

TIP TIG焊接工藝在LNG儲罐9%鎳鋼焊接中的應用
格式:pdf
大小:1.6MB
頁數:1P
人氣 :67
 4.4
4.4
本文重點就TT焊接工藝在大型LNG低溫儲罐中9%鎳鋼的應用及其相對于傳統焊接工藝的優勢進行論述。



 LNG儲罐國產06Ni9低溫鋼的焊接工藝評定
LNG儲罐國產06Ni9低溫鋼的焊接工藝評定 LNG儲罐國產06Ni9低溫鋼的焊接工藝評定
格式:pdf
大小:690KB
頁數:5P
06ni9鋼是太鋼自主研發的用于lng低溫儲罐的低碳中合金馬氏體型低溫鋼。通過分析06ni9鋼的焊接性特點,制定了合理的焊接工藝,對06ni9鋼的焊接接頭力學性能、低溫(-196℃)沖擊韌度進行了測試,并對焊接接頭進行了宏觀金相檢驗。評定結果表明:采用合理的焊接工藝,國產06ni9鋼的綜合性能可以滿足lng工程的要求。
編輯推薦下載
大型LNG儲罐中9%Ni鋼的焊接施工 大型LNG儲罐中9%Ni鋼的焊接施工
格式:pdf
大小:121KB
頁數:3P
4.6
大型lng儲罐的內罐采用9%ni鋼焊接而成,9%ni鋼的焊接是安裝技術領域的難題。文章介紹了9%ni鋼的化學成分、機械和工藝性能,分析論述了9%ni鋼的焊接工藝和內罐的焊接安裝方法,總結了廣東lng儲罐和福建lng儲罐的焊接施工經驗。
LNG儲罐中9Ni低溫鋼焊接 LNG儲罐中9Ni低溫鋼焊接
格式:pdf
大小:470KB
頁數:3P
4.7
針對lng低溫儲罐9ni低溫鋼材料的特點以及其在焊接過程中容易出現的冷裂紋、熱裂紋、低溫韌性降低、電弧磁偏吹等問題進行了歸納總結,提出了9ni低溫鋼材料焊接的控制要點,并進行了詳細分析。尤其對9ni鋼在焊接施工過程中存在的主要問題進行了梳理并制定了控制措施。通過現場實踐可知,按照改進的施工方法能夠有效避免9ni鋼焊接過程中易產生的問題,達到理想的施工效果。
焊接工藝在LNG儲罐9%鎳鋼焊接中的應用熱門文檔

銅鎳管焊接工藝規范
格式:pdf
大小:70KB
頁數:5P
4.6
q/sws41-006-2006 1 銅鎳管焊接工藝規范 1范圍 本規范規定了銅鎳管焊接的焊接前準備、人員、工藝要求、工藝過程和檢驗。 本規范適用于各類船舶銅鎳管的焊接。 2規范性引用文件 q/sws60-001.2-2003船舶建造質量標準建造精度 3焊接前準備 3.1焊接方法 銅鎳合金管材采用鎢極氬弧焊焊接。 3.2材料 3.2.1銅鎳合金管材:cuni10fe1mncuni30mn1fe等。 3.2.2焊接材料:氬弧焊焊絲:銅鎳管焊接用hscuni(φ2.5mm)和kw-tcuni(φ2.4mm)。 氣體:氬氣ar純度≥99.99% 鎢棒:φ1.6mm~φ3.2mm。 3.3焊接設備 使用的焊機應嚴格進行定期檢測維修,確保良好的操作性能。 3.4坡口型式 3.4.1當
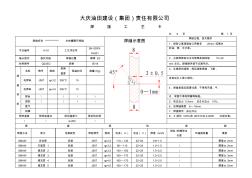
儲罐焊接工藝卡
格式:pdf
大小:332KB
頁數:9P
4.3
大慶油田建設(集團)責任有限公司 焊接工藝卡 共9頁第1頁 焊縫名稱:*************主體罐壁環焊縫焊縫示意圖 焊接過程、技術要求 1、焊前認真清理坡口兩側各20mm范圍內 節點編號h-01工藝評定號 sk-xdpx m-001 的油、銹、水分等。 接頭型式板狀對接焊接位置橫焊2g2、點固焊焊條與正式焊焊條相同每15~20 材料牌號q235c/規格δ=8mm左右。焊接順序按節點圖所示。 焊 接 材 料 名稱牌號規格 烘烤 溫度 保溫時間數量(kg) 3、注意層間清理,焊后清除焊渣,飛濺, 電焊條j507φ3.2350℃1h 自檢后打上焊工鋼印。 電焊條j507φ4.0350℃1h4、焊縫表面應園滑過渡,不得有夾渣,氣 焊絲\\\\孔,背面不得有焊瘤等缺陷。 焊劑\\\\5

