

ER50-6焊接用熱軋盤條的生產(chǎn)實踐
格式:pdf
大小:142KB
頁數(shù):3P
人氣 :91
 4.3
4.3
分析了ER50-6焊接用熱軋盤條質(zhì)量特性,設(shè)計了日鋼內(nèi)控化學(xué)成分,改進了連鑄坯生產(chǎn)工藝,制定了軋制工藝。通過分析試生產(chǎn)產(chǎn)品的質(zhì)量表明,該產(chǎn)品的開發(fā)是成功的,產(chǎn)品質(zhì)量達到了國標(biāo)及合同要求。



 ER70S-6焊接用熱軋盤條的生產(chǎn)實踐
ER70S-6焊接用熱軋盤條的生產(chǎn)實踐 ER70S-6焊接用熱軋盤條的生產(chǎn)實踐
格式:pdf
大小:419KB
頁數(shù):3P
介紹了邢鋼er70s-6熱軋盤條的調(diào)試生產(chǎn)情況,通過采取控制化學(xué)成分、爐外處理、全程保護澆注和緩冷等措施,使盤條的化學(xué)成分達到了國標(biāo)要求,拉拔性能和焊接性能滿足了客戶要求。
編輯推薦下載
易切削結(jié)構(gòu)鋼熱軋盤條生產(chǎn)實踐 易切削結(jié)構(gòu)鋼熱軋盤條生產(chǎn)實踐
格式:pdf
大小:564KB
頁數(shù):3P
4.5
本文簡單介紹了12l14易切削鋼的特性及用途,制定了易切削鋼熱軋盤條的生產(chǎn)試制工藝,分析了生產(chǎn)和成品檢驗結(jié)果。
ER 50-6焊接用熱軋盤條的研制 ER 50-6焊接用熱軋盤條的研制
格式:pdf
大小:269KB
頁數(shù):3P
4.6
介紹er50-6焊接用熱軋盤條研制過程:合理控制盤條化學(xué)成分;冶煉過程控制出鋼溫度1620~1650℃;連鑄時控制過熱度15~35℃,正常拉速2.2~2.6m/min;軋制時控制加熱溫度990~1050℃;控冷時控制吐絲溫度820~850℃,輥道入口速度7m/min,以及0.45℃/s的冷卻速度。生產(chǎn)的φ5.5mmer50-6盤條不經(jīng)退火處理可直接拉拔成φ1.0mm的焊絲半成品,成品焊絲焊接性能良好,飛濺少,焊縫平整美觀,質(zhì)量穩(wěn)定可靠,滿足用戶要求。
焊接用熱軋盤條的生產(chǎn)實踐熱門文檔
 高碳潔凈鋼熱軋盤條的開發(fā)實踐
高碳潔凈鋼熱軋盤條的開發(fā)實踐 高碳潔凈鋼熱軋盤條的開發(fā)實踐
格式:pdf
大小:641KB
頁數(shù):4P
4.8
高效低成本潔凈鋼生產(chǎn)技術(shù),是國家鋼鐵產(chǎn)業(yè)政策提倡的冶金技術(shù)之一。安陽鋼鐵股份有限公司在高碳潔凈鋼生產(chǎn)中,以轉(zhuǎn)爐高拉碳技術(shù)為基礎(chǔ),降低增碳劑加入量,同時不斷深入研究連鑄、軋鋼等后道工序的工藝控制參數(shù),鋼水純凈度大幅度提高。在沒有鐵水預(yù)處理和鋼水真空脫氣的條件下,以較低的成本,成功開發(fā)出c72da和c82da熱軋盤條。性能完全滿足用戶要求,獲得了市場的良好評價。

節(jié)約型HPB300熱軋盤條光圓鋼筋的生產(chǎn)實踐
格式:pdf
大小:3.3MB
頁數(shù):5P
4.5
節(jié)約型HPB300熱軋盤條光圓鋼筋的生產(chǎn)實踐
 膠管鋼絲用鋼C72DA熱軋盤條生產(chǎn)實踐
膠管鋼絲用鋼C72DA熱軋盤條生產(chǎn)實踐 膠管鋼絲用鋼C72DA熱軋盤條生產(chǎn)實踐
