技術最為有效。
不銹鋼焊絲熔敷金屬中碳的控制 不銹鋼焊絲熔敷金屬中碳的控制
格式:pdf
大小:324KB
頁數:4P
4.4
用不銹鋼藥芯焊絲及不銹鋼實芯焊絲,分別在100%ar及不同比例的ar+co2下,對熔敷金屬中的含碳量進行了研究。根據熱力學標準生成自由焓和等溫方程,從實芯焊絲和藥芯焊絲焊接冶金反應的差異,分析了不銹鋼藥芯和實芯焊絲熔敷金屬不同的增碳機制,搞清了不銹鋼藥芯焊絲不增碳的機理,從而達到控制碳的目的。
低合金高強鋼表面不銹鋼帶極堆焊的研究 低合金高強鋼表面不銹鋼帶極堆焊的研究
格式:pdf
大小:265KB
頁數:未知
4.6
采用不銹鋼帶極雙層堆焊,在低合金高強鋼表面堆焊不銹鋼耐蝕層。研究了過渡層、表面層帶極成分對堆焊層的成分、組織及堆焊層δ鐵素體含量的影響,并對堆焊試樣進行橫向側彎和縱向側彎測試。結果表明:過渡層采用309l、表面層采用347l寬50mm帶極,在焊接電流700~850a、焊接速度140~160mm/min條件下,可獲得與低合金高強鋼基體結合良好的堆焊層,堆焊層的增碳層無明顯m脆化傾向,堆焊層組織為均勻的奧氏體+δ鐵素體雙相組織,δ鐵素體含量在4.5%~5.5%之間,奧氏體晶粒明顯細化。

不銹鋼金屬軟管
格式:pdf
大小:11KB
頁數:3P
4.5
眾力液壓 www.***.*** 2012/11/24 不銹鋼金屬軟管 不銹鋼金屬軟管(又稱金屬軟管,不銹鋼軟管,不銹鋼波紋軟管,metalhose)是現代工業 管路中的一種高品質的柔性管道。它主要由不銹鋼波紋管、不銹鋼網套和金屬軟管接頭組成。 環形金屬軟管技術參數螺旋形金屬軟管技術參數 螺旋形金屬軟管是波紋呈螺旋狀排布的管形殼體,在相鄰的兩波紋之間有一個螺旋升角, 所有的波紋都可通過一條螺旋線連接起來。 環形金屬軟管是波紋呈閉合圓環狀的管形殼體,波與波之間由圓環波紋串聯而成。環形 金屬軟管由無縫管材或焊接管材加工成形。受加工方式制約,較之螺旋形波紋管,其單管長 度通常較短。環形金屬軟管的優點是彈性好、剛度小。 金屬軟管兩端的接頭:接頭主要包括螺紋連接、法蘭連接、快速接頭連接,選型時請見 螺紋連接形式匯總表、法蘭連接形式匯總表、快速接頭形式匯總表。
黑色金屬表面上堆焊不銹鋼相關
文輯推薦
知識推薦
百科推薦


職位:堤壩工程師
擅長專業:土建 安裝 裝飾 市政 園林