常見的焊接工藝及鋼結構焊接工藝
格式:pdf
大小:37KB
頁數:14P
4.5
目前常用的焊接工藝有: →電弧焊(氬弧焊、手弧焊、埋弧焊、鎢極氣體保護電弧焊、等離子弧焊、氣體 保護焊) →電阻焊 →高能束焊(電子束焊、激光焊) →釬焊 →以電阻熱為能源:電渣焊、高頻焊; →以化學能為焊接能源:氣焊、氣壓焊、爆炸焊; →以機械能為焊接能源:摩擦焊、冷壓焊、超聲波焊、擴散焊 焊接工藝精度變形熱影響焊縫質量焊料使用條件 激光焊精密小很小好無 釬焊精糙一般一般一般需要整體加熱 電阻焊精糙大大一般無需要電極 氬弧焊一般大大一般需要需要電極 等離子焊較好一般一般一般需要需要電極 電子束焊精密小小好無需要真空 1.電弧焊 電弧焊是目前應用最廣泛的焊接方法。它包括有:手弧焊、埋弧焊、鎢極氣體保 護電弧焊、等離子弧焊、熔化極氣體保護焊等。絕大部分電弧焊是以電極與工 件之間燃燒的電弧作熱源。在形成接頭時,可以采用

鍍鋅鋼管的焊接特點及焊接工藝-焊接工藝的特點
格式:pdf
大小:8KB
頁數:4P
4.7
鍍鋅鋼管的焊接特點及焊接工藝 鍍鋅鋼廣泛運用于各行各業,采用鍍鋅鋼的好處是利用在空氣中能夠形成致密氧 化物保護層的金屬鋅來保護內部的鋼結構。在被焊接、劃傷的情況下,由于zn-fe 原電池的存在,相對活潑的鍍鋅部分可以作為犧牲陽極,延緩鋼鐵的銹蝕,耐腐 蝕性良好。然而由于鍍鋅層的存在,在焊接中容易產生裂紋、氣孔、夾渣,較難 得到良好的焊接質量。 鍍鋅鋼一般是在低碳鋼外鍍一層鋅,鍍鋅層一般在20um厚。鋅的熔點在419°c, 沸點908°c左右。在焊接中,鋅熔化成液體浮在熔池表面或在焊縫根部位臵。 鋅在鐵中具有較大固溶度,鋅液體會沿晶界深入浸蝕焊縫金屬,低熔點鋅形成 “液體金屬脆化”。同時,鋅與鐵可形成金屬間脆性化合物,如fe3zn10、fezn10 等。這些脆性相使焊縫金屬塑性降低,在拉應力作用下而產生裂紋。如果焊接角 焊縫,尤其是t形接頭的角焊縫最容易產生
焊接工藝在鋼結構中的應用 焊接工藝在鋼結構中的應用
格式:pdf
大小:405KB
頁數:3P
4.3
焊接是鋼結構的主要連接方法,從焊接工藝性試驗,焊接順序,焊接準備,氣象條件檢測,墊板和引弧板,焊接裝配定位焊,焊接質量檢查,焊接缺陷及消除方法,焊接質量要求,焊縫返修工藝規程,焊接環境等方面對焊接工藝在鋼結構中的應用進行了論述。
焊接工藝在LNG儲罐9%鎳鋼焊接中的應用精華文檔
P92鋼焊接工藝在工程中的應用 P92鋼焊接工藝在工程中的應用
格式:pdf
大小:399KB
頁數:2P
4.4
前言隨著經濟的發展和人民對環保的要求,新建設的燃煤發電廠越來越傾向于運行效率高、成本低的大容量、超臨界和超超臨界高參數機組,而同時,適應高參數設備運行的鋼材應具有良好的綜合性能和更高的蠕變斷裂強度。本文以鄒縣電廠4×1000mw機組為依托,對超超臨界鍋爐用p92鋼的焊接及檢測施工的經驗及做法進行了研究。
淺談LNG儲罐中9Ni低溫鋼焊接 淺談LNG儲罐中9Ni低溫鋼焊接
格式:pdf
大小:115KB
頁數:1P
4.3
9ni低溫鋼在實施焊接過程中易出現諸多問題,如冷熱裂紋、低溫韌性降低、電弧磁偏吹等,這是由于lng低溫儲罐9ni低溫鋼材料本身的特點造成的。文章對其進行了歸納總結和詳細分析,梳理并制定了對9ni鋼在焊接施工過程中的問題的控制措施,并提出了9ni低溫鋼材料焊接的控制要點。要有效避免9ni低溫鋼焊接過程中易出現的問題,達到預期的施工效果,通過現場實踐可知,按照改進的施工方法能夠達到目標。