格式:pdf
大小:463KB
頁數(shù):3P
4.7
安鋼第一煉軋廠采用100tld-lf-150方坯連鑄機(6機6流)-無扭控冷軋制工藝路線生產(chǎn)膠管鋼絲用c72da熱軋盤條。其關(guān)鍵工藝控制:轉(zhuǎn)爐冶煉終點碳(c)0.50%~o.60%,精煉爐控制精煉時間大于55min,保證上鋼前弱吹氬8~15min,最大限度去除鋼水中夾雜物;連鑄中間包溫度控制在1490~1502℃之間,拉速2.1m/min,采用結(jié)晶器電磁攪拌,全程保護澆注。試驗結(jié)果表明,盤條實物質(zhì)量和力學(xué)性能完全滿足技術(shù)標(biāo)準(zhǔn)和用戶使用要求。
焊接用熱軋盤條的生產(chǎn)實踐精華文檔
鋼絞線用熱軋盤條的牌號
格式:pdf
大小:51KB
頁數(shù):3P
4.8
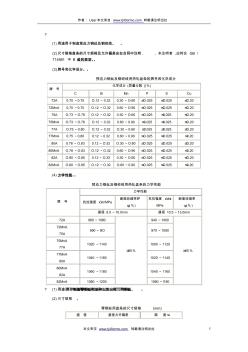
作者:user本文來自www.***.***轉(zhuǎn)載請注明出處 本文來字www.***.***轉(zhuǎn)載請注明出處1 ? (1)用途用于制造預(yù)應(yīng)力鋼絲及鋼絞線。。 (2)尺寸規(guī)格盤條的尺寸規(guī)格及允許偏差應(yīng)在合同中注明,,未注明者,應(yīng)符合gb/ t14981中b級的規(guī)定。。 (3)牌號和化學(xué)成分。。 預(yù)應(yīng)力鋼絲及鋼絞線用熱軋盤條的牌號和化學(xué)成分 化學(xué)成分(質(zhì)量分數(shù))(%) 牌號 csimnpscu 72a0.70~0.75o.12~0.320.30~o.60≤o.025≤o.025≤o.20 72mna0.70~0.75o.12~o.320.60~o.90≤o.025≤o.025≤o.20 75ao.73~o.78o.12~o.320.30~o.60≤o.025≤0.025≤o.20 75mn
 PC鋼棒用30MnSi熱軋光圓盤條生產(chǎn)實踐
PC鋼棒用30MnSi熱軋光圓盤條生產(chǎn)實踐 PC鋼棒用30MnSi熱軋光圓盤條生產(chǎn)實踐
格式:pdf
大小:636KB
頁數(shù):4P
4.4
攀成鋼釩根據(jù)pc鋼棒用30mnsi的特點進行轉(zhuǎn)爐冶煉、lf精煉、連鑄及軋制生產(chǎn)實踐;生產(chǎn)出了純凈度高、夾雜物含量低、表面質(zhì)量好、晶粒細小、力學(xué)性能、通條性能均勻性好等質(zhì)量優(yōu)良的熱軋光圓盤條。
65~#鋼熱軋盤條控制冷卻工藝的研究與應(yīng)用 65~#鋼熱軋盤條控制冷卻工藝的研究與應(yīng)用
格式:pdf
大小:375KB
頁數(shù):3P
4.4
本文論述了65#鋼過冷奧氏體的珠光體轉(zhuǎn)變過程及索氏體轉(zhuǎn)變條件,結(jié)合生產(chǎn)實踐研究制定出了合理的控制冷卻藝
400MPa級熱軋?zhí)妓亟Y(jié)構(gòu)鋼筋盤條的生產(chǎn)實踐 400MPa級熱軋?zhí)妓亟Y(jié)構(gòu)鋼筋盤條的生產(chǎn)實踐
格式:pdf
大小:169KB
頁數(shù):2P
4.4
