

2008年系列征文活動之一——焊接工程應用軟件
格式:pdf
大小:367KB
頁數:1P
人氣 :63
 4.4
4.4
智能控制工程是隨著工業自動化的發展而提出的,工業發展的過程經歷了勞動密集型、設備密集型、信息密集型和知識密集型等幾個階段。工業自動化始終貫穿其中,自動控制理論已從以傳函、頻



 焊接工程管理軟件的開發與應用
焊接工程管理軟件的開發與應用 焊接工程管理軟件的開發與應用
格式:pdf
大小:115KB
頁數:3P
介紹大型火電機組施工中焊接工藝的計算機管理軟件,焊接工藝報告管理軟件hb和焊工焊接質量管理軟件hg的功能模塊和功能結構。對應用情況及效果進行了敘述。
焊接工程學焊接方法篇
格式:pdf
大小:8KB
頁數:2P
1 《焊接工程學》課程教學大綱 第一篇焊接方法 第三章熔化極電弧焊方法 第一節mig和mag 原理:熔化極氣體保護焊屬于用電弧作為熱源的熔化焊方法,其電弧建立在連續送進的 焊絲與熔池之間。熔化的焊絲金屬與母材金屬混合而成的熔池在電弧熱源移走后結晶而形成 焊縫,并把分離的母材通過冶金方式連接起來。 熔滴過渡的方式:短路過渡(小電流,短弧),滴狀過渡(小電流,長弧),射滴過渡(mig, 鋁),射流過渡(mig,鋼焊絲,直流反接,長弧),亞射流過渡(焊縫起皺現象,鋁合金, 短弧,直流反極性接法),旋轉射流過渡(鋼焊mig焊,伸出長度長,或電流遠大于射流 臨界電流)。 噴射臨界電流:不同焊接材料不同保護氣氛等工藝參數的影響。 電流極性:直流正接和直流反接。 氣體保護方式:mig以ar或he為主,mag在ar或he中加入o2(一般小于5%)和
編輯推薦下載
焊接工程學
格式:pdf
大小:755KB
頁數:7P
4.4
1、各種焊接方法各有哪些特點? ①氣焊特點:優點:a、設備簡單,移動方便,無電力供應地區亦可進行焊接;b、可以 焊接很薄的工件;c、焊接鑄鐵和部分有色金屬時焊縫質量好。 缺點:a、熱量較分散,熱影響區及變形大;b、生產率較低,不易焊較厚金屬;c、 氣焊火焰中氧、氫易與熔化金屬發生作用,使某些金屬焊縫性能降低;d、難以實現自動化。 ②焊條電弧焊特點:a、設備簡單,其操作靈活、方便,適應性強,不受場地和焊接位置的 限制,在焊條能達到就能施焊。b、應用范圍廣,除難熔或極易氧化的金屬外,大部分工業用 金屬均能采用焊條電弧焊進行焊接。c、操作技術要求高,焊接質量在一定程度上取決于焊工 的操作水平。d、生產率較低,需要更換焊條,焊條不能充分利用。 ③埋弧焊特點:埋弧焊的主要優點: 1、焊縫質量高:熔渣膜隔絕空氣,保護效果好;2、操作條件好:熔渣隔離弧
焊接工程監理檢查提綱
格式:pdf
大小:905KB
頁數:48P
4.8
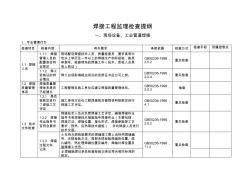
焊接工程監理檢查提綱 一、現場設備、工業管道焊接 1、專業管理行為 檢查項目檢查內容有關要求條款依據檢查方式檢查手段所屬控制點 1.1焊接 人員 1.1.1焊接 管理人員的 配置是否符 合規定 現場配設焊接技術人員、質量檢查員,要求具有中 墳以上學歷及一年以上的焊接生產實際經驗,能具 體指導、檢查現場的焊接工作(技術、質檢人員具 有上崗證) gb50236-1998, 2.0.2重點檢查 1.1.2焊工 資格證的符 合情況 焊工必須取得相應項目的資質證書后方可上崗。 gb50236-1998, 2.0.4重點檢查 1.2焊接 質量管理 體系 焊接質量管 理體系是否 已經建立 工程管理及施工單位應建立焊接質量管理體系。gb50236-1998,2.0.3抽查 1.3技術 文件檢查 1.3.1是否 按規定進行 了焊接工藝 評定 施工承包方應在工程焊接前對被焊材料
焊接工程應用軟件熱門文檔