焊接工藝和焊接工藝評定的對話
格式:pdf
大小:29KB
頁數:5P
4.4
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte

焊接工藝規范
格式:pdf
大小:79KB
頁數:7P
4.5
編號: 焊接工藝規范 編制: 校對: 審核: 批準: 目錄 1.目的................................................1 2.適用范圍............................................1 3.引用標準............................................1 4.工藝要求............................................1 4.1焊接方法選用原則...................................1 4.2焊接用輔料援用原則................................1 4.3點焊接頭的最小搭邊寬度和焊點的最小點距.......
焊接工藝措施
格式:pdf
大小:9KB
頁數:6P
4.6
焊接工藝措施 焊接工藝措施: 1)對工程中使用較多的或有代表性的接頭形式進行焊接工藝性試驗, 以確定最佳的操作方法和焊接規范,焊接工藝性試驗由焊接試驗室全 權負責。 2)結構裝配定位焊 a.裝配定位焊前,焊接坡口及其內外兩側各20mm范圍內的油污必 須用溶劑揩抹干凈,并用手提砂輪機打磨去除鐵銹、氧化皮等雜質, 使焊件母材表面露出金屬光澤。 b.擔任定位焊施焊工作的焊工必須是持有合格證的焊工。 c.裝配質量達到圖樣技術要求后方可進行定位焊(如該焊縫焊前需 要預熱,則必須預熱至所要求的溫度后才可進行定位焊。),定位焊所 用焊條(須經烘干處理)、焊絲必須與該焊縫正式焊接時所用焊材相 一致,定位焊縫應填滿弧坑。 d.定位焊縫長度一般為20—50mm,間距長為400—600mm,焊腳尺 寸不得大于設計焊腳尺寸的一半,且不應大于8mm,定位焊應距設 計焊縫端部30mm以上。(
焊接工藝在LNG儲罐9%鎳鋼焊接中的應用最新文檔
焊接工藝規范
格式:pdf
大小:134KB
頁數:14P
4.4