張鋼采用控軋控冷技術(shù)生產(chǎn)400mpa級熱軋?zhí)妓亟Y(jié)構(gòu)鋼筋盤條,控制軋制采用二階段變形制度;軋制中間階段的控制冷卻采用設(shè)定精軋入口溫度和減定徑入口溫度,軋后一次控制冷卻采用設(shè)定吐絲溫度,二次控制冷卻采用開啟前6臺風(fēng)機,開口度為85%,三次冷卻采用空冷。產(chǎn)品組織為鐵素體+珠光體,晶粒細小均勻,屈服強度448.6mpa,抗拉強度650.8mpa,伸長率29.5%,完全滿足標(biāo)準(zhǔn)要求。
焊接用熱軋盤條的生產(chǎn)實踐最新文檔
邯鋼30MnSi高強度熱軋盤條的開發(fā) 邯鋼30MnSi高強度熱軋盤條的開發(fā)
格式:pdf
大小:419KB
頁數(shù):3P
4.3
30mnsi熱軋盤條經(jīng)拉拔強化和調(diào)質(zhì)熱處理后使用,主要應(yīng)用于制作港口混凝土管樁、高層建筑地基混凝土管樁等。從生產(chǎn)開發(fā)的角度,對預(yù)應(yīng)力鋼棒用熱軋盤條30mnsi的成分設(shè)計,煉鋼和軋鋼重點工藝控制進行了較為詳細的闡述。
唐鋼大盤重碳素焊條鋼熱軋盤條的研制 唐鋼大盤重碳素焊條鋼熱軋盤條的研制
格式:pdf
大小:310KB
頁數(shù):2P
4.7
介紹唐鋼大盤重碳素焊條鋼熱軋盤條的研制及生產(chǎn)情況。針對該鋼種化學(xué)成分及力學(xué)性能進行了統(tǒng)計、回歸分析,并對化學(xué)成分進行優(yōu)化
軌枕鋼絲用鋼45Si2Cr熱軋盤條的研制 軌枕鋼絲用鋼45Si2Cr熱軋盤條的研制
格式:pdf
大小:324KB
頁數(shù):2P
4.5
介紹了邢鋼軌枕鋼絲用鋼45si2cr熱軋盤條的研制情況,其成品的化學(xué)成分、力學(xué)性能、脫碳層深度等技術(shù)指標(biāo)達到了用戶要求。
膠管鋼絲用C72DA熱軋盤條的開發(fā)與應(yīng)用 膠管鋼絲用C72DA熱軋盤條的開發(fā)與應(yīng)用
格式:pdf
大小:704KB
頁數(shù):3P
4.7
介紹了安鋼試制的高壓膠管鋼絲用c72da盤條的成分設(shè)計、工藝控制要點及應(yīng)用情況,分析了試驗鋼的中心偏析、顯微組織和夾雜物,并與同類鋼種的應(yīng)用情況進行了對比。結(jié)果表明,試制盤條的微觀組織、拉拔性能均達到了用戶的使用要求。

高碳鋼熱軋盤條QWG(DX)15-2008
格式:pdf
大小:45KB
頁數(shù):5P
4.7
ics 武漢鋼鐵(集團)公司企業(yè)標(biāo)準(zhǔn) q/wg q/wg(dx)15—2008 高碳鋼熱軋盤條 2008-11-08發(fā)布2009-01-05實施 武漢鋼鐵(集團)公司發(fā)布 q/wg(dx)15—2008 i 前言 本企業(yè)標(biāo)準(zhǔn)是結(jié)合swrh72a高碳鋼熱軋盤條盤條轉(zhuǎn)產(chǎn)前后的生產(chǎn)和使用情況,并參照其它swrh 系列高碳鋼熱軋盤條的生產(chǎn)和使用情況,在新產(chǎn)品試制技術(shù)條件的基礎(chǔ)上,按照gb/t1.1—2000《標(biāo)準(zhǔn) 化工作導(dǎo)則第1部分:標(biāo)準(zhǔn)的結(jié)構(gòu)和編寫規(guī)則》、gb/t1.2—2002《第2部分:標(biāo)準(zhǔn)中規(guī)范性技術(shù)要素 內(nèi)容的確定方法》的要求制訂的,本標(biāo)準(zhǔn)有如下特點: ——本標(biāo)準(zhǔn)采用了jis標(biāo)準(zhǔn)的牌號; ——本標(biāo)準(zhǔn)的盤條外形公差比jisg3506嚴格; ——本標(biāo)準(zhǔn)的盤條內(nèi)在質(zhì)量比jisg3506嚴格。