焊接工程管理軟件(電力建設)介紹
格式:pdf
大小:1.2MB
頁數:8P
4.5
焊接管理軟件(電力建設版)介紹 編號:nd-1509-02 1、系統簡介.............................................................................................................................1 2、功能介紹.............................................................................................................................1 2.1焊接技術..........................................................................................
焊釘焊接工程檢驗批
格式:pdf
大小:26KB
頁數:1P
4.6
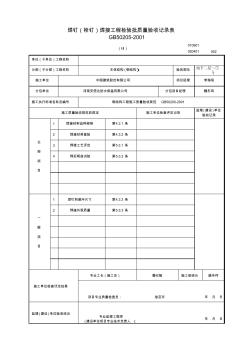
002 1 2 3 4 1 2 盛華偉 監理(建設)單位驗收結論 專業監理工程師 (建設單位項目專業技術負責人): 年月日 施工單位檢查評定結果 專業工長(施工員)潘紀強施工班組長 項目專業質量檢查員:徐亞東年月日 焊縫外觀質量第5.3.3條 一 般 項 目 焊釘和瓷環尺寸第4.3.3條 焊接工藝評定第5.3.1條 焊后彎曲試驗第5.3.2條 施工質量驗收規范的規定施工單位檢查評定記錄 監理(建設)單位 驗收記錄 主 控 項 目 焊接材料品種規格第4.3.1條 焊接材料復驗第4.3.2條 分包單位河南安信達防水保溫有限公司分包項目經理魏東鴻 施工執行標準名稱及編號鋼結構工程施工質量驗收規范gb50205-2001 分部(子分部)工程名稱主體結構(鋼結構)驗收部位 施工單位中國建筑股份有限公司項目經理李海垣
 焊接工程概論--其他焊接與切割方法
焊接工程概論--其他焊接與切割方法 
壓力容器焊接工程規范(ASME)
格式:pdf
大小:80KB
頁數:8P
4.6
鍋爐安裝訓練教材2-1 第二章焊接工程 壹、前言: 鍋爐建造中焊接工作量與起重、冷作組立並列為三大主要工作項目之 ㄧ。本處現場監工對於焊接工作可能無法像現場施作的焊工一般具備相當之 焊接技術能,但只要熟悉與焊接有關的知識,諸如材料規格、焊材特性、焊 材保存規範、焊口設計、預熱熱處理方式,焊工評核管理與焊口現場施工管 制等,則對於焊接工作整體進度的推展及品質異常發生的抑止有極大的幫 助。 本文有關焊接工作僅就鍋爐建造時與焊接有關工作之基本概念做原則 性的論述,至於實際有關焊接之材料請購、設計、施工、檢驗等規範應依本 企業之『配管工程規範』施作。 貳、材料 1.材料規範 (1)本企業採用之主要材料規範一般有atsm美國材料試驗協會jis日 本國家標準din德國國家標準等 (2)工程人員可由上述規範裡獲得材料相關之物理、化學性質資訊藉以 判別選用之材料是否合格,並提供材
焊接工程應用軟件精華文檔

壓力管道焊接工程培訓
格式:pdf
大小:3.2MB
頁數:6P
4.3
焊接工程培訓資料 一、持證上崗 承擔壓力管道焊接的人員,必須具有特種設備操作人員資格證(焊接)和特 種設備作業人員證,且在證書的有效期及合格范圍內從事焊接工作。 焊工應持有符合規定的相應項目焊接技能評定合格證(經考試合格),且具備 相應的能力。 二、焊接準備工作 1、材料方面 焊接工程所采用的母材、焊接材料,應具有制造廠的質量證明文件(須有) 和包裝標記,并應符合國家現行標準和設計文件的規定。母材、焊接材料、焊接 用氣體需要檢查和驗收。 施工現場應建立焊接材料的保管、烘干、清洗、發放、使用和回收制度。 焊接材料的儲存應保持適當的溫度和濕度,室內應保持干燥、清潔,相對濕度應 不超過60%。焊條使用前按焊接材料說明書的要求進行烘干,并在使用過程中保 持干燥。焊絲使用前應按規定進行除油、除銹及清洗處理。 2、設備和環境方面 1)焊接前應對設備(焊接、熱處理、工裝)、工藝文件、焊工資格