e起弧時要特別防止未焊合及燒穿; f收弧時要填滿弧坑,不要立即移走焊槍; 焊工操作前需根據以上規范確定焊接電流,電弧電壓,氣體流量等參數,工作中需經常 檢查,每兩小時檢查一次,并作好記錄,對板厚大于8mm的對接焊縫,需采用開坡口焊接。 3操作技術 a焊機接成反極性,即工件接負極,焊機接正極; b二氧化碳保護焊可以進行全位置焊接(平焊、立焊、橫焊、仰焊); c焊絲伸出長度:直徑為1.2mm以下的細焊絲伸出長度為10mm; d焊接厚度為2mm以下的工件時,焊槍不作擺動; 8.0~16.0≤0.50.8~1.226~29190~22020~24 6.0~12.
國外焊接工藝
格式:pdf
大小:3.7MB
頁數:33P
4.5
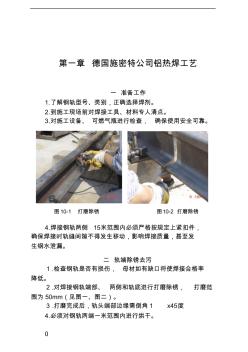
0 第一章德國施密特公司鋁熱焊工藝 一準備工作 1.了解鋼軌型號、類別,正確選擇焊劑。 2.到施工現場前對焊接工具、材料專人清點。 3.對施工設備、可燃氣瓶進行檢查,確保使用安全可靠。 4.焊接鋼軌兩側15米范圍內必須嚴格按規定上緊扣件, 確保焊接時軌縫間隙不得發生移動,影響焊接質量,甚至發 生鋼水泄漏。 二軌端除銹去污 1.檢查鋼軌是否有損傷,母材如有缺口將使焊接合格率 降低。 2.對焊接鋼軌端部、兩側和軌底進行打磨除銹,打磨范 圍為50mm(見圖一、圖二)。 3.打磨完成后,軌頭端部邊緣需倒角1x45度 4.必須對鋼軌兩端一米范圍內進行烘干。 圖10-1打磨除銹圖10-2打磨除銹 1 圖10-4 預熱槍支座 注意:特別要重視軌底的清潔和干燥。 三對軌 1.軌縫調整: 以軌腳邊為基準,控制軌縫寬 度為28±1mm。 2.尖點調整(見圖
焊接工藝 (2)
格式:pdf
大小:737KB
頁數:18P
4.6
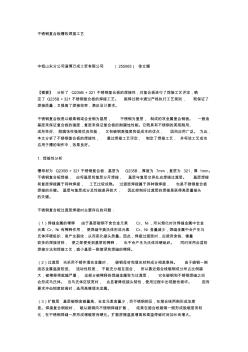
不銹鋼復合板槽的焊接工藝 中鋁山東分公司淄博萬成工貿有限公司(255065)徐立媚 【摘要】分析了q235b+321不銹鋼復合板的焊接性,對復合板進行了焊接工藝評定,確 定了q235b+321不銹鋼復合板的焊接工藝。施焊過程中通過嚴格執行工藝規則,既保證了 焊接質量,又提高了焊接效率,滿足設計要求。 不銹鋼復合板是以碳素鋼或合金鋼為基層,不銹鋼為復層,制成的雙金屬復合鋼板。一般由 基層來保證復合板的強度,復層來保證復合板的耐腐蝕性能。它既具有不銹鋼的美觀耐用、 成形性好、耐腐蝕性強等優良性能,又有碳鋼高強度和低成本的優點,因而應用廣泛。為此, 本文分析了不銹鋼復合板的焊接性,通過焊接工藝評定,制定了焊接工藝,并將該工藝成功 應用于槽的制作中,效果良好。 1.焊接性分析 槽母材為q235b+321不銹鋼復合板,基層為q235b,厚度為7mm,