焊接用熱軋盤條ER50-6生產(chǎn)實踐 焊接用熱軋盤條ER50-6生產(chǎn)實踐
格式:pdf
大小:128KB
頁數(shù):3P
4.5
主要介紹了長鋼焊接用鋼盤條er50-6的生產(chǎn)工藝,設(shè)計了產(chǎn)品化學(xué)成分控制范圍,確定了冶煉、精煉和連鑄澆注等關(guān)鍵參數(shù),優(yōu)化了軋制溫度和冷卻工藝控制。通過產(chǎn)品質(zhì)量分析及應(yīng)用實踐證明,長鋼er50-6盤條的拉拔性能良好,所制焊絲焊接性能可滿足用戶使用要求。
鋼棉纖維用熱軋盤條的開發(fā)生產(chǎn)實踐 鋼棉纖維用熱軋盤條的開發(fā)生產(chǎn)實踐
格式:pdf
大小:178KB
頁數(shù):未知
4.5
通過優(yōu)化設(shè)計鋼棉鋼的化學(xué)成分,合理制定冶煉、連鑄、控軋控冷工藝中各項關(guān)鍵控制參數(shù),成功開發(fā)了鋼纖維用鋼。產(chǎn)品實物質(zhì)量檢驗表明,鋼材鐵素體組織含量平均達到91%;晶粒細小,晶粒度8。9級;成分控制較好、組織均勻、力學(xué)性能穩(wěn)定,抗拉強度值390~420mpa,斷面收縮率達到74.5%以上,滿足了鋼棉纖維用鋼標(biāo)準(zhǔn)及客戶使用要求。
ML35冷鐓鋼熱軋盤條的開發(fā)與實踐 ML35冷鐓鋼熱軋盤條的開發(fā)與實踐
格式:pdf
大小:127KB
頁數(shù):未知
4.4
主要介紹冷鐓鋼系列中的代表鋼種ml35冷鐓鋼熱軋盤條的開發(fā)和生產(chǎn)過程。通過分析研究主要化學(xué)元素對鋼的作用,在國標(biāo)的基礎(chǔ)上確定ml35冷鐓鋼熱軋盤條化學(xué)成分,并根據(jù)冷鐓鋼產(chǎn)品的技術(shù)特點,制定合適的軋制工藝,采用加熱段≤1050℃,均熱段(980±20)℃,開軋溫度(920±30)℃,吐絲溫度860~880℃,延遲冷卻方式,最終在龍鋼公司成功開發(fā)出符合標(biāo)準(zhǔn)要求的ml35冷鐓鋼熱軋盤條產(chǎn)品。
65^#鋼熱軋盤條控制冷卻工藝的研究與應(yīng)用 65^#鋼熱軋盤條控制冷卻工藝的研究與應(yīng)用
格式:pdf
大小:166KB
頁數(shù):3P
4.5
本文論述了65#鋼過冷奧氏體的珠光體轉(zhuǎn)變過程及索氏體轉(zhuǎn)變條件,結(jié)合生產(chǎn)實踐研究制定出了合理的控制冷卻藝.
首鋼長鋼公司ER50-6焊絲用熱軋盤條生產(chǎn)實踐 首鋼長鋼公司ER50-6焊絲用熱軋盤條生產(chǎn)實踐
格式:pdf
大小:443KB
頁數(shù):未知
4.6
簡要介紹長鋼軋鋼廠er50-6熱軋盤條的試生產(chǎn)情況。通過采取控制化學(xué)成分、開軋溫度、吐絲溫度及風(fēng)冷相變等措施,不斷完善生產(chǎn)工藝,使盤條的各項性能達到了標(biāo)準(zhǔn)要求,從而滿足了用戶要求。
焊接用熱軋盤條的生產(chǎn)實踐相關(guān)
文輯推薦
知識推薦
百科推薦


職位:環(huán)保銷售工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