焊接工程一覽表
格式:pdf
大小:254KB
頁數:10P
4.5
焊接工程一覽表 序 號 部件名稱 工作參數 規格材質 焊口數 焊接 方法 焊接材料 預熱 溫度 (℃) 熱處理工藝無損探傷 光譜 (%) 硬度 (%)壓力 (mpa) 溫度 (℃) 設計 組 合 安 裝 加 口 總數 焊絲 牌號 焊條牌 號 升降 溫 速度 恒溫溫 度(℃) 恒溫 時間 (h) 射 線 (%) 超 聲 (%)≤℃ /h 1 包 墻 過 熱 器 管 排 水平煙道側包墻 28.5 φ31.8×915crmog172 2805 wstig-r30/////100 — — 10—— 后豎井側包墻φ34×815crmog888wstig-r30/////100 — — 10—— 后豎井前包墻φ38.1×915crmog579wstig-r30/////100 — — 10—

焊接工程作業指導書
格式:pdf
大小:51KB
頁數:6P
4.7
----------------------------精品word文檔值得下載值得擁有---------------------------------------------- ------------------------------------------------------------------------------------------------------------------------------------------ ---- 1 焊接作業指導書 編制: 審批: 陜西電通裝飾工程有限公司 ----------------------------精品word文檔值得下載值得擁有---------------------------------------------- ---------------------------
焊接工程監理研究細則
格式:pdf
大小:90KB
頁數:12P
4.6
實用文檔 文案大全 北京市生活垃圾綜合處理廠 焊接監理細則 編制單位:北京建設監理有限公司 編制: 審批: 編制日期:2015年7月10日 實用文檔 文案大全 目錄 1、工程概況·····················································01 2、編寫依據·····················································01 3、監理范圍及內容···············································01 4、監理目標·····················································02 5、監理流程················································

焊接工程監理細則
格式:pdf
大小:103KB
頁數:15P
4.6
2 受控狀態: 分發號: 版本:a 修改碼:0 總頁數: 上都發電廠2×600mw機組工程(a標)編碼:c/gl/f。03-01-2003 焊接工程監理細則 編制人:年月日 審核人:年月日 批準人:年月日 2004-9-10發布2004-9-11實施 天津電力工程建設監理公司發布 1.文件名稱:上都發電有限責任公司一期2×600mw機組工程焊接監理細則 2.概述 內蒙古上都發電有限責任公司一期工程新建2×600mw國產亞臨界直接空 冷燃煤機組,規劃容量4×600mw,并預留二期擴建場地。 本期工程主要設備簡況: (1)鍋爐:為哈爾濱鍋爐廠有限責任公司制造,為亞監界控制循環汽包鍋爐。 單爐膛∏型布置,一次中間再熱,平衡通風,全鋼楊架懸吊,緊身 封閉
焊接工程應用軟件最新文檔
焊接工程技術交底
格式:pdf
大小:60KB
頁數:5P
4.8
中建四局貴州分局 焊接工程技術交底 施工單位:中建四局貴州分局工程名稱:貴州新世紀廣場c棟 分部分項工程d棟鋼筋焊接工程日期2008年4月1日第1頁共4頁 交底人職務班組班組長 交底內容:鋼筋氣壓焊 一、材料設備要求 (1)鋼筋:須有出廠證明書和鋼筋復試證明書,性能指標符合gb1499-91《鋼筋混凝土用 熱軋帶肋鋼筋》的規定。當兩鋼筋直徑不相同時,其兩直徑之差不得大于5mm。鋼筋進行氣 壓焊時,應進行鋼筋焊接性能試驗,合格后方可采用。 (2)所用的氣態氧(o2)的質量應符合gb3863中規定的i類或ⅱ類一級的技術要求。 (3)乙炔氣:宜用瓶裝熔解乙炔,其純度必須在98%(體積比)以上,磷化氫含量不得大 于0.06%,硫化氫含量不得大于0.1%,水分含量不得大于1g/m3,丙酮含量應不大于45g/m3。 二、主
焊接工程施工工藝
格式:pdf
大小:20KB
頁數:9P
4.5
3.1焊接工程 3.1.1作業條件 1)施工前焊工應復查組裝質量和焊接區域的清理情況,如不 符合技術要求,應修整合格后方可施焊。 2)氣溫、天氣及其它要求: 氣溫低于0℃時,原則上應停止焊接工作。 強風天,應在焊接區周圍設置擋風屏,雨天或濕度大的場 合應保證母材的焊接區不殘留水分。 當采用氣體保護焊時,若環境風速大于2m/s,原則上應 停止焊接。 3)焊工必須經考試合格并取得合格證書,持證焊工必須在其 考試合格項目及其認可范圍內施焊,焊工均應經過質量技 術交底、安全交底和有關環境保護的交底。 3.1.2施工流程 焊前準備→引弧→沿焊縫縱向直線運動,并作橫向擺動→ 向焊件送焊條→熄弧 3.1.3操作工藝 1)焊前準備:根據鋼種、板厚、接頭的約束度和焊縫金屬中 含氫量等因素來決定預熱溫度和方法。預熱區域范圍為焊 接坡口兩側各80~100mm,預熱時應盡可能均勻
2-1-10焊接工程
格式:pdf
大小:19KB
頁數:7P
4.4
焊接工程 一、焊接作業存在的不安全因素 在焊接作業中,存在污染和不安全的因素,會產生弧光輻射、有害粉塵、有 毒氣體、高頻電磁場、射線和噪聲等污染;操作人員需要與各種易燃易爆氣體、 壓力容器及電器設備等相接觸;還有高處焊接作業及水下焊接等,會引起火災、 爆炸、觸電、燙傷、急性中毒和高處墜落等事故;造成操作人員塵肺、慢性中毒、 血液疾病、眼疾和皮膚病等職業病,嚴重地危害著焊接作業人員的安全與健康, 還會造成國家財產的重大損失。 二、電焊機的安裝要求 1.電焊機運到現場或在使用之前,應由主管部門驗收合格,露天放置應穩固 并有防雨措施,每臺電焊機有專用的開關箱和一機一閘控制,并由專業電工負責 安裝。 2.應采用自動開關控制,不能使用手動開關(如膠蓋閘刀開關)。由于電焊 機一般容量比較大,而手動開關的滅弧能力差,接通和斷開電源速度慢,容易發 生弧光和相間短路故障,所以安全操作規范中