焊接工藝
格式:pdf
大小:377KB
頁數:13P
4.7
鋼筋焊接施工方案 一、編制依據 1、合同文件; 2、鋼筋焊接及驗收規程(jgj18-2003); 3、鋼筋焊接接頭試驗方法標準(jgjt27-2001) 4、業主及監理要求; 二、鋼筋閃光焊 (一)施工準備 1、機械設備 un1-150閃光對焊機。 2、材料 各種規格鋼筋級別必須有出廠合格證,進場后經物理性能檢驗,符合要求后方能使用。 3、作業條件 (1)設備在操作前檢修完好,保證正常運轉,并符合安全規定,操作人員必須要持證上崗。 (2)鋼筋焊口要平口、清潔、無油污雜質等。 (3)對焊機容量、電壓要符合要求。 (二)操作工藝 1、對焊工藝 根據鋼筋品種、直徑和所用焊機功率大小選用連續閃光焊、預熱閃光焊、閃光—預熱— 閃光焊。對于可焊性差的鋼筋,對焊后宜采用通電熱處理措施,以改善接頭塑性。 鋼筋焊接工藝選用見表1。 鋼筋級別直徑(mm) 閃光留量 (mm) 頂鍛留量
焊接工藝類
格式:pdf
大小:82KB
頁數:2P
4.4
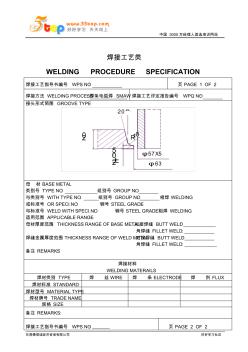
中國3000萬經理人首選培訓網站 東莞德信誠經濟咨詢有限公司好好學習社區 焊接工藝類 weldingprocedurespecification 焊接工藝指導書編號wpsno:頁page1of2 焊接方法weldingprocess:焊條電弧焊smaw焊接工藝評定報告編號wpqno: 接頭形式簡圖groovetype 20° 2± 0. 5 20r10 φ57x5 φ63 母材basemetal: 類別號typeno:組別號groupno: 與類別號withtypeno:組別號groupno:相焊welding 或標準號orspeci.no:鋼號steelgrade: 與標準號weldwithspeci.no:鋼號steelgrade:相焊welding 適用范圍app

焊接工藝報告
格式:pdf
大小:60KB
頁數:6P
4.4
12東南-pd-2005-949 序號報告名稱報告編號頁數 1 建筑鋼結構焊接工藝評定報告 (鋼板橫對接/氣保焊 q235bδ=20mm) 東南-pd-2009-3710 2建筑鋼結構焊接工藝評定報告 (角接接頭對接/q235bδ=20mm) 東南-pd-2009-389 3建筑鋼結構焊接工藝評定報告 (鋼板對接/氣保焊q235bδ=20mm) 東南-pd-2009-3910 4 建筑鋼結構焊接工藝評定報告 (鋼板對接/氣保焊q235b+q345b δ=25mm) 東南-pd-2009-4010 5 建筑鋼結構焊接工藝評定報告 (t形對接與角接組合焊q235b δ=20mm) 東南-pd-2009-4110 6 建筑鋼結構焊接工藝評定報告 (t形對接與角接組合焊/氣保焊 q235b δ=20mm+q345bδ=50mm) 東南-pd-
大型儲罐倒裝自動焊焊接工藝 大型儲罐倒裝自動焊焊接工藝
格式:pdf
大小:61KB
頁數:2P
4.5
在現代石油化工建設中,大型立式鋼制儲罐是石油化工行業非常重要的儲運設備,在蘭州—鄭州—長沙成品油管道工程(鄭州分輸泵站)建設中,采用了大型儲罐倒裝自動焊施工工藝,該新工藝施工工期短、輔助用料少、安裝質量好,并保證安全。

低溫儲罐用鋼焊接工藝研究
格式:pdf
大小:1.9MB
頁數:43P
4.4
東北石油大學本科生畢業設計(論文) 摘要 液化石油氣(lpg)具有燃燒值高,對大氣無污染等特點,被譽為潔凈的綠色 能源,它還是優質的化工原料,因此,lpg越來越得到廣泛地應用。但是lpg的缺 點是易燃、易爆、相態易變等,一般采用低溫液化儲存。隨著液化石油氣行業的 發展,lpg低溫儲罐的建設,逐漸引起人們的廣泛關注。本文主要研究了低溫儲 罐用鋼的焊接性能,分析了低溫儲罐用鋼的服役環境。通過多方比較,選擇 09mnnidr鋼作為低溫儲罐用鋼的焊接材料。通過對焊接接頭的組織和性能進行 實驗研究,確定焊接工藝要點,包括選擇焊接方法,選擇焊接材料,進行焊接工 藝評定分析,對低溫用鋼焊接接頭進行試驗,對其金相組織進行分析,對其硬度 進行測定,研究低溫用鋼的金屬焊接性,正確選擇預熱溫度和焊后熱處理等,制 定出合理的09mnnidr鋼的焊接工藝。 關鍵詞:低溫儲罐;09mnnidr;
耐候鋼焊接工藝
格式:pdf
大小:686KB
頁數:5P
4.8
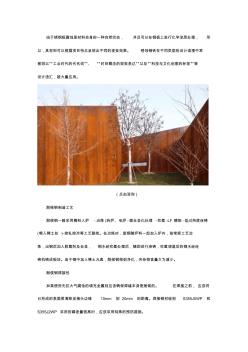
由于銹鋼板腐蝕是材料自身的一種自然狀態,并且可以在鋼板上進行化學涂層處理,所 以,其材料可以根據項目特點呈現出不同的視覺效果。銹蝕鋼鐵在不同類型的設計語境中常 被冠以“工業時代的代名詞”、“時間概念的視覺表達”以及“科技與文化創意的標簽”等 設計語匯,被大量應用。 (點擊咨詢) 耐候鋼制造工藝 耐候鋼一般采用精料入爐-冶煉(轉爐、電爐-微合金化處理-吹氬-lf精煉-低過熱度連鑄 (喂入稀土絲)-控軋控冷等工藝路線。在冶煉時,廢鋼隨爐料一起加入爐內,按常規工藝冶 煉,出鋼后加入脫氧劑及合金,鋼水經吹氬處理后,隨即進行澆鑄,吹氬調溫后的鋼水經連 鑄機鑄成板坯。由于鋼中加入稀土元素,耐候鋼得到凈化,夾雜物含量大為減少。 耐侯鋼焊接性 如果使用無抗大氣腐蝕的填充金屬則應該確保焊縫本身是耐候的。在焊接之前,應該將 已形成的表面層清除至接頭邊緣10mm到20mm的
銅包鋼焊接工藝
格式:pdf
大小:1.4MB
頁數:6P
4.7
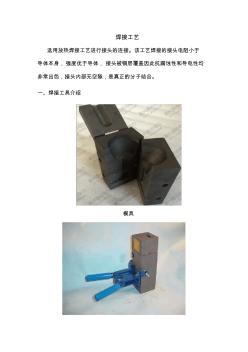
焊接工藝 選用放熱焊接工藝進行接頭的連接。該工藝焊接的接頭電阻小于 導體本身,強度優于導體,接頭被銅層覆蓋因此抗腐蝕性和導電性均 非常出色,接頭內部無空隙,是真正的分子結合。 一、焊接工具介紹 模具 模具和模具夾 焊藥、引火藥及合金托片 引火槍 二、模具與模夾的選用及焊接前準備工作 1、調節方法如下: (ⅰ)使模夾置于打開狀態 (ⅱ)松開模夾固定栓鎖扣 (ⅲ)取出固定栓 (ⅳ)調整調節螺絲,逆時針旋轉(松),反之則緊 (ⅴ)插入固定栓與鎖扣 (ⅵ)開合模夾,觀察模具閉合效果 2、首先,對模具進行烘干和除濕處理,用加熱工具(點火氣槍等), 驅除水氣。久未使用的模具內含有水分,尤其是前次使用完后沒有清 理干凈的模具,含有水分更多。 3、再對模具進行除濕的同時,對即將焊接的材料也要進行加熱,使 用軟毛刷清除模具鍋腔內和材料接頭的表面雜物。 4、模夾是用于開合模具的,模夾的緊密度對熔接的效
焊接工藝在LNG儲罐9%鎳鋼焊接中的應用相關
文輯推薦
知識推薦
百科推薦


職位:普通監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