淺析油田焊接工程車的設計
格式:pdf
大小:1.4MB
頁數:2P
4.4
在油田生產焊接作業中,很多的生產焊接作業工作往往要在野外完成,焊接設備因為體積大移動不便,無法滿足野外作業要求。焊接工程車可以很好的完成野外作業任務,達到焊接工件的要求。
焊接工程質量分析與質量保證研究
格式:pdf
大小:196KB
頁數:1P
4.5
焊接工程質量對于整個工程而言極其重要,所以,必須認識到焊接工程質量提高的重要性,在焊接施工的過程中,必須嚴格根據相關的規范進行施工,做好質量檢測工作。焊接過程中若是發現不足,需要做好記錄,并找到解決措施,避免在將來焊接施工時,出現類似錯誤。本文主要分析焊接工程中經常出現的質量問題和問題產生的原因,并制定了一些焊接工程質量控制策略。
壓力容器焊接工程規范
格式:pdf
大小:19KB
頁數:4P
4.5
第二章焊接工程 壹、前言: 鍋爐建造中焊接工作量與起重、冷作組立並列為三大主要工作項目之 ㄧ。本處現場監工對於焊接工作可能無法像現場施作的焊工一般具備相當之 焊接技術能,但只要熟悉與焊接有關的知識,諸如材料規格、焊材特性、焊 材保存規範、焊口設計、預熱熱處理方式,焊工評核管理與焊口現場施工管 制等,則對於焊接工作整體進度的推展及品質異常發生的抑止有極大的幫 助。 本文有關焊接工作僅就鍋爐建造時與焊接有關工作之基本概念做原則 性的論述,至於實際有關焊接之材料請購、設計、施工、檢驗等規範應依本 企業之『配管工程規範』施作。 貳、材料 1.材料規範 (1)本企業採用之主要材料規範一般有atsm美國材料試驗協會jis日 本國家標準din德國國家標準等 (2)工程人員可由上述規範裡獲得材料相關之物理、化學性質資訊藉以 判別選用之材料是否合格,並提供材料之熱處理工作要求 2.壓力
焊接工程專項施工方案
格式:pdf
大小:20KB
頁數:9P
4.5
焊接工程專項施工方案 一、工程概況 酒泉西峰房地產開發公司公司“酒泉市天怡景苑14#住宅樓位于酒 泉市西漢勝跡公園以東,肅州區金泉路北段東側,北鄰巨龍御園。平面 造型為“一”字型。筑面積2282.04平方米,為六層帶閣樓框架結構住 宅建筑,建筑物總長29.000米,總寬度12.35.米,結構高度20.900米, 其中一層為商鋪,七層為儲藏室,一層層高為3.300米,二層~六層層 高均為2.900米,各樓層高為2.800米。室內外高差為0.30米,基礎 采用柱下筏板基礎。本工程設計建筑合理使用年限50年,耐火等級為2 級,抗震設計設防烈度為7度,設計基本地震加速度值為0.15kg,設計 地震分組為第一組,特征周期為tg=0.40s,建筑場地類別屬ii類,建筑 安全等級為2級,建筑物抗震等級為:框架三級。本工程由酒泉西峰房 地產開發
鋼結構焊接工程
格式:pdf
大小:45KB
頁數:3P
4.5
技術、安全交底記錄 施工單位: 工程名稱交底部位鋼結構焊接工程 工程編號日期2010年11月18日 交底內容: 1范圍 本工藝標準適用于一般工業與民用建筑工程中鋼結構制作與安裝手工電弧焊焊接工程。 2施工準備 2.1材料及主要機具: 2.1.1電焊條:其型號按設計要求選用,必須有質量證明書。按要求施焊前經過烘焙。嚴禁使用 藥皮脫落、焊芯生銹的焊條。設計無規定時,焊接q235鋼時宜選用e43系列碳鋼結構焊條;焊接重要 結構時宜采用低氫型焊條(堿性焊條)。按說明書的要求烘焙后,放入保溫桶內,隨用隨取。酸性焊條 與堿性焊條不準混雜使用。 2.1.2引弧板:用坡口連接時需用弧板,弧板材質和坡口型式應與焊件相同。 2.1.3主要機具:電焊機(交、直流)、焊把線、焊鉗、面罩、小錘、焊條烘箱、焊條保溫桶、鋼 絲刷、石棉布、測溫計等。 2.2作業條件

鍋爐焊接工程工藝指導書
格式:pdf
大小:13KB
頁數:6P
4.3
鍋爐焊接工程工藝指導書 (qx14—1/95/70—y型) 目錄 一、總則 二、焊材選用 三、焊接設備 四、焊工 五、焊接工藝 六、焊條的烘干及使用 七、焊接質量檢查 八、焊接返修 九、焊接安全措施 十、焊接工藝 一、總則 該工程從原設計圖紙資料中查出集箱、爐管材質均為20g,含碳量較 低;塑性好,一般沒用淬硬性,焊接性能好,為確保焊接工程質量特制 定本工藝指導書。 依據標準: 1、《jb163—83鍋爐受壓元件焊接技術技術調件》 2、《gbj236—82主要管道焊接施工及驗收規范》 3、鍋爐本體圖紙 4、公司《質保手冊》 二、焊材選用 根據母菜材質與焊材材質相匹配的原則、母材:20g,20#--焊材j422 e4303. 三、焊接設備 1、直流焊機1臺2、交流焊機1臺 3、烘箱1臺4、保
車棚方管焊接工程
格式:pdf
大小:569KB
頁數:6P
4.7
焊接工程報驗申請表 工程名稱:北京永輝超市魯谷店整改工程編號:02-01-01- 致:福建聯創智業建設工程有限公司(監理單位) 我單位已完成了自行車車棚焊接及安裝工作,現報上該工程報驗申請表,請予 以審查和驗收。 附件: 1、鋼結構制作(安裝)焊接工程施工質量檢查表 2、鋼結構制作(安裝)焊接工程檢驗批質量驗收記錄表 3、隱蔽工程驗收記錄 承包單位(章): 項目經理: 日期:年月日 審查意見: 項目監理機構:福建聯創智業建設工程有限公司 總/專監理工程師: 日期:年月日 鋼結構制作(安裝)焊接工程施工質量檢查表 單位(子單位)工程名稱北京永輝超市魯谷店整改工程 分部(子分部)工程名稱鋼結構工程驗收部位自行車車棚 施工單位福建金天湖裝飾工程有限公司項目經理 施工執行標準名稱及編 號 鋼結構工程施工質量
焊接工程應用軟件相關
文輯推薦
知識推薦
百科推薦


職位:消防電施工員
擅長專業:土建 安裝 裝飾 市政 園林


